All Activity
- Past hour
-
 ابراهيم joined the community
ابراهيم joined the community -
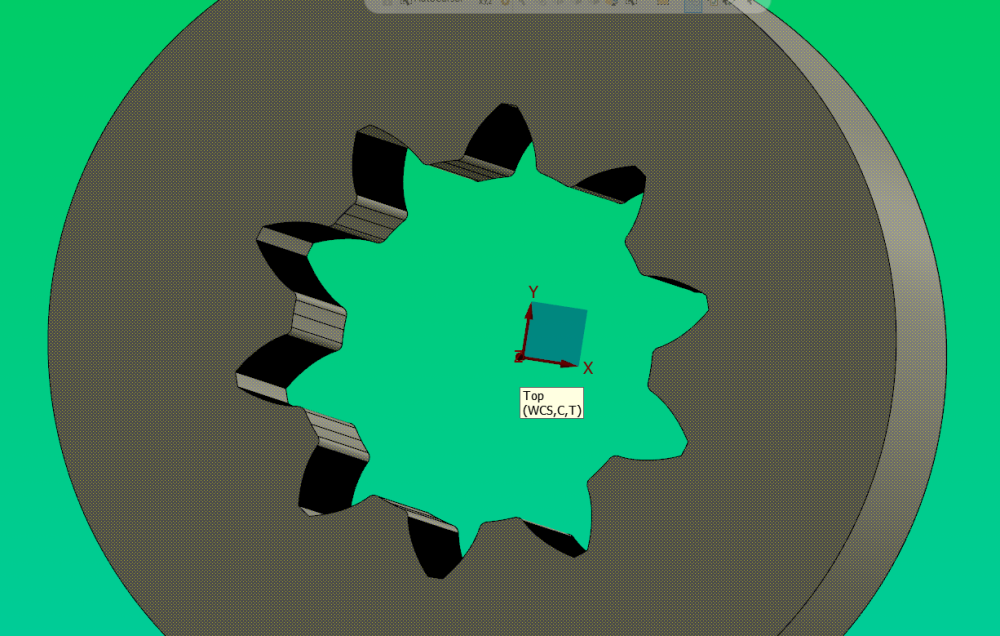
Where is the operation arrow at in the operations manager? If before the tailstock operation then it will not be shown in the Lathe file until the arrow is after, but not at the end when you retract the tailstock. The arrow would need to be somewhere in the middle here you have the part supported with the tailstock. You are on the right track trust your gut not the cartoon world that Mastercam is.
- Today
-
 People Key joined the community
People Key joined the community -
 Jarrod Simmons joined the community
Jarrod Simmons joined the community -
 asadbek joined the community
asadbek joined the community -
does m198 work? it works on our 0 control feeler pallet machine. we use under 500 MB cards they don't like the bigger cards I got this from james Set the machine into "MDI" Mode. Press the OFFSET/SETTING button. Change/Set the “I/O Channel” to “4” Set "Parameter Write Enable" to "1" Press the Cancel AND Reset buttons simultaneously. This will clear the alarm you get stating parameter write is enabled. Press the "SYSTEM" button. Press the numbers "138" on the key pad then "NO. SRCH" on the soft keys (below the CRT). You'll need to set bit 7 to a 1 (Bit order is as follows - 7 6 5 4 3 2 1 0 - so you'll want to change the furthermost bit to the left to a 1) Press "3404" on the key pad then "NO. SRCH" on the soft keys. Arrow over to bit 2 (3rd bit from the right) and change that to a "1" Press "6005" on the key pad then "NO. SRCH" on the soft keys. Set Bit 0 to a 1. Press "6030" on the key pad then "NO. SRCH" on the soft keys. Change it to "198". Press the OFFSET/SETTING button to get back to setting and set Parameter Write Enable to a "0". Press Reset. Now, this will allow you to run directly off your memory card. Your main program in your machine control will just need to look like the following; % O100(MAIN PROGRAM) M198P1234 M30 % Optionally, you can add a Q to the M198 Pxxxx line (M198P1234Q101) and it will jump to that line number within the Sub Program. Your program on the memory card MUST be named Oxxxx (the exes being a 4 digit number that MUST correspond to the actual Sub Program Number in the sub program. (ex. O1234) with NO file extension. Your program on the memory card must be as follows (making sure the M198 P call AND the O number AND the Sub Program Number match as I've shown) % O1234(YOUR PROGRAM NAME HERE) (YOUR PROGRAM AS NORMAL) N101 M99 % You MUST have a memory card in the slot when “M198” is called or you will get an alarm. NOTE: You’ll need to have the following on hand as well; • USB Reader/Writer for your PC so you can load programs to the Compact Flash Card. • PCMCIA to Compact Flash Card Adapter so you can load programs from the Card to the machine. • 1MB to 1GB (MAX) Compact Flash Card. The smaller the capacity, the more likely it will be compatible with your machine.
