All Activity
- Past hour
-
 Tommy Thompson joined the community
Tommy Thompson joined the community -
 Nikhil Rathod joined the community
Nikhil Rathod joined the community -
I think this worked pretty good.
- Today
-
Component size....number of different part numbers to make....required geometric tolerances....tool matrix size....level of required automation....control compatibility with rest of shop....programming SW.....verification SW....etc etc.... As THEE cncAppsGuy has said, TOTAL support is #1 as you're jumping into new water with the 1st machine. Of which, successfully implemented, should lead to your 2nd machine. But it's a BIG jump from a Vert or Hori....daunting if on your own with the hot job sat waiting for you! Knowing who you can then reliably phone, will make your decision far easier IMHO.
-
.thumb.png.d1497a1d4e989fa16d997760f2cbd8b9.png) Eagle Eye Security joined the community
Eagle Eye Security joined the community -
 Vishwanath P joined the community
Vishwanath P joined the community -
 HASAN ALI CHOWDHURY joined the community
HASAN ALI CHOWDHURY joined the community -
 Hein joined the community
Hein joined the community -
 mircea67 joined the community
mircea67 joined the community -
 dslicker joined the community
dslicker joined the community - Yesterday
-
This is one of the many areas I believe Matsuura is FAR superior to the toilet bowl lovers in machine design. Matsuura can get closer to the pallet center with the head/spindle. Doing this allows you to run shorter tool assemblies and it requires shorter work holding to get ot he part. All that to say a more rigid machining setup = the best metal removal scenario possible. In the MAM series they offer the MAM72-35V, MAM72-42V, MAM72-52V, MAM72-70V, and MAM72-100H. Then in the CUBLEX series there is a CUBLEX-35 and a CUBLEX-63. There was a CUBLEX-42 but I believe they discontinued it. 350mm, 420mm, 520mm, 700mm, and 1000mm respectively. The number after the dash is the CM value of MAX pallet Changing swing diameter essentially.
-
 MPMASTER is the only option unless you purchase a custom post for 2022.
MPMASTER is the only option unless you purchase a custom post for 2022. -
 Justin Netherton joined the community
Justin Netherton joined the community -
Haha! Thanks for the encouragement. It is my first time being the front man to get a post working. A painful process for sure! I had discovered G07.1 in my manual the other day and was wondering if that was a better alternative to inverse feed. I was initially leaning toward inverse feed because I'm more familiar with it.
-
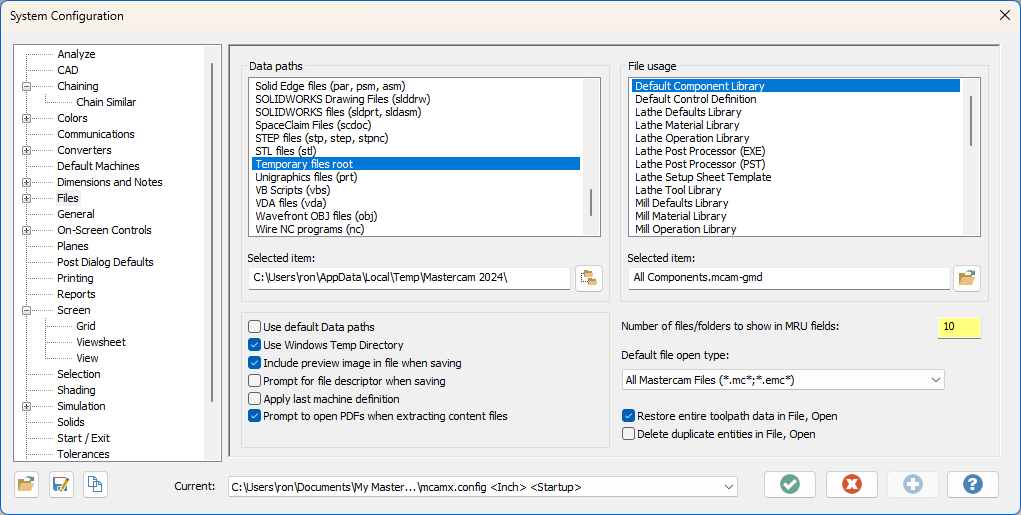
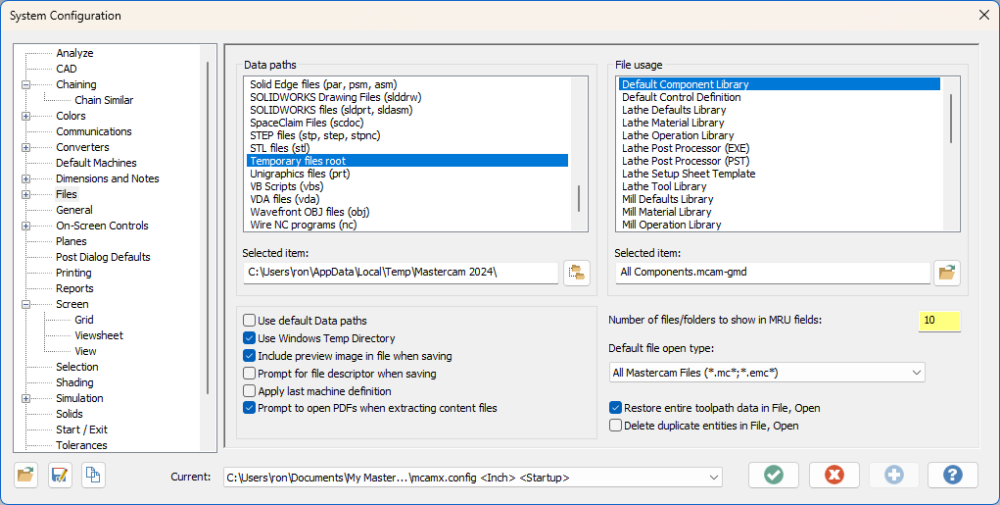
Check antivirus software is not tying up your temp folders doing scanning. I have to disable that or I will get the same error. The other option is to make your temp folder a safe place on the computer.
-
Inverse Feed is your only option on that machine. Welcome to 6 months of working with ICAM to dial your post in. Wonder why I quit as their West Coast Sales rep all those years ago?
-
CY_Deburr_error@MPLMASTER
crazy^millman replied to Alan Chen's topic in Post Processor Development Forum
I would think not. Will need to purchase a custom post to get what you are asking for. Only so much a free post will get you. -

