All Activity
- Today
-

How much in Machine Inspection are you doing?
Newbeeee™ replied to rgrin's topic in Industrial Forum
Ref ISO9001, there were 7xmandates when we got approval (2x man shop) back in 2007. It (9001) was updated in 2015 and the mandates were changed, but at the time I remember the assessor saying he knew of 1x UK company that was a 1x man band who had got approval and another company whose manual was 2 pages....the manual then consisted of flow downs to other documents which specified/controlled the said mandates. My manual was total of 35 pages, which was very padded out as the 1st half was design requirements and the tail end were copies of the things like CofC, Job Traveller, Invoice etc - I reckon I could have consolidated it to 15 pages if I'd removed the padding, as the design stuff was only for "sales" as we weren't "ISO approved" for that. But yes to quote Margaret Thatcher...."sometimes it is best to be specifically vague"....ie if you state ail job cards need sign off in ink, just state ink. If you state black pen, someone will use blue and you'll unnecessarily fail the audit (simplification but you get the idea). AS9100 (aero) was the next step with the only real main difference (at the time) being stock control - you had to control every inch of material, every rivet and screw and washer etc - ISO9001 you could just state (for the same material batch number) job 12345 had 10", job 12346 had 20", job 12347 had 10", of material batch number AXXXX and that was okay. AS9100 took that further by stock control monitoring so you had to detail incoming delivery of batch number AXXXX was 50", and you used 10, 20, and 10" on the 3x jobs above, so you now have 10" still left in stock (unsure of exactly how you get around tolerance of cutting and width of saw blades....for billets, washers, screws (ie "items") it's easy). Initially...."getting approval" can seem daunting, but if you break it all down to bite size chunks, the dauntingness rapidly diminishes. Certain practices you should really be doing anyway - such as material batch traceability gauge control and calibration, and office things like "contract review" which catches things like repeat purchase orders which have a revision/change, so you don't make at previous (old) issue.... Overall, it helped focus my business and got a 2x man band approved to be Tier 1x supplier for some major OEM's. Which then allowed us to grow but with control and focus. -
@James - great comment ref your #1 above. I would also add the obvious that part shape material and workholding comes into it too. Measure the part xxxx on! Unclamp the part and distortion.... And Ron - Ref many Inspectors and their job choice...."If you can't do it, View it"
-
Also, if you've got the inspection stuff squared away, it's easy peasy to generate reports, csv data, etc... If you can imagine it, you can format it, and generate reports.
-
How can I get these settings to stick as default? I've spent way too much time trying to figure this out....must be easy
-

- Yesterday
-
There's also less handling if you can get in-machine-inspection working right, reliably, and efficiently.
-
I am pretty sure the 2024 bug is unrelated to this. Release 6 fixed that issue. I do remember this happening to me and for the life of me cannot remember if it was the computer had a deficiency or One Drive had hijacked my Mastercam files
-
 That's not really a concern. The collision detection only works to tilt the tool. Actual motion (the fact that this will cause the B to tilt) is only really a function of the post & machine definition. The part itself is stationary from the toolpath calculation side, which is why when you backplot it (not machine sim!), it shows the tool tilting. If you have the A Axis setup modelled, you can simply select it as part of the Collision Control > Avoidance Geometries selection and it'll be fine.
That's not really a concern. The collision detection only works to tilt the tool. Actual motion (the fact that this will cause the B to tilt) is only really a function of the post & machine definition. The part itself is stationary from the toolpath calculation side, which is why when you backplot it (not machine sim!), it shows the tool tilting. If you have the A Axis setup modelled, you can simply select it as part of the Collision Control > Avoidance Geometries selection and it'll be fine. -

Any way to insert formulas into Active Reports setup sheets?