-
 Manoj176 joined the community
Manoj176 joined the community -
 furqon18GT3 joined the community
furqon18GT3 joined the community -
If you look here https://www.fanucamerica.com/docs/default-source/cnc-files/brochures/function-catalog.pdf Or if it doesn't open for you - Web search "fanuc cnc functions communication software" then look at the Fanuc Brochure. Then search the 2023 Brochure for "memory" and read 098, 099, 558, 264, 774, and these tell you the latest options available for the latest controls. It looks like, for the F model, you have a 2MB maximum limit. If memory serves me, the available function is a Fanuc card that stays inserted into the PCMCIA slot with Fanuc installed software, and the control reads and processes it as "internal" memory. The best thing to do, is collate a list of your machines and control numbers, and email Fanuc explaining what you want to do, and asking what exactly you need. It seems you'll need a service visit to configure the machines to a network/DNC and at the same time they could install the extended memory and supply training for everything.
-

Pitch in your little gems that make mcam life easier
akhi13 replied to jlw™'s topic in Industrial Forum
Amar Matka is another popular form of Satta gambling that is played in India. It is similar to Prabhat Satta in that it involves guessing the outcome of numbers. Amar Matka is a relatively new game that originated in the 1990s. -
 mgineo3508 joined the community
mgineo3508 joined the community -
akhi13 joined the community
-
 gonczipeter1987 joined the community
gonczipeter1987 joined the community -
We have a number of fanuc controlled vmcs from various machine tool mfgers. Most are oi-mf. The machines are generally great and the controls usually perform well but our shop is struggling to load the new high speed machining tool paths or multiple programs for part arrays onto the fanuc machines. Without engineering know how, adding memory or ftping or getting a control to recognize a cf card in an adapter to a pcmia port (must be the last place on earth for such a thing) is all extremely time consuming and frustrating. The tiny memory on the average fanuc control is hard to understand. I’d like to know why they do not just put a tb of memory on these machines or make them connect easily to a computer. It seems like it takes patient dedication or an cs degree to make them work. Endless nuance about partitioning cf cards, etc.,embedding ethernets. It might be fine for a large firm or some of the wizards out there, but for the average job shop, it’s a failure. If you are an engineer who speaks fanuc and wants to earn some money please let me know. If you want to say it’s a piece of cake, save it bro.
-
 tien111 joined the community
tien111 joined the community - Yesterday
-

Any way to insert formulas into Active Reports setup sheets?
