All Activity
- Today
-
 popipro joined the community
popipro joined the community -

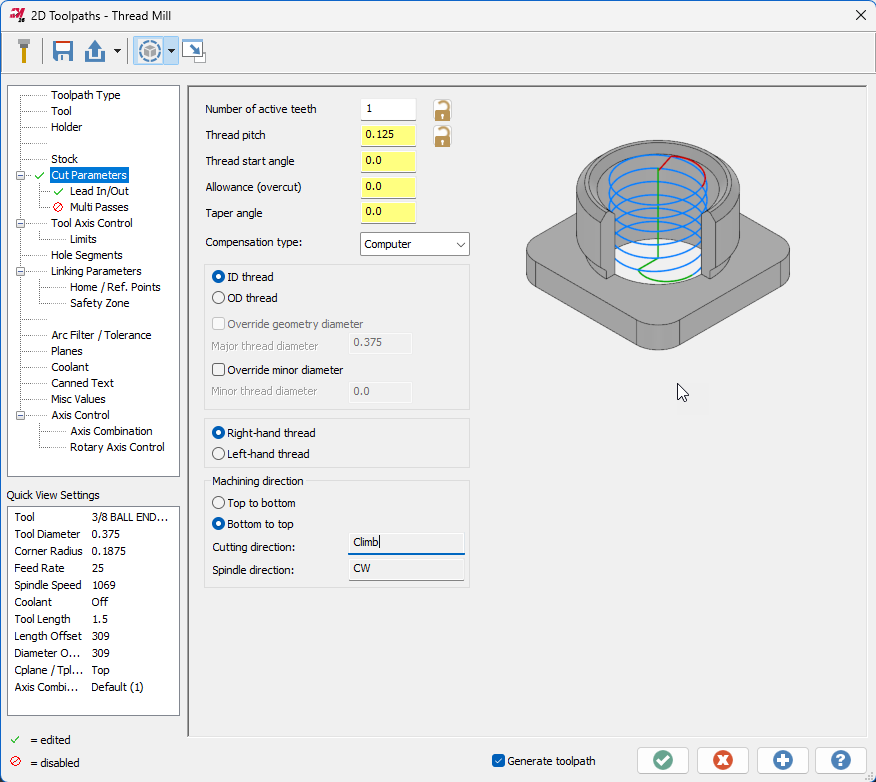
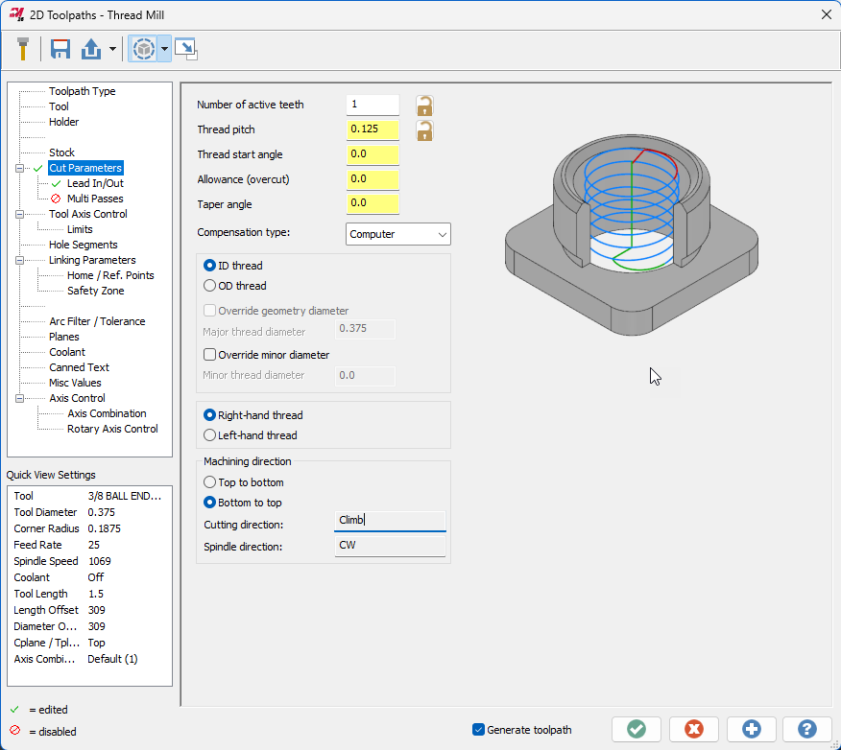
Thread Mill cutting method
Matthew Hajicek - Singularity replied to BBprecise's topic in Industrial Forum
Tool-edge feed rate would be useful in just about every toolpath, I think. -
 Justin_Badenhorst joined the community
Justin_Badenhorst joined the community -
Lots to unpack there so without further adieu... 1) FANUC Program Transfer Tool (available https://www.fanucamerica.com/products/cnc/cnc-software/programming-simulation-software/program-transfer-tool for under $30 USD) . I use it and reccommend it HIGHLY. CF Cards MUST be 1GB or under for 30i/31i/0i-F series controls. I keep a 128MB (yes you read that right) card for older era machines. I get mine from Amazon. I like these for 1GB's https://www.amazon.com/1GB-Compact-Flash-100X-INDUSTRIAL-Pio/dp/B000ZNWOSS/ref=sr_1_2?crid=I99RBMCIPDWH&dib=eyJ2IjoiMSJ9.vy01M8EQ4MyyBDSDjeq_NuppS6M0tWgWrlcoasmKUzHjiYMoBe4U0bq62scns-U3Z0sxEMsM4q6X_kTLHXLVeZIRbO48o0Ipi--Hbq_FKm_aXz3hHfnB-91bIoKmwAUB53WTZHmRWTDJUWArvdnEuFhSkXyZiuemWcvM7BHOfMdrt8mszRDnM4pnfYkaWH1zERpJt7BhJnTVxO8zVuM1eqnIyDCY6XJQqDZxH8O15pWTx-OlI9AUfeXcdAxgw5UvrmuowILrWHeEtGMuZOhPyXp7I7NocgDEelaG2jZaAnk.d2rRem4np6HQzDANiXqa6evpgkauOin78IjLz0UNivw&dib_tag=se&keywords=1GB+CF+Cards&qid=1713845397&refinements=p_n_feature_five_browse-bin%3A673261011&rnid=673240011&s=pc&sprefix=1gb+cf+cards%2Caps%2C126&sr=1-2 It's only frustrating if the company you bought your machine from is not knowledgable. Support matters. Especially today. 2) This is NOT a FANUC issue. This is 100% on the machine tool builder. We spec our machines with 8MB of CNC Memory and 1GB of Data Server Memory. The latest machines have SSD Drives with TB's of storage and they are FANUC so... the problem isn;t with FANUC it's with your builder improperly specing a machine. Assign blame wher it belongs. 3) See #1 4) I barely graduated high school... and by barely, I mean if it weren't for woodshop and PE I woudln;t even have had a 2.0 GPA... and I have no trouble connecting machines to networks if they are equipped with either an Embedded Ethernet port or a Data Server. Been doing it since the 90's. You need better machine tool support. 