Chook in ribbon bar
eltklas replied to ikertx0's topic in Mastercam C-Hook, NET-Hook and VBScript Development
I have found this in C# documentation: Mastercam.Support.UI.MastercamRibbon.InsertThirdPartyRibbonTabs(string); String is a ribbonXml file. The XML that defines the Tab and its contents. Can someone give information on how this file is created or where to look for that information? In the examples there is one but there is only one XML file and it is not explained. Can someone explain it ? Thanks -
I am get to ikea post from mastercam,web the haas and fonuc and still posting wrong
-
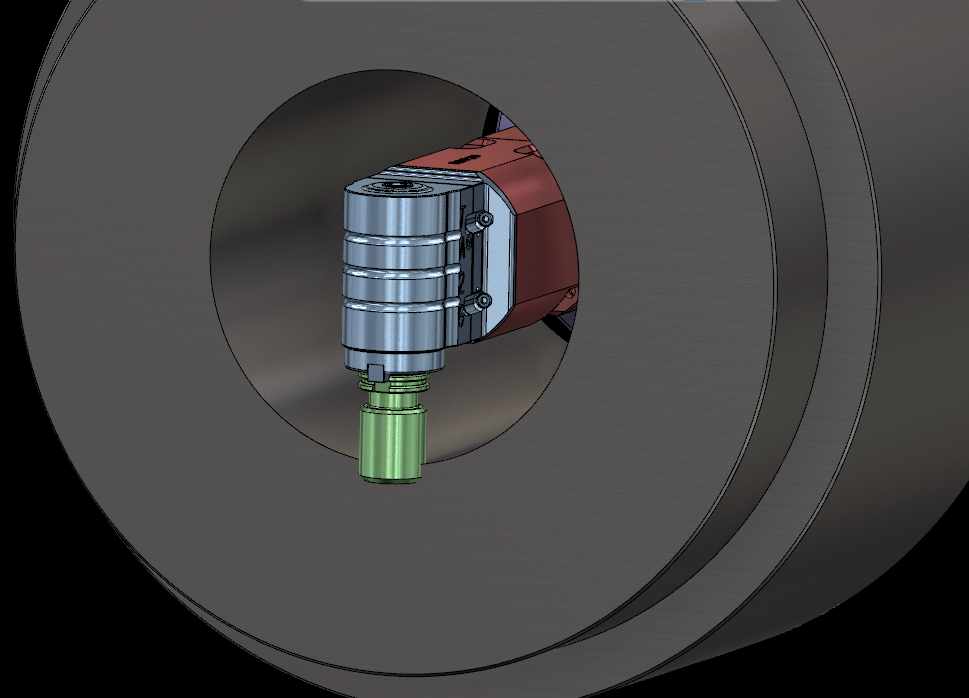
I believe the only generic post that supports right angle head is MPROUTER.pst. So your options are: 1. use MPROUTER and hand edit the gcode for all your M-codes. This will get you correct x/y/z moves. 2. modify MPROUTER to output good code for your machine 3. buy a post for your machine that supports right angle head
-
SOo I am set up my angle head in my mashie deff when I oposting code looks like is something wrong ,the ,how I can change Y to Z? HMC SAMPLE.MCAM-CONTENT
-
Thank you ,let me take look
-
Honestly if it's a simple cut the easiest way to program it is point to point. To get Mastercam to output code for a right angle head you need to modify a post, modify a machine def, and there's no way to actually simulate the tool for verification in Mastercam. Here are a couple links for you. The youtube video is long and old, but it is what I followed to get right angle head code output from MC. https://www.youtube.com/watch?v=lxhlx5wa97o
-
I have been tasked with working with ICAM people to set up the post for our new QT250my lathe. This is new territory for me and I am wondering which way is best to proceed when using a C-axis and linear feed motion at the same time. The first version I received of this post did not take into account the fact that the C-axis feeds in degrees per min, which makes my 75 ipm feedrate incredibly slow. This only occurs when I am working on the OD of the part. I have G12.1 engaged when I am working from the face and it works fine. Is inverse feedrate my best option here, or is there a better way to go?
-
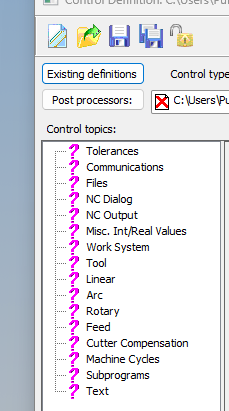
There it is...thank you! When accessing CD through the MD that option goes missing...I thought I was going crazy.
-
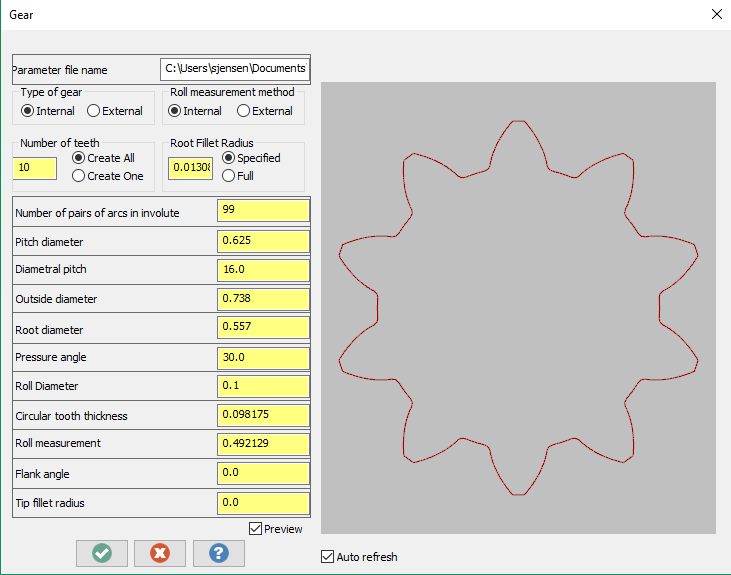
Hello ,someone programing it ? I need to cut keway on big cam
-
I've had this issue. Had something to do with length offset. Try canceling G49 and then running.
-

