All Activity
- Today
-
This is one of the many areas I believe Matsuura is FAR superior to the toilet bowl lovers in machine design. Matsuura can get closer to the pallet center with the head/spindle. Doing this allows you to run shorter tool assemblies and it requires shorter work holding to get ot he part. All that to say a more rigid machining setup = the best metal removal scenario possible. In the MAM series they offer the MAM72-35V, MAM72-42V, MAM72-52V, MAM72-70V, and MAM72-100H. Then in the CUBLEX series there is a CUBLEX-35 and a CUBLEX-63. There was a CUBLEX-42 but I believe they discontinued it. 350mm, 420mm, 520mm, 700mm, and 1000mm respectively. The number after the dash is the CM value of MAX pallet Changing swing diameter essentially.
-
 MPMASTER is the only option unless you purchase a custom post for 2022.
MPMASTER is the only option unless you purchase a custom post for 2022. -
 Justin Netherton joined the community
Justin Netherton joined the community -
 Fhil joined the community
Fhil joined the community -
Haha! Thanks for the encouragement. It is my first time being the front man to get a post working. A painful process for sure! I had discovered G07.1 in my manual the other day and was wondering if that was a better alternative to inverse feed. I was initially leaning toward inverse feed because I'm more familiar with it.
-
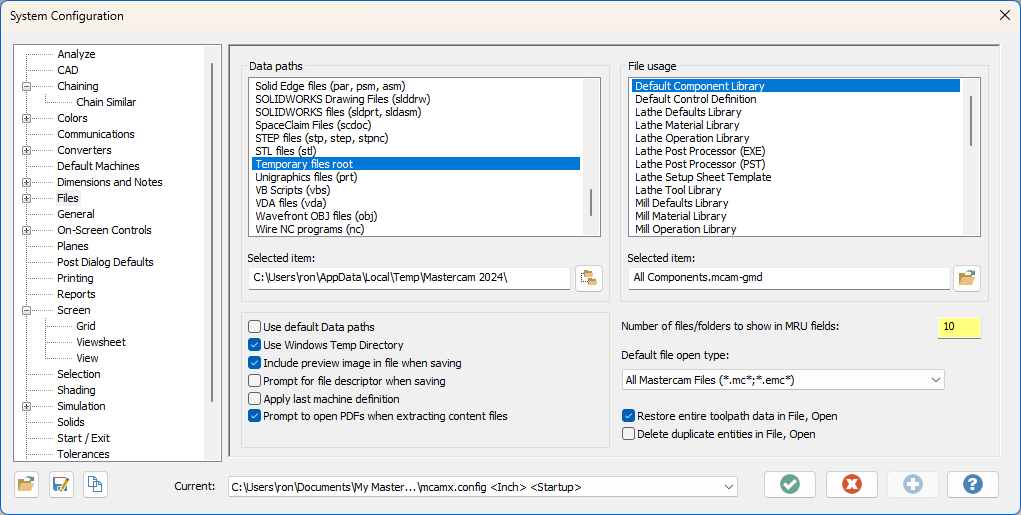
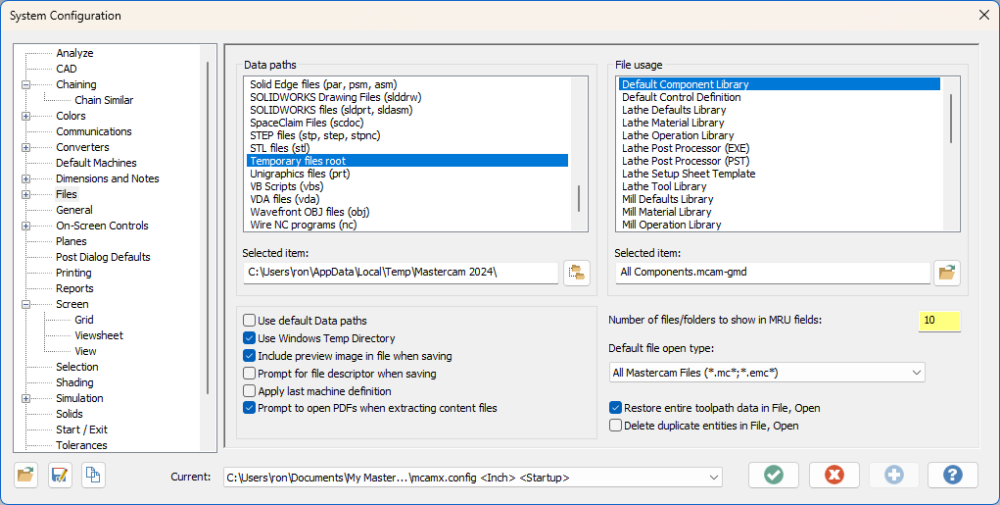
Check antivirus software is not tying up your temp folders doing scanning. I have to disable that or I will get the same error. The other option is to make your temp folder a safe place on the computer.
-
 Elias Andrew Martinez joined the community
Elias Andrew Martinez joined the community -
Inverse Feed is your only option on that machine. Welcome to 6 months of working with ICAM to dial your post in. Wonder why I quit as their West Coast Sales rep all those years ago?
-
CY_Deburr_error@MPLMASTER
crazy^millman replied to Alan Chen's topic in Post Processor Development Forum
I would think not. Will need to purchase a custom post to get what you are asking for. Only so much a free post will get you. -