5)I've not been successful partitioning CF Cards lately. Like for the last 10 years lately. Just get a 1GB CF card or smaller with a PCMCIA adapter and it'll work. Embedded Ethernet is a simple setup. EIther use DHCP or set a static IP address, set the router and DNS IP Addresses, plug it in and it works. Just to prove a point to a customer, I went out to Home Depot, bought a Wireless Extender with an ethernet port, set it up, set the control for DHCP, set the router and DNS, restarted the adapter and I was able to ping the CNC form anywher ein the shop. Once I was connected to their network, I coudl upload and download programs at will. 6) You just need better machine tool support 7) I give away my knowledge for free. It's worth plenty, but so many gave to me freely, I'll give freely until I get burned. 8 ) I will say it's easy, because it is. I'm NOTHING special. Believe me. I'm just an average at best guy. Your machine tool dealer has a high degree of incompetence, or they are withholding support from you. Either way, I'm sorry you are going through this trouble. You should not have to suffer because of your machine tool dealer is incompetent or your machine tool builder didn't adequately option their machine. I hope this helps. Put ALL your pat programs on the DATA_SV. Just use CNC Memory for custom G/M-Codes, Custom MACROs, etc...
-
The parameter is correct.
-
 evawillms joined the community
evawillms joined the community -
 AussTheBoss joined the community
AussTheBoss joined the community - Yesterday
-
The other thing to be aware of, is the Entity Attributes Manager. This can be used to "assign" certain geometry and/or geometry properties, to various levels. (Example: force all Solids to "Level 40"). You may already be aware > but you can go into the "Unblank" view, and "unblank" something which has been blanked. I personally, avoid using Blank/Unblank, however I use Hide/Unhide extensively. (Say you have a bunch of stuff visible on the screen. You can select "the stuff you want to see and work with", and then press "ALT + E" on the keyboard. It will temporarily "hide" all the other geometry. You can now work with just the stuff you had visible, (measure, or construct new geometry, whatever), and then press "ALT + E" when you are done and wish to bring everything back visible. This is great because you can temporarily hide stuff, then make it visible, without messing with your Level visibility.