Kyle F replied to nholcom's topic in Industrial Forum
Hahaha that's exactly what I have done. It's painfully annoying trying to even get my modifications to go as I'd like. I've thought about trying to convince the boss man to get Varco Reports. I have heard great things about it. http://varcoreporting.com/ I can see they already have feed/tooth shown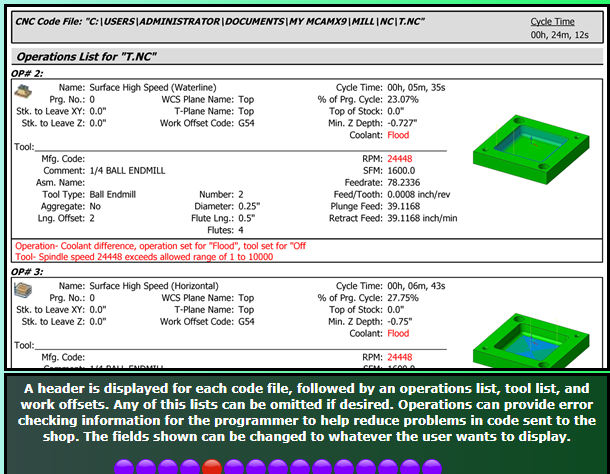
-

Errors when open example c++
byte replied to eltklas's topic in Mastercam C-Hook, NET-Hook and VBScript Development
Yes, you can use c++ libraries in c#, however you must compile the dll using c++/cli You can use this project Mastercam C++/CLI New Project Template VS 2022 - Visual Studio Marketplace -
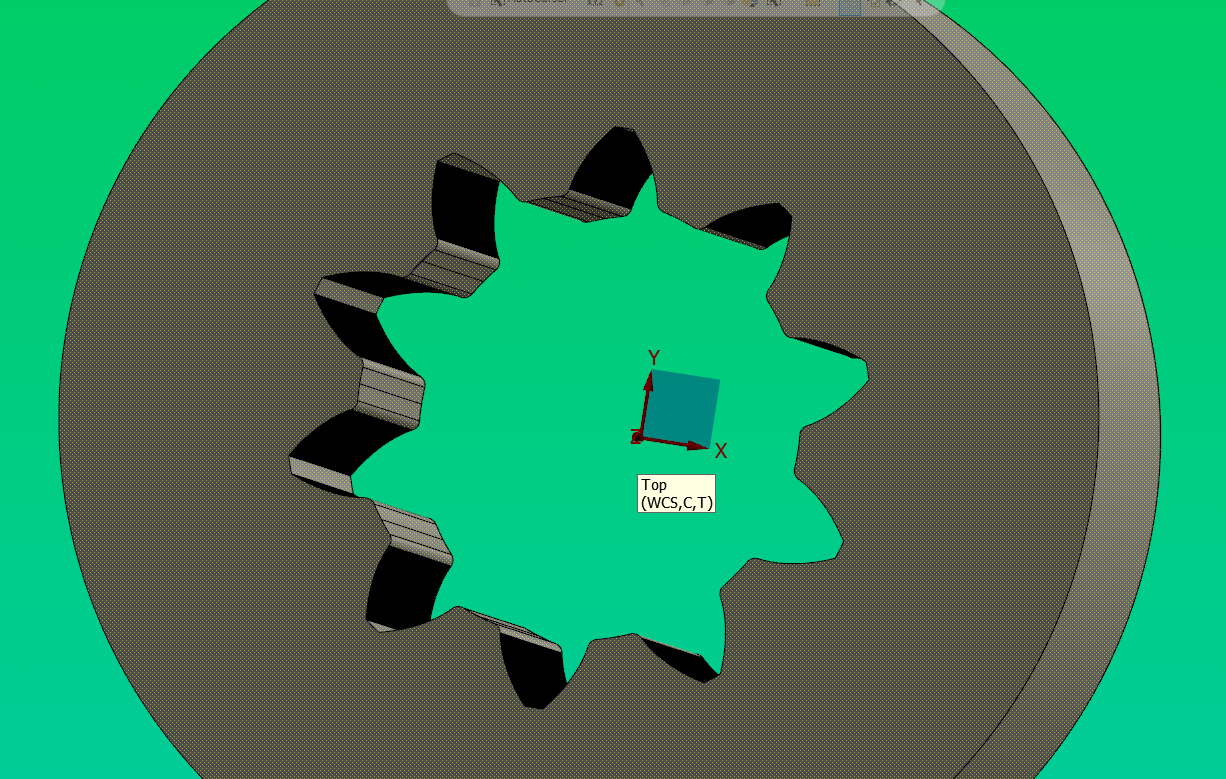
Was programming a tailstock part on our ST-10, I have only programmed for a tailstock once before; years ago. I am using 2023, btw. Define the tailstock in stock parameters, it is checked to be shown, and I can see it as I am in the parameters menu. But every time I leave that menu, it disappears. Both in my normal graphics window and in verify. I loaded up the old one, and it shows the tailstock. I even checked every parameter/option I could think of; all the same between the two programs. I'm about to safe/dry run the program regardless, but I would like to know what I'm missing in case this happens again. TIA
-
I will try it, thanks
-
In fact, the GUI is setup so that it requires 2 presses of the cycle start button. The reason being is in case you do not at first place the tool over the button and 10MM above. Initiate the cycle, press cycle start. You can't see it but there is an M00 active. Without pressing reset, go to HANDLE mode, move your tool in position, go back to MEM mode and press CYCLE START again. The process will proceed.