Chook in ribbon bar
eltklas replied to ikertx0's topic in Mastercam C-Hook, NET-Hook and VBScript Development
I have found this in C# documentation: Mastercam.Support.UI.MastercamRibbon.InsertThirdPartyRibbonTabs(string); String is a ribbonXml file. The XML that defines the Tab and its contents. Can someone give information on how this file is created or where to look for that information? In the examples there is one but there is only one XML file and it is not explained. Can someone explain it ? Thanks -
I am get to ikea post from mastercam,web the haas and fonuc and still posting wrong
-
I believe the only generic post that supports right angle head is MPROUTER.pst. So your options are: 1. use MPROUTER and hand edit the gcode for all your M-codes. This will get you correct x/y/z moves. 2. modify MPROUTER to output good code for your machine 3. buy a post for your machine that supports right angle head
-
SOo I am set up my angle head in my mashie deff when I oposting code looks like is something wrong ,the ,how I can change Y to Z? HMC SAMPLE.MCAM-CONTENT
-
 KieranMac2000 joined the community
KieranMac2000 joined the community -
 Landon Carlson joined the community
Landon Carlson joined the community -
Thank you ,let me take look
-
Honestly if it's a simple cut the easiest way to program it is point to point. To get Mastercam to output code for a right angle head you need to modify a post, modify a machine def, and there's no way to actually simulate the tool for verification in Mastercam. Here are a couple links for you. The youtube video is long and old, but it is what I followed to get right angle head code output from MC. https://www.youtube.com/watch?v=lxhlx5wa97o
-
I have been tasked with working with ICAM people to set up the post for our new QT250my lathe. This is new territory for me and I am wondering which way is best to proceed when using a C-axis and linear feed motion at the same time. The first version I received of this post did not take into account the fact that the C-axis feeds in degrees per min, which makes my 75 ipm feedrate incredibly slow. This only occurs when I am working on the OD of the part. I have G12.1 engaged when I am working from the face and it works fine. Is inverse feedrate my best option here, or is there a better way to go?
-
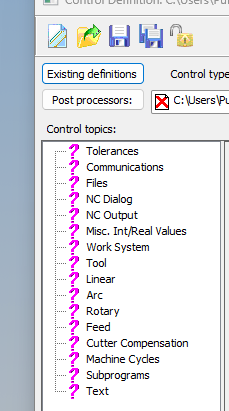
There it is...thank you! When accessing CD through the MD that option goes missing...I thought I was going crazy.
-
Hello ,someone programing it ? I need to cut keway on big cam
-
I've had this issue. Had something to do with length offset. Try canceling G49 and then running.
-
 Tyler Peters joined the community
Tyler Peters joined the community -
 Todd Goodrich joined the community
Todd Goodrich joined the community -
 Rusted joined the community
Rusted joined the community -