-
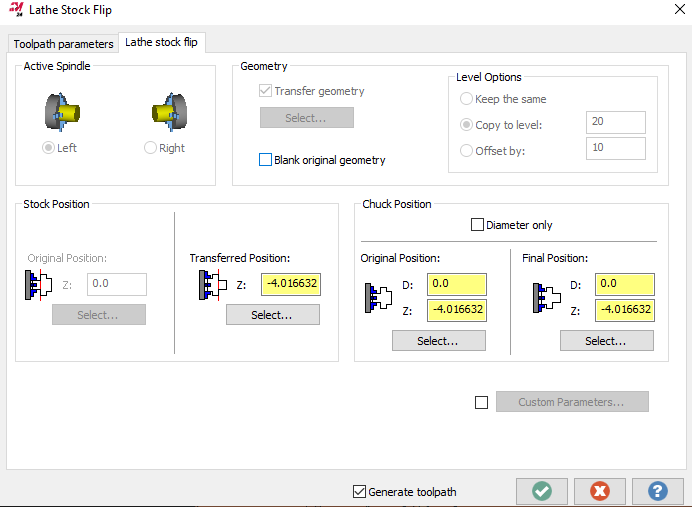
FOUND IT!!!! "Blank original geometry"
-
 libra joined the community
libra joined the community -
This is long over due, but welcomed. Any chance this will roll into the regular contour paths? it would be extremely helpful to optimize feed rates in corners while maintaining the actual programmed feed rate. I know this can be done locally, but it is a real PITA and should be handled inside MC.
-
 troxclimbs joined the community
troxclimbs joined the community -
I don't understand English and can't understand the meaning...Is this so? But in this case, the wear of the tool will be concentrated on the front end of the tool....
-

Integrating G234 in fanuc 5x generic post
ikertx0 replied to ikertx0's topic in Post Processor Development Forum
@Alex Dales can you help me please? -
 Roadrace65 joined the community
Roadrace65 joined the community -
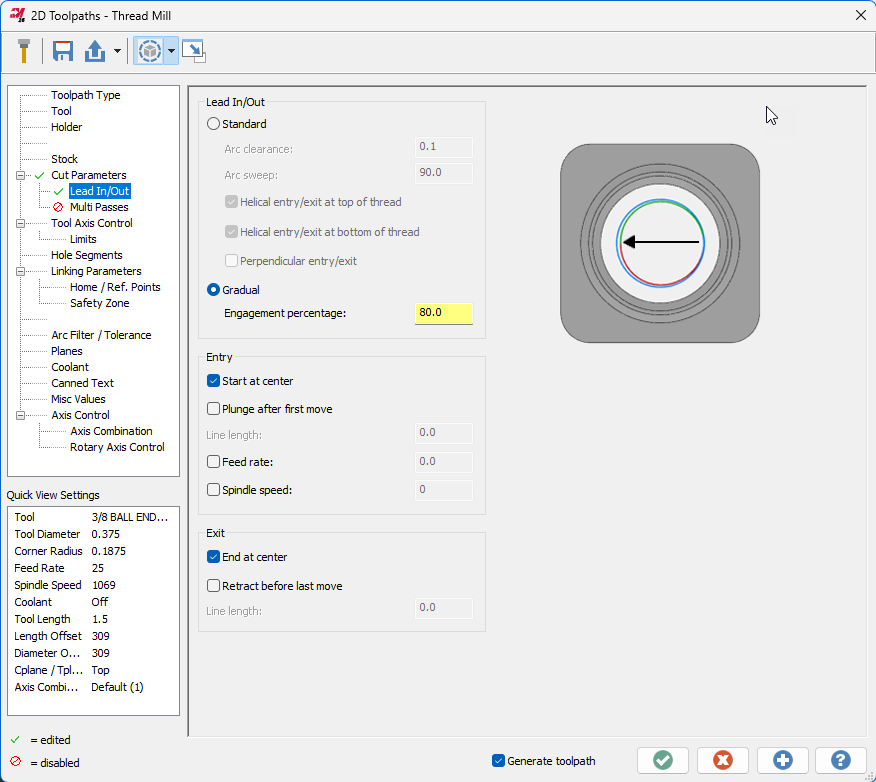
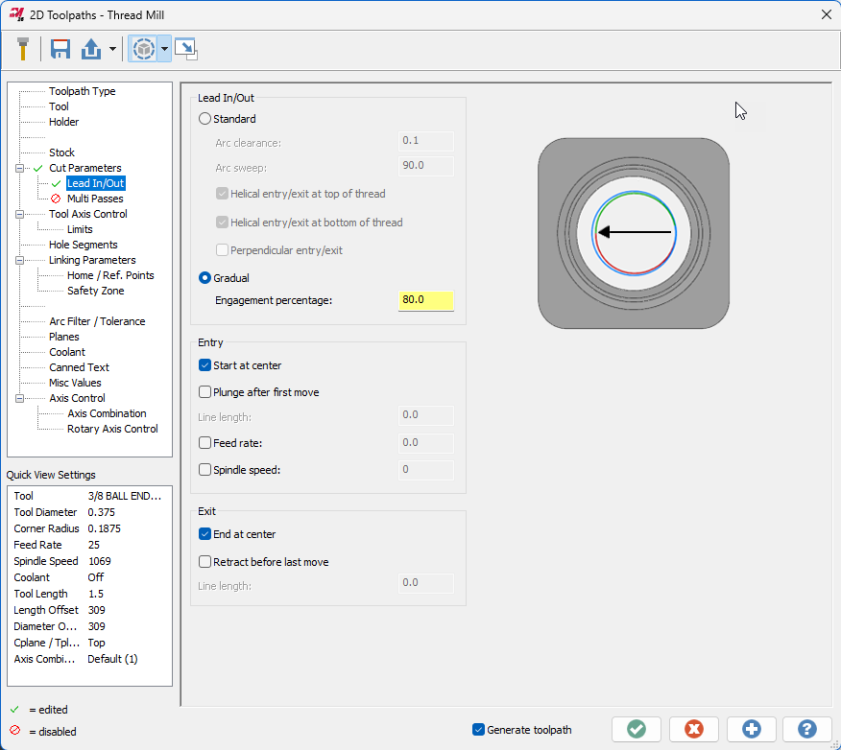
AMW, I'll pass this thread on to the product owner. Just a note that 2025 has received a bevy of Thread milling enhancements developed in concert with tooling manufacturers. Check out the Gradual entry on the lead in/out page to reduce shock load on engagement and the expanded entry/exit controls and speed/feed overrides, among others. Spindle direction is also now considered when displaying cut direction in the Machining direction box. Here's the full list of changes: Mastercam 2025 – Thread Mill Updates – myMastercam
-
 Rugerfreak joined the community
Rugerfreak joined the community -
Thank you for the example, but this forces me to use conventional milling. I would prefer to use climb milling, bottom to top motion, but break it into 2 depth cuts, first one being on top. You would think this would be fairly logical way to do NPT threads.
-
Check out my sample file above
-
We are machining 2" NPT 11.5 TPI. The tool is 5/8 diam solid carbide with 12 teeth. There is a lot of engagement with this tool, would be more efficient if I could do it in 2 depths with slightly larger stepovers. If I reduce the number of teeth yes it will do 2 passes, but starts with the bottom which is useless in my case. Same problem as the original poster had here over 10 years ago.
-
What a lazy xxxx of a draftsman.
-