nholcom replied to nholcom's topic in Industrial Forum
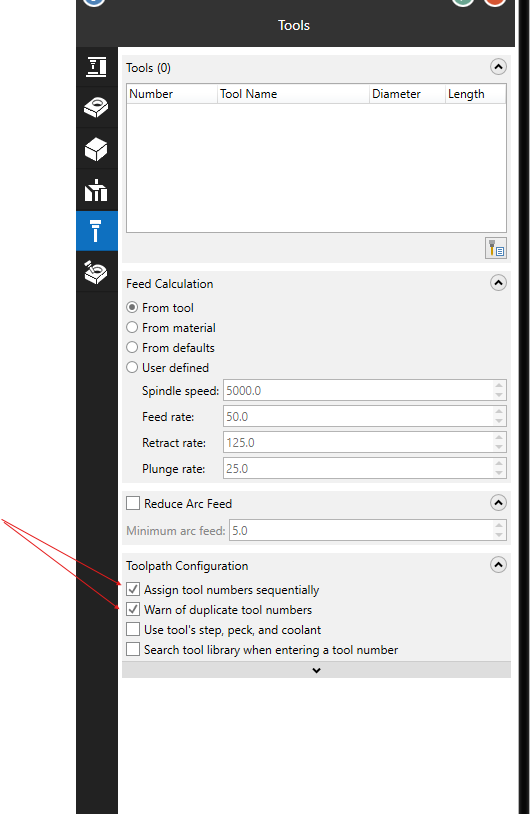
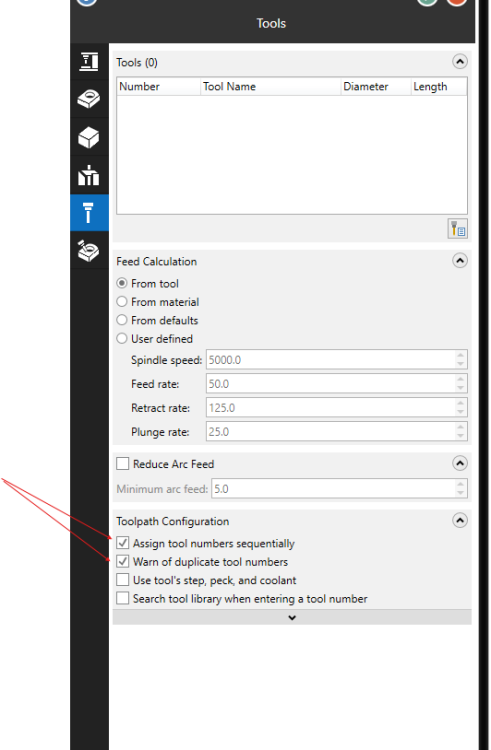
Thanks for all the replies. I ended up going with the Mill 2 setup sheet and I got a lot of fields down: Here you can see the checkboxes I added, plus SFM and RPM (thanks rgrin!). I think my main problem now is styling. That being said, I wanted to say that I do understand this a little better. When people were saying that the naming convention was important, they weren't kidding. The name in parentheses is the XML tag that the interpreter goes down to. It's almost like you're peeling back layers of an onion, except you can't really go back up, but you can dig deeper down. Another thing I'd like to say is that I still have 0 clue how to use the scripting section. If anyone has any experience with that, please advise. I think it would be a great idea to write some unofficial documentation on this so that everyone can start writing ActiveReports, because when you start to dig down deep and really learn how it works over the course of a few weeks or so, you really start to have fun making things your own and figuring stuff out. Suffice it to say, I got most of my setup sheet done thanks to this forum and thanks to everyone's help. I really appreciate it.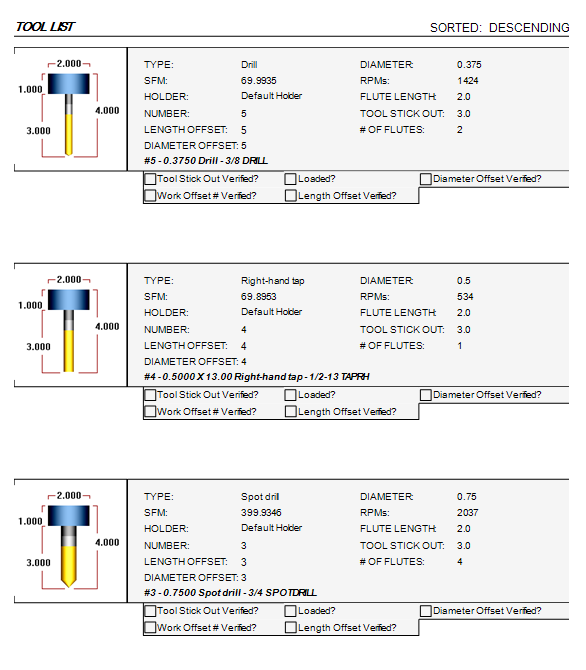
- 6 replies
-
- 1
-

-
- activereports
- active
- (and 4 more)
-
Hey there, I don't know if this helps with this type of bug, but I ran into a cross multi issue when searching the interwebs for a error writing database to disk in MasterCam. Turns out it was tied( I don't necessarily know how it tied together) to deleting a temporary viewsheet. I got the "error writing database to disk" and then I noticed that it only happened after I deleted a temporary viewsheet. Now after some fiddling it keeps adding a temporary viewsheet at random, sometimes it adds it when I open the file, but I now have a bunch of unwanted temporary viewsheets that A= I right click and don't have the option to delete or B= It is the viewsheet that I can delete, but if I delete it I get the error writing database to disk when trying to save. Things to note Happened on MasterCam 2023 I have tried to repair the file with no change in this overall issue. If that helps in any way there you go Or if someone know what's going on and can help Thanks!! This was also posted in "2024 BUG--save to default vs viewsheets" thread as well to try and link this issue together.