n_tpln_mch - what is its possible values?
Colin Gilchrist replied to Giang-TT's topic in Post Processor Development Forum
Did you watch both the MP 101 and MP 301 (5-Axis) Post Class? Technically, there are two courses up. I uploaded part of my 4X Lathe Post Class. I really should go and find the old Lathe videos and upload them as well. Glad to hear you learned enough to do your own Post edits! -
 PHENTAGONLAB joined the community
PHENTAGONLAB joined the community -

Any way to insert formulas into Active Reports setup sheets?
nholcom replied to nholcom's topic in Industrial Forum
That's totally fair given the state of active reports, lol. There's not a lot of documentation on it and it would definitely help people like us who want to edit setup sheets but don't really know how. Most of what I know is from scouring forum posts and reading the ActiveReports help online. And as for getting past a stage, well, I don't know if stages of knowledge really exist. It's all one fluid experience where you consistently build on things. That goes for anything, not just learning ActiveReports. That being said, thanks for the help. -
The matsuura dealer will be in here Monday . I see they now offer the mam in a 45v which is about the ideal size, last i knew they only offered the 35v. ive always been partial to the mam's for the automation.
-
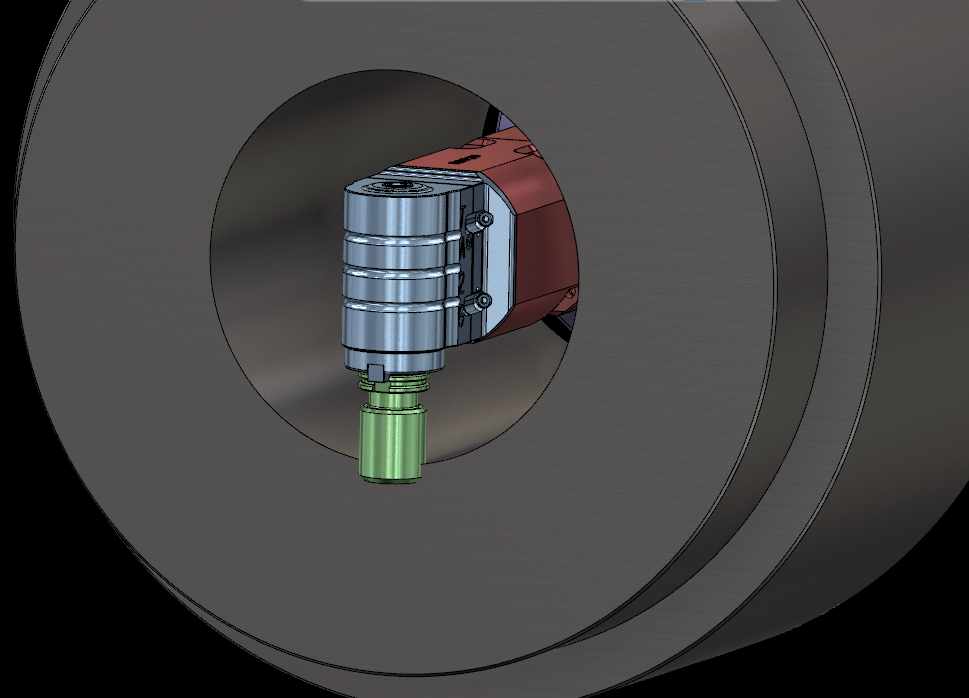
At my shop we recently dove head first into automation, got a mx-330 pc10 and mam72-52v. I've been running the MX for a few weeks now lights out and I have to say it's been a breeze. Only on the second job on the machine but it's been smooth sailing. I can't compare to a hermle or DMG though; I came from a Haas UMC so this is quite the step up lol Very soon I'll be starting on the first job for the 52v and I'm quite nervous/excited. Still waiting on fixturing but I was doing some tests inside mastercam/CAMplete for clearance with these schunk WDM 5x modules, it's surprising how little you have to raise your workpiece off of the table for access. I actually wanted to get 100mm tall modules but sadly they only had 125mm in stock. (dummy reference part I extruded but general shape is there)