What threadmill? You have been able to do it for a couple decades... Reduce your number of teeth...though I would suggest using multiple stepovers instead... Sample file - Bottom to Top and the same tool Top to bottom THREADMILL SAMPLE.mcam
-
Still no way to do this properly in 2024? Im using a fairly big threadmill, getting a little chatter, would be nice to be able to break it into two depths.
-
Our shop has a handful of 90s FANUC controls, lack of memory is my top concern when programming for those machines. I have a few thoughts that may help you out: -You should look into an operation repeat macro to make multiple parts. It will save you from needing to use Xform + subs to make a bunch of parts. Our posts are set so that we can specify how many times we need to run a tool at the machine, based on setup needs, with a default of 1 part. At the end of the tool's work, it checks to see if there are any more offsets to run, then increments and re-runs, or moves to the next tool. Our machines use G54-9, J01-29, so we increment the J value to repeat multiple parts. YMMV based on your control and how many offsets you have available. This method lets you program for one, and make 3 at once. Then next time make 10 at once if you need to. -Take a look at your filtering settings, and hi-speed ruff with 0.005-0.010 as the tolerance (~1/2 stock to leave usually). Be sure to check the box that says "Output 3D arc entry motion" too. That will clean up your helical entries. Know that while dynamic HSM is fun, and fast to program, if your machines can't handle it, they can't. Often a facing, pocket, contour or 2D blend toolpath with a 10% stepover can get you into HSM feed numbers and keep your tools running on lines and arcs. These methods will take a bit more time and effort to set up, but well worth it for memory starved machines. I have run hi-speed, or hi-speed-lite™ on our machines with 60-128K of memory. Also there is a lot of discussion on "why not drop 2TB SSDs into machine tools", and it boils down to the type of flash they used on these boards. They are designed to last for decades in a shop environment, and still work around the clock. There are threads here, and on PracticalMachinist if you want to look up the specifics. I'm not absolving the MTBs of the insane pricing for memory, but supply is scarce for old parts now too.