-
Hey there, I don't know if this helps with this type of bug, but I ran into a cross multi issue when searching the interwebs for a error writing database to disk in MasterCam. Turns out it was tied( I don't necessarily know how it tied together) to deleting a temporary viewsheet. I got the "error writing database to disk" and then I noticed that it only happened after I deleted a temporary viewsheet. Now after some fiddling it keeps adding a temporary viewsheet at random, sometimes it adds it when I open the file, but I now have a bunch of unwanted temporary viewsheets that A= I right click and don't have the option to delete or B= It is the viewsheet that I can delete, but if I delete it I get the error writing database to disk when trying to save. Things to note Happened on MasterCam 2023 I have tried to repair the file with no change in this overall issue. If that helps in any way there you go Or if someone know what's going on and can help Thanks!! This was also posted in the "2024 BUG--save to default vs viewsheets" thread
-
Hey there, I don't know if this helps with this type of bug, but I ran into a cross multi issue when searching the interwebs for a error writing database to disk in MasterCam. Turns out it was tied( I don't necessarily know how it tied together) to deleting a temporary viewsheet. I got the "error writing database to disk" and then I noticed that it only happened after I deleted a temporary viewsheet. Now after some fiddling it keeps adding a temporary viewsheet at random, sometimes it adds it when I open the file, but I now have a bunch of unwanted temporary viewsheets that A= I right click and don't have the option to delete or B= It is the viewsheet that I can delete, but if I delete it I get the error writing database to disk when trying to save. Things to note Happened on MasterCam 2023 I have tried to repair the file with no change in this overall issue. If that helps in any way there you go Or if someone know what's going on and can help Thanks!!
-
 Jstall joined the community
Jstall joined the community -

Any way to insert formulas into Active Reports setup sheets?
cruzila replied to nholcom's topic in Industrial Forum
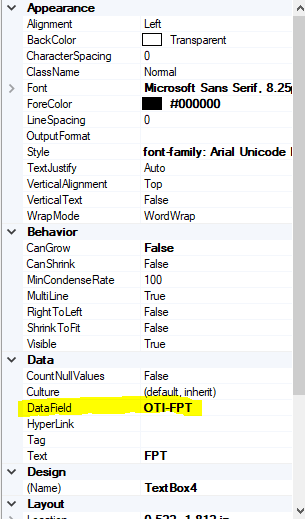
OTI-FPT will give the chipload from the tool description. OOI-FPT or just FTP will give you the operation chipload. I would suggest just adding a field in the operation file so it generates for each operation. I recently updated my sheet to add some fields. I.E. XY stock Z step Edit: added a pic
- 6 replies
-
- 2
-
-
- activereports
- active
- (and 4 more)
-
Adding non manufacturing time adds TAKT time. Added TAKT time = higher cost. That said, WIP = Inventory. Inventory = Money. Money = Taxation Parts in inspection = WIP therefore there's a cost no matter where the part is within the factory. If you can integrate and automate processes you can bring down the labor component of part cost. "There are no perfect solutions, only compromises." Thomas Sowell
-
Ask the pushers if they want the machines making more chips or checking parts. Maybe your management team thinks differently, but my management team always wants to make more chips. Some of them may not understand much about manufacturing, but they all understand more chips = more parts = more $$ ...food for thought, a CNC can do a CMM's job but not visa versa.