-
I think this worked pretty good.
-
Component size....number of different part numbers to make....required geometric tolerances....tool matrix size....level of required automation....control compatibility with rest of shop....programming SW.....verification SW....etc etc.... As THEE cncAppsGuy has said, TOTAL support is #1 as you're jumping into new water with the 1st machine. Of which, successfully implemented, should lead to your 2nd machine. But it's a BIG jump from a Vert or Hori....daunting if on your own with the hot job sat waiting for you! Knowing who you can then reliably phone, will make your decision far easier IMHO.
- Last week
-
This is one of the many areas I believe Matsuura is FAR superior to the toilet bowl lovers in machine design. Matsuura can get closer to the pallet center with the head/spindle. Doing this allows you to run shorter tool assemblies and it requires shorter work holding to get ot he part. All that to say a more rigid machining setup = the best metal removal scenario possible. In the MAM series they offer the MAM72-35V, MAM72-42V, MAM72-52V, MAM72-70V, and MAM72-100H. Then in the CUBLEX series there is a CUBLEX-35 and a CUBLEX-63. There was a CUBLEX-42 but I believe they discontinued it. 350mm, 420mm, 520mm, 700mm, and 1000mm respectively. The number after the dash is the CM value of MAX pallet Changing swing diameter essentially.
-
 MPMASTER is the only option unless you purchase a custom post for 2022.
MPMASTER is the only option unless you purchase a custom post for 2022. -
Haha! Thanks for the encouragement. It is my first time being the front man to get a post working. A painful process for sure! I had discovered G07.1 in my manual the other day and was wondering if that was a better alternative to inverse feed. I was initially leaning toward inverse feed because I'm more familiar with it.
-
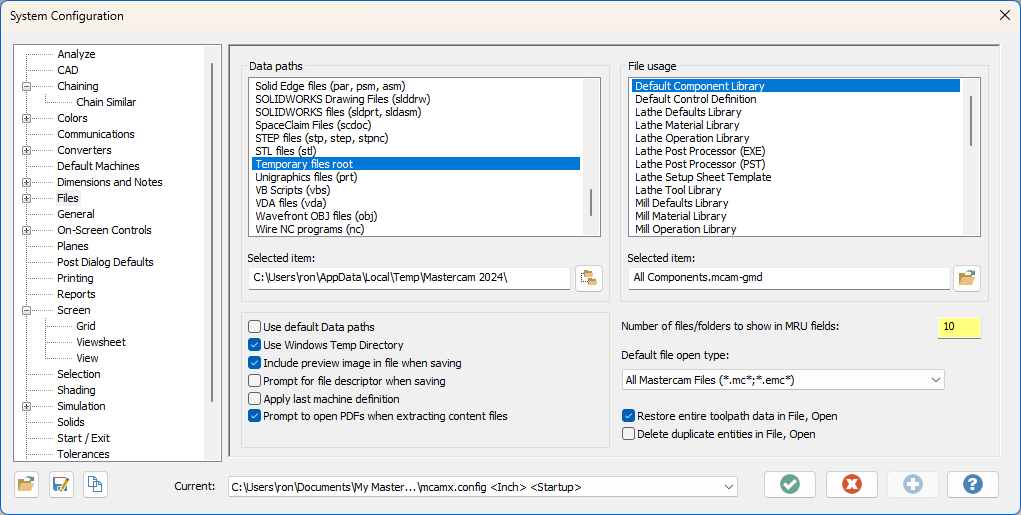
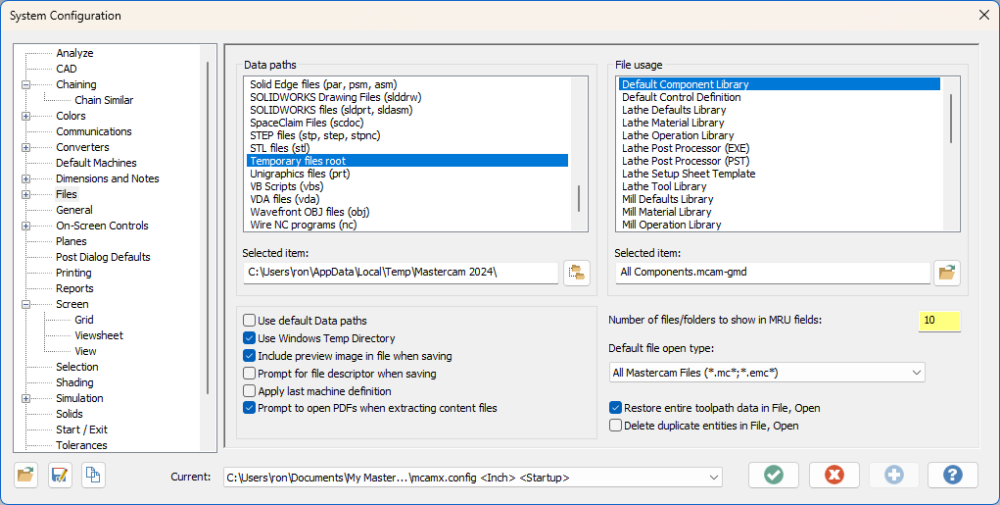
Check antivirus software is not tying up your temp folders doing scanning. I have to disable that or I will get the same error. The other option is to make your temp folder a safe place on the computer.
-
Inverse Feed is your only option on that machine. Welcome to 6 months of working with ICAM to dial your post in. Wonder why I quit as their West Coast Sales rep all those years ago?
-
CY_Deburr_error@MPLMASTER