-
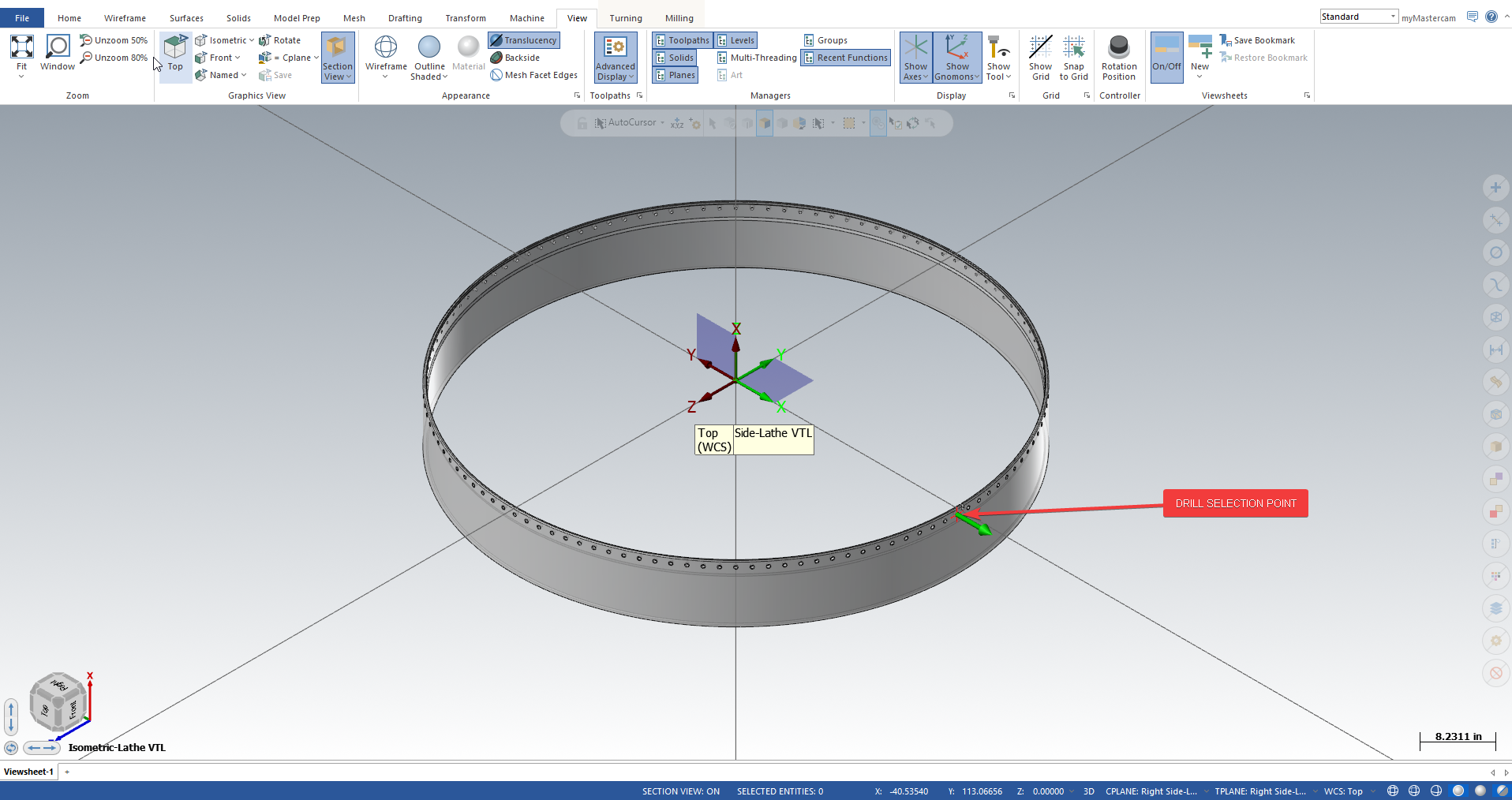
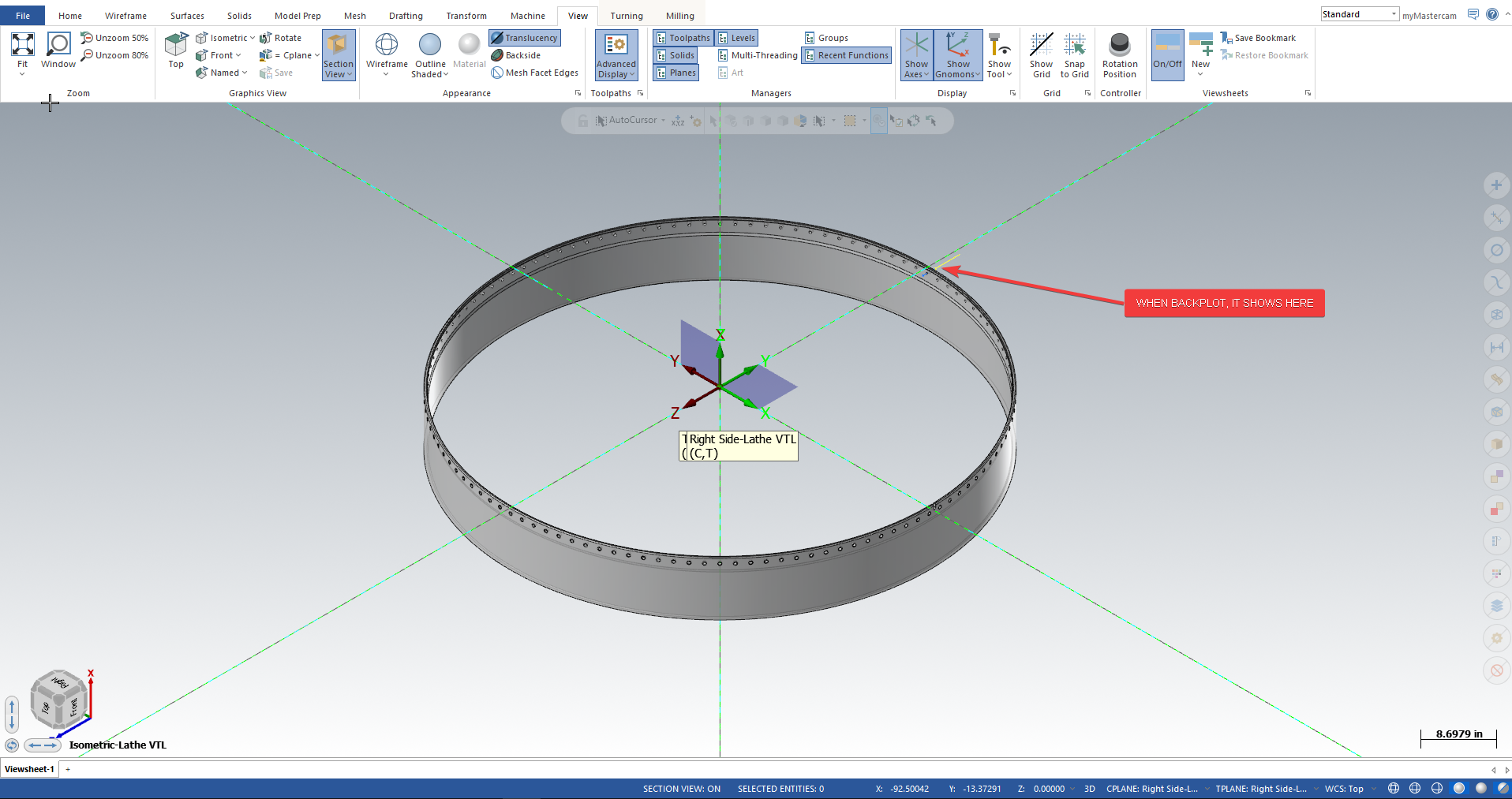
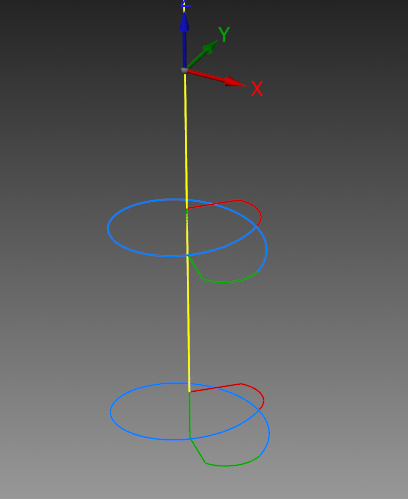
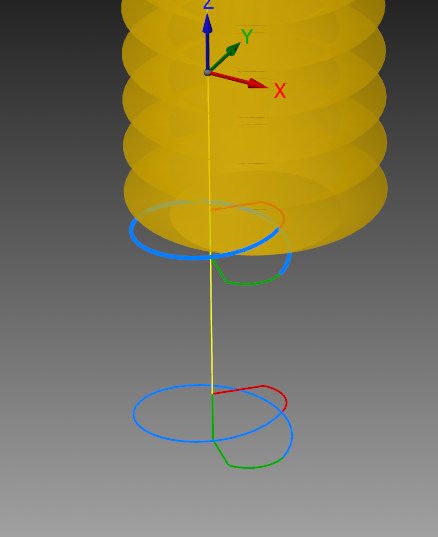
