GoetzInd
-
Posts
1,392 -
Joined
-
Last visited
-
Days Won
4
1 Follower

Recent Profile Visitors
4,136 profile views

.thumb.gif.b2f8d84f284177ecd2bf348424895690.gif)







GoetzInd's Achievements
")





-
G, the universe was telling you that you needed to take a day off!
-
Haven't machined magnesium in while, but used to relatively frequently for consumer electronics stuff. Like any self respecting machinist-types, we lit it up out back once. I remember it took a good amount to get going. Like concentrated blow torch for 30sec. Not to toot my own horn, but my processes aren't usually subjected to that kind of heat. Usually..... So go nuts, and maybe keep the chip conveyer going and one of dem fancy fire extinguishers around that has an expiration date of no later than 5 yrs ago Mike
-
See, I'm not just a creepy stranger from the internet....
-
We use these functions extensively on 4x and 5x fanuc controlled machines. If you would like, PM me and we can set up a call and I can communicate some learnings. May be hard and time consuming for me (barely literate) to spell them out here. Mike
-

X4317 machining, welding, PWHT and hardening
GoetzInd replied to Machinist85's topic in Industrial Forum
Your will have to grind as assembly after weld and heat treat to achieve that runout and cylindricity on something of that size. Mike -
10 years huh. Your optimistic.
-
The pro 5 has its own DNC operation screen. Do you have the pro 5 manual? If not I can probably get it for you. Mike
-
We have it and use it extensively. If you want to discuss, shoot me a PM and I'll give you my contact info. MIke
-
Makes sense. Especially since Dave passed. Wonder if they will really keep it operating separately or just roll it out as there new preferred post language. Mike
-
I saw it happen in ~3yrs Mike
-
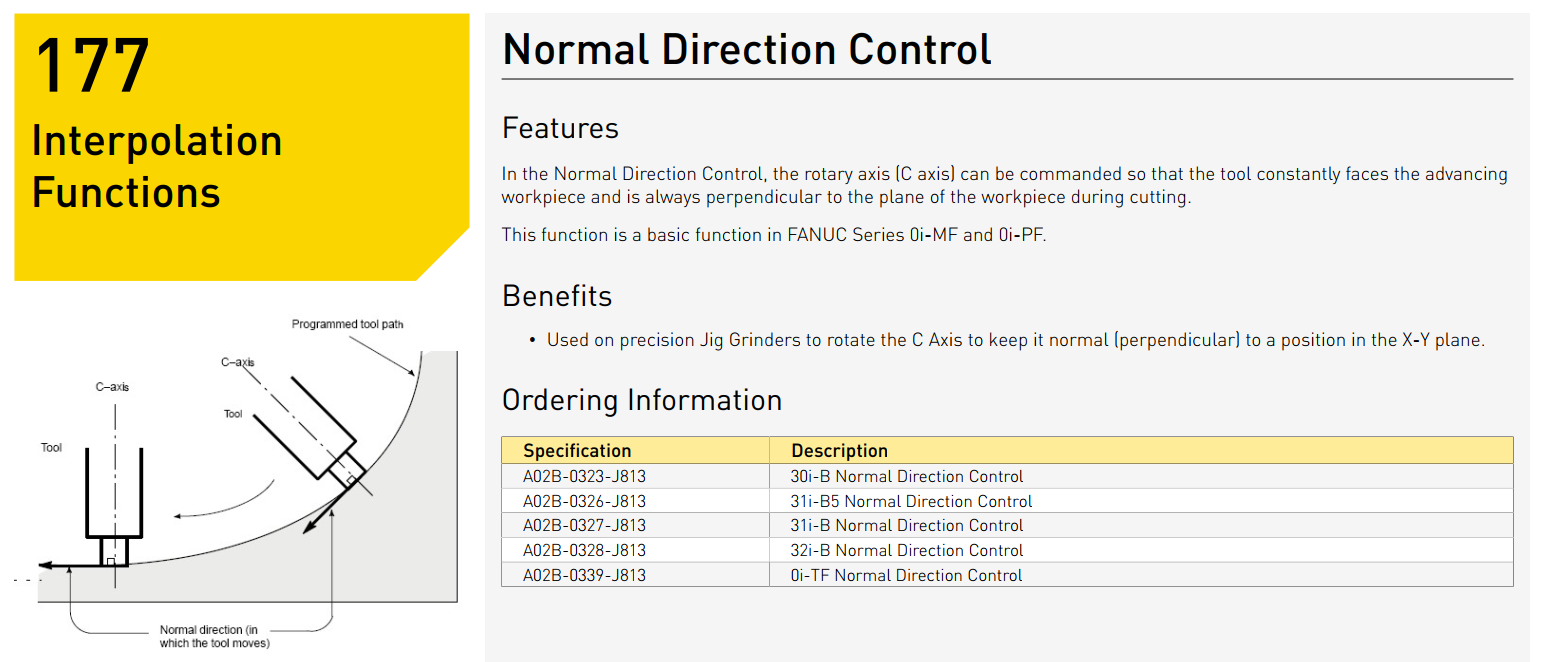
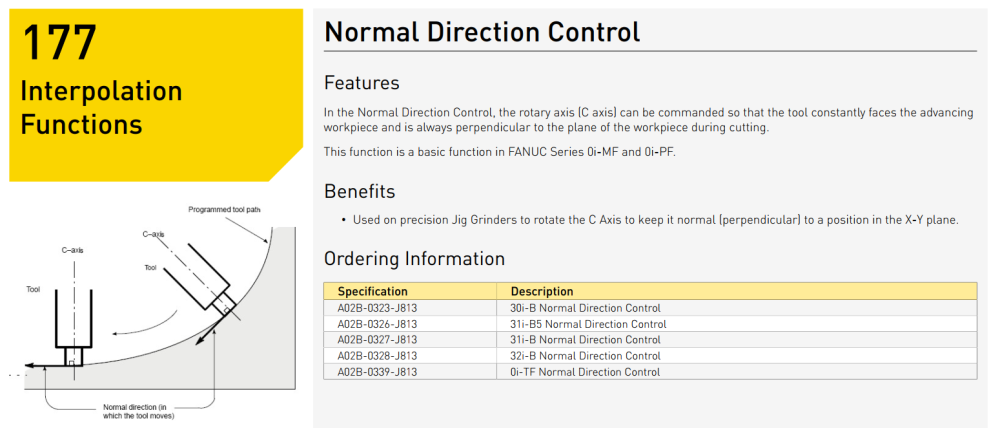