-
 thank you all for your answers Really appreciated. Another question . What if we want collisions checking vs a stationery part of the cnc on a 5axis tilted head cnc ? Using collisions checking on a toolpath and selecting a tailstock shape we design for example (example the tailstock holder or the whole A drive on the side of a centroid cnc ) My concern is that Mastercam would take the stationary's part (tailstock holder or A servo) ) and it would rotate together with stock and A ,since it doesnt know if its part or not. Doing so would cause the angle of the tailstock holder (or A drive 'box' ) and the part to be lock together when in reality are not. In simulation it can be easily done, but for collisions calculation at the toolpath level can Mastercam do this ?
thank you all for your answers Really appreciated. Another question . What if we want collisions checking vs a stationery part of the cnc on a 5axis tilted head cnc ? Using collisions checking on a toolpath and selecting a tailstock shape we design for example (example the tailstock holder or the whole A drive on the side of a centroid cnc ) My concern is that Mastercam would take the stationary's part (tailstock holder or A servo) ) and it would rotate together with stock and A ,since it doesnt know if its part or not. Doing so would cause the angle of the tailstock holder (or A drive 'box' ) and the part to be lock together when in reality are not. In simulation it can be easily done, but for collisions calculation at the toolpath level can Mastercam do this ? -
 Dobilasp joined the community
Dobilasp joined the community -
 Hiennguyen joined the community
Hiennguyen joined the community -

Any way to insert formulas into Active Reports setup sheets?
rgrin replied to nholcom's topic in Industrial Forum
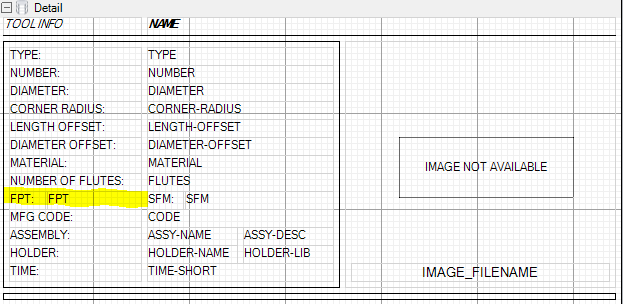
I'm fairly lost when it comes to setting up new sheets in active reports since I've got mine setup the way I like. It appears the default setup sheet (mill) report has FPT displayed. You might be able to track down how they did by going through that one? In the -Setup Sheet (MILL-TOOL) rpx file, they have FPT datafield listed as OTI-FPT. Maybe try that?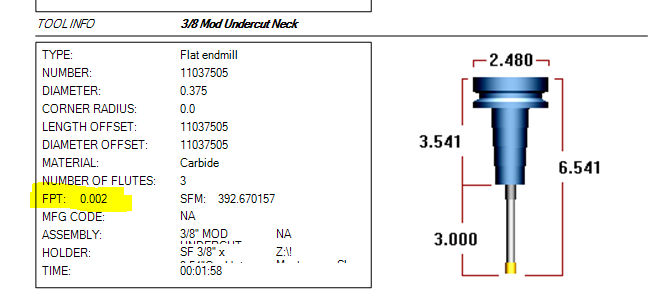
- 6 replies
-
- 1
-

-
- activereports
- active
- (and 4 more)
-
 Jacob From Jaywell mfg joined the community
Jacob From Jaywell mfg joined the community -
When you reached out to FIDIA what was their response?
-
Yeah because of what I just mentioned above. When the above is done with a NIST Traceable artifact then the process is not just using the machine to inspect the part it is the process that is support the device which happens to be a CNC Machine. The device collecting the measurements doesn't matter at that point since the process to ensure what is collecting the measurements is validated and verified all is good. A CMM that is not correctly calibrated is not better than a machine tool that is not calibrated correctly either.