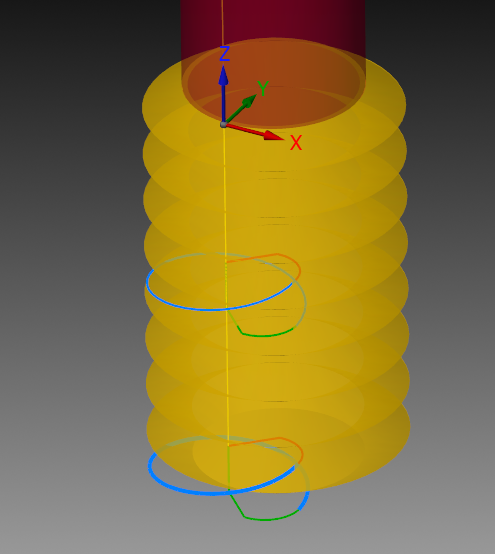
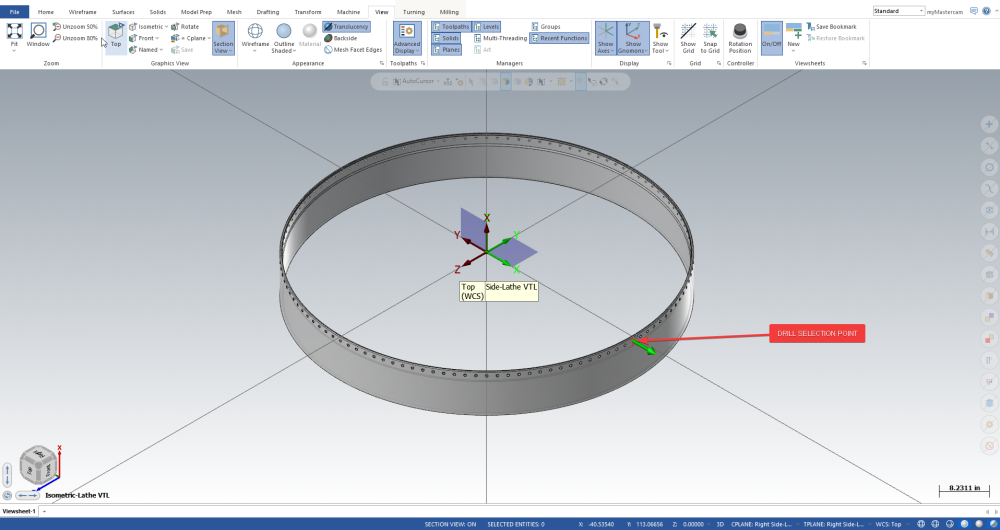
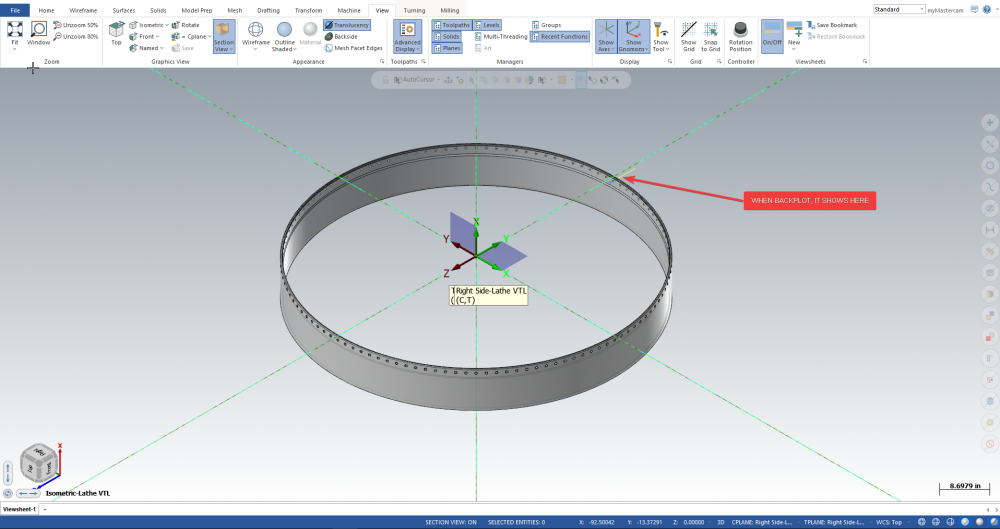
Hello all I am trying to do C axis drilling in mastercam lathe VTL. I select drill point as shown in picture, but when I backplot, it shows as different place, is it normal ? May be because its VTL environment ?, any ideas or suggestions will be great.