-

Any way to insert formulas into Active Reports setup sheets?
rgrin replied to nholcom's topic in Industrial Forum
Happy to help. I think you're probably at the same knowledge level I am as far as the Reports Designer goes. I never got past the "just modify an existing one" stage. -
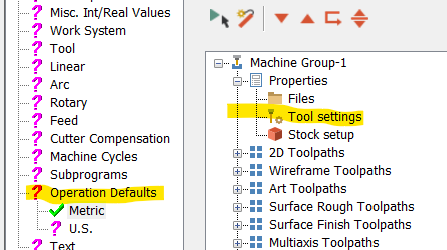
Hi, this must be no problem. Control Definition - Operation Default - Tools Settings and that's all. Good luck!
-

n_tpln_mch - what is its possible values?
diabedon replied to Giang-TT's topic in Post Processor Development Forum
Tagging this post. I watched Colins's entire youtube course on this and ended up with a pretty nice post. -

How much in Machine Inspection are you doing?
Newbeeee™ replied to rgrin's topic in Industrial Forum
Ref ISO9001, there were 7xmandates when we got approval (2x man shop) back in 2007. It (9001) was updated in 2015 and the mandates were changed, but at the time I remember the assessor saying he knew of 1x UK company that was a 1x man band who had got approval and another company whose manual was 2 pages....the manual then consisted of flow downs to other documents which specified/controlled the said mandates. My manual was total of 35 pages, which was very padded out as the 1st half was design requirements and the tail end were copies of the things like CofC, Job Traveller, Invoice etc - I reckon I could have consolidated it to 15 pages if I'd removed the padding, as the design stuff was only for "sales" as we weren't "ISO approved" for that. But yes to quote Margaret Thatcher...."sometimes it is best to be specifically vague"....ie if you state ail job cards need sign off in ink, just state ink. If you state black pen, someone will use blue and you'll unnecessarily fail the audit (simplification but you get the idea). AS9100 (aero) was the next step with the only real main difference (at the time) being stock control - you had to control every inch of material, every rivet and screw and washer etc - ISO9001 you could just state (for the same material batch number) job 12345 had 10", job 12346 had 20", job 12347 had 10", of material batch number AXXXX and that was okay. AS9100 took that further by stock control monitoring so you had to detail incoming delivery of batch number AXXXX was 50", and you used 10, 20, and 10" on the 3x jobs above, so you now have 10" still left in stock (unsure of exactly how you get around tolerance of cutting and width of saw blades....for billets, washers, screws (ie "items") it's easy). Initially...."getting approval" can seem daunting, but if you break it all down to bite size chunks, the dauntingness rapidly diminishes. Certain practices you should really be doing anyway - such as material batch traceability gauge control and calibration, and office things like "contract review" which catches things like repeat purchase orders which have a revision/change, so you don't make at previous (old) issue.... Overall, it helped focus my business and got a 2x man band approved to be Tier 1x supplier for some major OEM's. Which then allowed us to grow but with control and focus. -
@James - great comment ref your #1 above. I would also add the obvious that part shape material and workholding comes into it too. Measure the part xxxx on! Unclamp the part and distortion.... And Ron - Ref many Inspectors and their job choice...."If you can't do it, View it"