-
Well I learned last week a major very respected builder does their machine calibration services using levels and squares not an interferometer. The issue was our programming process used was called into question. Print states one thing, but then 20 other things state 20 other things. Print is the authority unless some inspector decides no they want a +/-.0005 on a part with a +/-.010 wall thickness on the print. Or a 16 finish when the print calls out 125 and add hundreds of hours of processing time to the project. Cut 6 pockets the same exact way and 2 of the 4 are acceptable, but then as we get to longer tools the deviation between the two tools doing the work became greater. Root cause analysis looks into the root of the problem. Machine has not been calibrated in over a year. I happened to be onsite when they were going through the machine calibration and what an eye opening experience that was. Levels and squares with a spindle gauge. No external way to verify the machine is going where it is told to. This is the extent of the full volumetric machine calibration process. I called James and make sure I hadn't lost my mind and was an internal interferometer installed on the machine in question I was unaware of. NO NOT ONE HE SUPPORTS and he was unaware of one being installed either. We both agreed even it one was that at someone point would have to be calibrated. Why is this an important topic of conversation and how is it related? Here is some light reading for those that take their jobs seriously. All the hates keep on hating. Machine tool calibration: Measurement, modeling, and compensation of machine tool errors There is too much to quote that is important.
-
Any way to insert formulas into Active Reports setup sheets?
nholcom replied to nholcom's topic in Industrial Forum
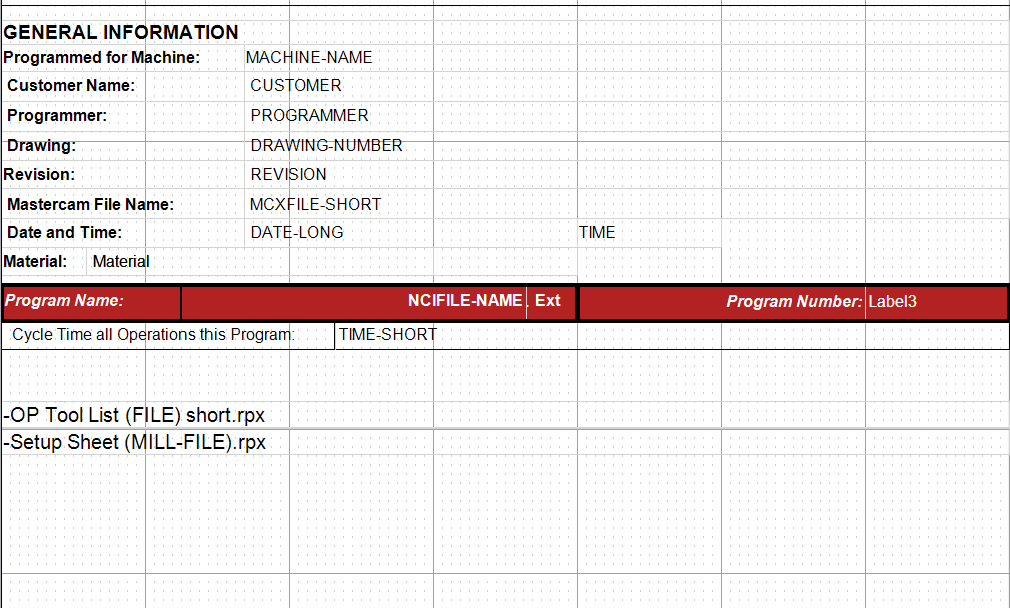
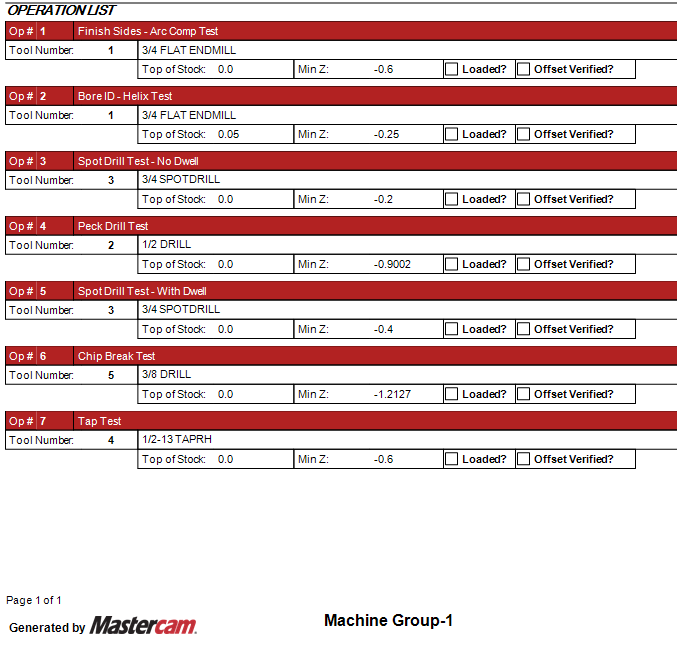