n_tpln_mch - what is its possible values?
Colin Gilchrist replied to Giang-TT's topic in Post Processor Development Forum
Did you watch both the MP 101 and MP 301 (5-Axis) Post Class? Technically, there are two courses up. I uploaded part of my 4X Lathe Post Class. I really should go and find the old Lathe videos and upload them as well. Glad to hear you learned enough to do your own Post edits! -

Any way to insert formulas into Active Reports setup sheets?
nholcom replied to nholcom's topic in Industrial Forum
That's totally fair given the state of active reports, lol. There's not a lot of documentation on it and it would definitely help people like us who want to edit setup sheets but don't really know how. Most of what I know is from scouring forum posts and reading the ActiveReports help online. And as for getting past a stage, well, I don't know if stages of knowledge really exist. It's all one fluid experience where you consistently build on things. That goes for anything, not just learning ActiveReports. That being said, thanks for the help. -
The matsuura dealer will be in here Monday . I see they now offer the mam in a 45v which is about the ideal size, last i knew they only offered the 35v. ive always been partial to the mam's for the automation.
-
At my shop we recently dove head first into automation, got a mx-330 pc10 and mam72-52v. I've been running the MX for a few weeks now lights out and I have to say it's been a breeze. Only on the second job on the machine but it's been smooth sailing. I can't compare to a hermle or DMG though; I came from a Haas UMC so this is quite the step up lol Very soon I'll be starting on the first job for the 52v and I'm quite nervous/excited. Still waiting on fixturing but I was doing some tests inside mastercam/CAMplete for clearance with these schunk WDM 5x modules, it's surprising how little you have to raise your workpiece off of the table for access. I actually wanted to get 100mm tall modules but sadly they only had 125mm in stock. (dummy reference part I extruded but general shape is there)

-

Any way to insert formulas into Active Reports setup sheets?
rgrin replied to nholcom's topic in Industrial Forum
Happy to help. I think you're probably at the same knowledge level I am as far as the Reports Designer goes. I never got past the "just modify an existing one" stage. -
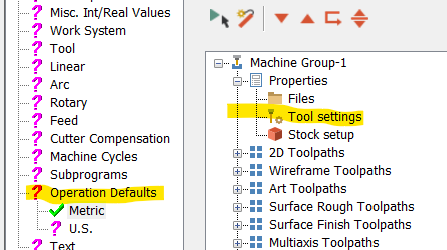
Hi, this must be no problem. Control Definition - Operation Default - Tools Settings and that's all. Good luck!
-

n_tpln_mch - what is its possible values?
diabedon replied to Giang-TT's topic in Post Processor Development Forum
Tagging this post. I watched Colins's entire youtube course on this and ended up with a pretty nice post.