crazy^millman replied to Alan Chen's topic in Post Processor Development Forum
I would think not. Will need to purchase a custom post to get what you are asking for. Only so much a free post will get you. -

Chook in ribbon bar
eltklas replied to ikertx0's topic in Mastercam C-Hook, NET-Hook and VBScript Development
I have found this in C# documentation: Mastercam.Support.UI.MastercamRibbon.InsertThirdPartyRibbonTabs(string); String is a ribbonXml file. The XML that defines the Tab and its contents. Can someone give information on how this file is created or where to look for that information? In the examples there is one but there is only one XML file and it is not explained. Can someone explain it ? Thanks -
I am get to ikea post from mastercam,web the haas and fonuc and still posting wrong
-
I believe the only generic post that supports right angle head is MPROUTER.pst. So your options are: 1. use MPROUTER and hand edit the gcode for all your M-codes. This will get you correct x/y/z moves. 2. modify MPROUTER to output good code for your machine 3. buy a post for your machine that supports right angle head
-
SOo I am set up my angle head in my mashie deff when I oposting code looks like is something wrong ,the ,how I can change Y to Z? HMC SAMPLE.MCAM-CONTENT
-
Thank you ,let me take look
-
Honestly if it's a simple cut the easiest way to program it is point to point. To get Mastercam to output code for a right angle head you need to modify a post, modify a machine def, and there's no way to actually simulate the tool for verification in Mastercam. Here are a couple links for you. The youtube video is long and old, but it is what I followed to get right angle head code output from MC. https://www.youtube.com/watch?v=lxhlx5wa97o
-
I have been tasked with working with ICAM people to set up the post for our new QT250my lathe. This is new territory for me and I am wondering which way is best to proceed when using a C-axis and linear feed motion at the same time. The first version I received of this post did not take into account the fact that the C-axis feeds in degrees per min, which makes my 75 ipm feedrate incredibly slow. This only occurs when I am working on the OD of the part. I have G12.1 engaged when I am working from the face and it works fine. Is inverse feedrate my best option here, or is there a better way to go?