Thank you for answering. I tried to pull the FPT from a subreport so I can get to the FPT field, but there's a huge issue- when I add the second subreport, it gives me a blank screen. So in other words, this: my main sheet - OP Tool List (MT) short.rpx My first setup sheet calls -OP Tool List (OPERATION) short.rpx, which looks like this: my other setup sheet, -Setup Sheet (MILL-FILE).rpx ...produces this on render: It's just a completely blank screen. But when I remove the second subreport, this is what I get: AND EVEN SO, I got this to print out before with both sheets somehow, but the second sheet didn't have information in it. It just had the template of what it was supposed to look like with all fields except the toolpath name blank. Any insight into this, however small it may be, is much appreciated. Thanks again.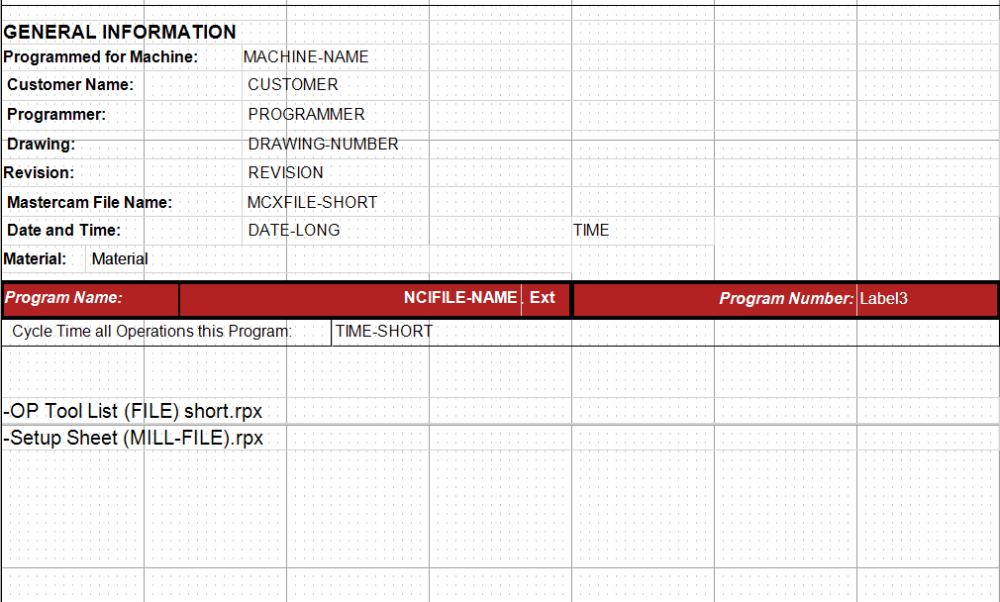


-
I hear that A LOT. They like Yamazen use their AE departments as a training ground for the sales department... and it shows. Few of their AE's here in the US are dedicated to that craft for any REAL span of time. That's just the reality. I do know of an AE at Mori that's been with them since the 90's and I'd expect his to be a good 5-Axis guy since he came form Makino but he doesn't go out in the field... so what good is all that experience if you as a customer don't have access to it.
-
It can be done effectively... it just has to be approached in the right manner. The #1 issue with inspecting a part on the machine that produced it isn't that the machine is checking itself, it is that the connection between the coordinate system that manufactured the part and the coordinate system that is inspecting the part isn't broken. You MUST break that connection in order to get an accurate measurement. On a 5-Axis machine with a FANUC control, that means having G68.2, G54.4, machine parameters set correctly, AND the probing software that supports probing with those functions active. Don;t have ALL those things squared away and there WILL be trouble in paradise.
-
I had the file checked and I was told was suspected pirated software used to create the file why I never responded back.
-
Support is the biggest concern with dmg without a doubt. Matsuura mam-52v system looks like it it would fit the bill as well. Ill check on availability. Seems like that is the biggest factor that we have been running into.