-

Any way to insert formulas into Active Reports setup sheets?
nholcom replied to nholcom's topic in Industrial Forum
I've heard about Varco Reports and I gotta say, they look really nice. I can't imagine the amount of work needed to make this look so good! I did end up getting the feed/tooth by just recycling a demo report. I think that's the way to go if you're wanting to make a setup sheet; just use an existing one and modify it to the best of your ability. Or yknow, just go with Varco, lol.- 10 replies
-
- 1
-

-
- activereports
- active
- (and 4 more)
-
I wouldn't be the best person to ask, but if I had to guess I would say that is not installed. I know we run 2 programs at once obviously, on S1 and S2, but I don't believe we have the ability to edit both simultaneously. I believe if the machine didn't come with it, sales never offered it to us, and we never asked about it. It was our first lathe outside of Haas so I think we just figured it would come with "the basics" As far as I know, even things like smoothing settings don't seem to work for them on that machine, or they never got it figured out? idk not my department so I gladly don't involve myself LOL Since purchase of the machine I think we've gone back 2 or 3 times and added features, more memory, etc.
-

Create Entities Groups C#
eltklas replied to eltklas's topic in Mastercam C-Hook, NET-Hook and VBScript Development
I have requested access to that forum, I am waiting for It. Thanks for answer. Must the list have only arcs? Can I have more type of entities? Thans again. - Last week
-

Create Entities Groups C#
byte replied to eltklas's topic in Mastercam C-Hook, NET-Hook and VBScript Development
hi eltklas, i don't visit this forum that often, usually i go on the mastercam official forum, here is an example of adding an arc to a list and translating it using System; using System.Collections.Generic; using Mastercam.Database; using Mastercam.Curves; using Mastercam.Math; var topView = Mastercam.IO.ViewManager.GetAllViews(false)[0]; var point = new Point3D(0.0,0.0,1.0);//lets say we created a point at z 1.0 var radius = 0.5; var arcs = ArcCreator.CreateArc(topView,point,radius); var fromView = topView;//translate from top view var toView = topView;//translate to top view (for simplicity) var fromPoint = new Point3D(0.0,0.0,0.0);//translate from 0 var toPoint = new Point3D(1.0,0.0,0.0);//translate to 1 bool copy = false;//true to copy //lets say you executed some code here //...your code //now lets select the geometry and commit it then translate foreach(var myarc in arcs) { myarc.Selected = true;//sel bit turn on // Commit the arc to select it myarc.Commit();//rewrite_ent } Mastercam.GeometryUtility.GeometryManipulationManager.TranslateGeometry(fromPoint,toPoint,fromView,toView,copy); public class ArcCreator { // Method to create an arc and return a list of created arcs public static List<ArcGeometry> CreateArc(MCView view, Point3D point, double radius) { // List to store created arcs var arcList = new List<ArcGeometry>(); // Create a new arc with specified parameters var arc = new ArcGeometry { View = view, ViewNumber = view.ViewNumber, Data = { CenterPoint = point, Radius = radius, StartAngleDegrees = 0.0, EndAngleDegrees = 360.0 }, Selected = false, Color = 9 }; // Commit the arc and add to list arc.Commit(); arcList.Add(arc); // Return the list of created arcs return arcList; } } -
I'm checking that this forum has little movement. There are several unanswered questions of mine. I imagine the same thing would happen with this one, but just in case here's the question. Is there a way to create groups or lists of entities (arcs, lines, points...) and be able to call them to use them when needed? in case I want to move or copy them. Thank you all for the answers.
-
That Fanuc Options brochure - I noticed #563. You probably have it installed, but if not, might be good as an addition for you? I noticed it in reading through....there's a ton of options that I thought "that looks good"....
-
I do have to say, I agree with you there. We just recently went through a little memory card debacle at our shop with the DN TT2100SYYB, spend near a half a million dollars on a machine and it has less than two megabytes haha I'm struggling to make that make sense. What kind of dual turret dual spindle lathe wouldn't be running large(ish) programs??? smh add that to the laundry list of crucial info we had to find out "the hard way" IIRC our matsuuras have 1gig of internal memory on the data server but I've only loaded a handful of small programs so I haven't even had to go that route yet.
-
Where is the operation arrow at in the operations manager? If before the tailstock operation then it will not be shown in the Lathe file until the arrow is after, but not at the end when you retract the tailstock. The arrow would need to be somewhere in the middle here you have the part supported with the tailstock. You are on the right track trust your gut not the cartoon world that Mastercam is.