First your tool needs to have the clearance. Which will be kinda tough here. On fanuc, there are two options that work together to do stuff like this. They are call Cs axis control and normal direction control. The second keeps the tool orientated normal to the compensation path (like cutter comp but orienting). The example below uses the milling spindle but it could also be configures for C axis. Since it is already a rotary axis, you may just need normal direction control. Mazak has versions of this too. Other approach would be to make a macro. This could be done with no additional options but some work to do. If you se stuff like this frequently, may be worth it. Another thing to try is TCP. Depending if your post supports it, you could probably get this to work with axis sub. and a smidge of tilt. A couple different ways, all will be a little bit of an adventure. https://www.facebook.com/MstTooling/videos/hale-machining-is-a-cnc-control-technology-made-to-scrape-off-end-mill-cutter-ma/243150534122233/ Edit: Do you have multi-x ? You could get some useful code using morph/along curve and tilt away from the drive surface. Mike For reference. Obviously doesn't help you since you're on a Mazak, but I've seen videos of a Integrex doing the same thing.
-
Taping NPT holes in Mill
GoetzInd replied to Mike S-V's topic in Machining, Tools, Cutting & Probing
Hard pass on tapping NPT in 304SS or anything other than soft metals IMO. Like G said, thread mill. Mike -
To certify our code here we have a robust verification (vericut) and version control process that works very well. Serial numbers and ver numbers of programs even get passed down as macro variables in the programs for tracking and recording of probing data etc. This is all part of our AS9100 quality system. However, in another division of our company, the verification process is defined as "checked by machinist", and guess what, both pass our AS9100 audits and most of the time the auditors have no idea of what actually adds control and value and are just checking boxes that you process is being followed. Mike
-
Yes, this is the quality system standard for medical devises. He is probably wondering what Mastercam can do to adhere to the file rev control area of the standard which is a legit concern. This would be handled by a PLM/version control software that would cover everything you do. Not mastercam. Most people don't version control the CAM file but the .NC code since that might see changes outside of CAM anyway. Mike
-
Yeah but you threw harder back then I bet.