Leaderboard



Popular Content
Showing content with the highest reputation since 03/20/2024 in all areas
-
Hey Rusty, Siemens 840d user here, although all the machines I currently work on are single channel. I did a little searching and found this video, which fully describes program structure, how the code should look, and a little bit about how the CAM system should output. TL:DR you need a couple of different programs. First is a .JOB which will contain a CYCLE208 and the master program names for each channel. Next will be the master program with the synch codes (which should look like this, WAITM(1,1,2)) and other relevant data. Last will be the .spf programs, which should contain all the cutting data. This is fairly similar to my preferred output method of programs, even on single channel machines. However, CAM software wasn't quiet able to get me all the way there with posting out. I ended up making a python script to handle building of the master program, which works pretty well. Feel free to DM me if you want to see how that works. A couple of notes, it looks like there is a pass option in the WAIT for individual channels. This should allow single channel operation, but without a machine to test it on I can't confirm. This YouTube channel has a lot of really good information on the 840d control, I would highly recommend watching to figure out some of the more powerful options on the Siemens control. Also, there is a machine simulator for the 840d called Sinutrain, this allows some basic simulation on your computer. Really helps when trying to diagnose problems like this with complex cycles, or macro programming.9 points
-
I've been having some conversations on the side, and I think I have a fairly complete picture of the situation now, at least. I'm putting this out here so that everyone playing along at home can understand the problem as I see it. It seems like the problem lies in disconnect between workflows using a Structured Language output (not the standard ISO/G-Code) using a CAM system (Mastercam/Partmaker/etc.), vs. the onboard programming language, and how they get the end goal. From talking to a few people, it seems like all of the structured code itself coming out of Mastercam is correct. It's all the stuff around it that's a problem and it really makes it tedious to get running. DMG wants everything ran on the machine in structured format, which is apparently really good at what it does. It will wrap up all of the kinematics into it, so collision avoidance, easy edits at the control, etc. are all enveloped in this which makes it way safer for the operator and way easier for the DMG techs to help with. The downsides are a lot of the things we take for granted in the ISO/G-Code world (i.e., only needing a sync if you specifically call it out) don't apply. Being Das German, ya, there are rules and structures that exist for the sake of rules and structures existing One problem here is that there are very few DMG techs who are familiar enough with the machines and can really help diagnose issues that are related to structure/workflow. Once you leave their conversational programming world, you're in uncharted waters as far as they're concerned. ------------------- The main problem talked about in this thread seems to be related to the "weird" syncing that you have to do in Mastercam MT environment (and, it sounds like Part Maker/Esprit/(possibly?)SolidCAM as well, I have limited experience with PM & E here), where you end up in a bunch of post-processing work manually syncing things and getting your tokens & labels set up correctly. If you were to use the onboard programming environment, then you would get things synced as you went (i.e., make a toolpath, sync it up, make the next one, sync it up). That doesn't really exist that way in Mastercam, as there's nothing to force you to sync it before moving on the next, or sometimes you can't sync yet, because you haven't made whatever it's going to sync to yet, etc. ------------------- Expanding on this last point, there's also not a good way that you can programmatically describe a solution because it's very much part dependent so you can't really even wave a magic wand and get something that's even 75% of the way there by defining a set of rules, e.g., Always sync Approach of Upper Turret before Motion of Lower Turret. That makes it a really tough nut to crack from the programming side as without those rules, it's hard to express to a programmer how to fix the issue. ------------------- So, pragmatically for now, the best way to work in this environment would be to always have the Code Expert window open, and as you work through toolpaths hit the ol' G1 button and make sure that each toolpath is synced & set up as you go. It's the same amount of effort overall, but at least you're doing it in bite sized nibbles instead of having to make the whole pie at once. If there's a set of small, discreet changes that could be made after you're up and running with that, perhaps changes to MT can be made to support it Mastercam can be given a set of "rules" to follow. I.e., All operations with Upper/Left get automatically labeled SP4 and the Lower/Right get labeled SP3? Make an option for this machine only to automatically sync all unsynced Upper channel if there is a single operation on the Lower Channel, etc. Coming up with this list would be daunting. Another option, although significantly less likely, would be to run this up the chain far enough that DMG/Mori sees a problem like this and gives them an option of turning off the requirements to have syncs where they shouldn't really be required to, or accepting that no labels are okay. Does that seem like at least a good summary? Many thanks go out to @scottm085, the "prefer to remain unnamed" customer I talked about earlier, and a few anonymous CNCers and Resellers that I talked to.9 points
-
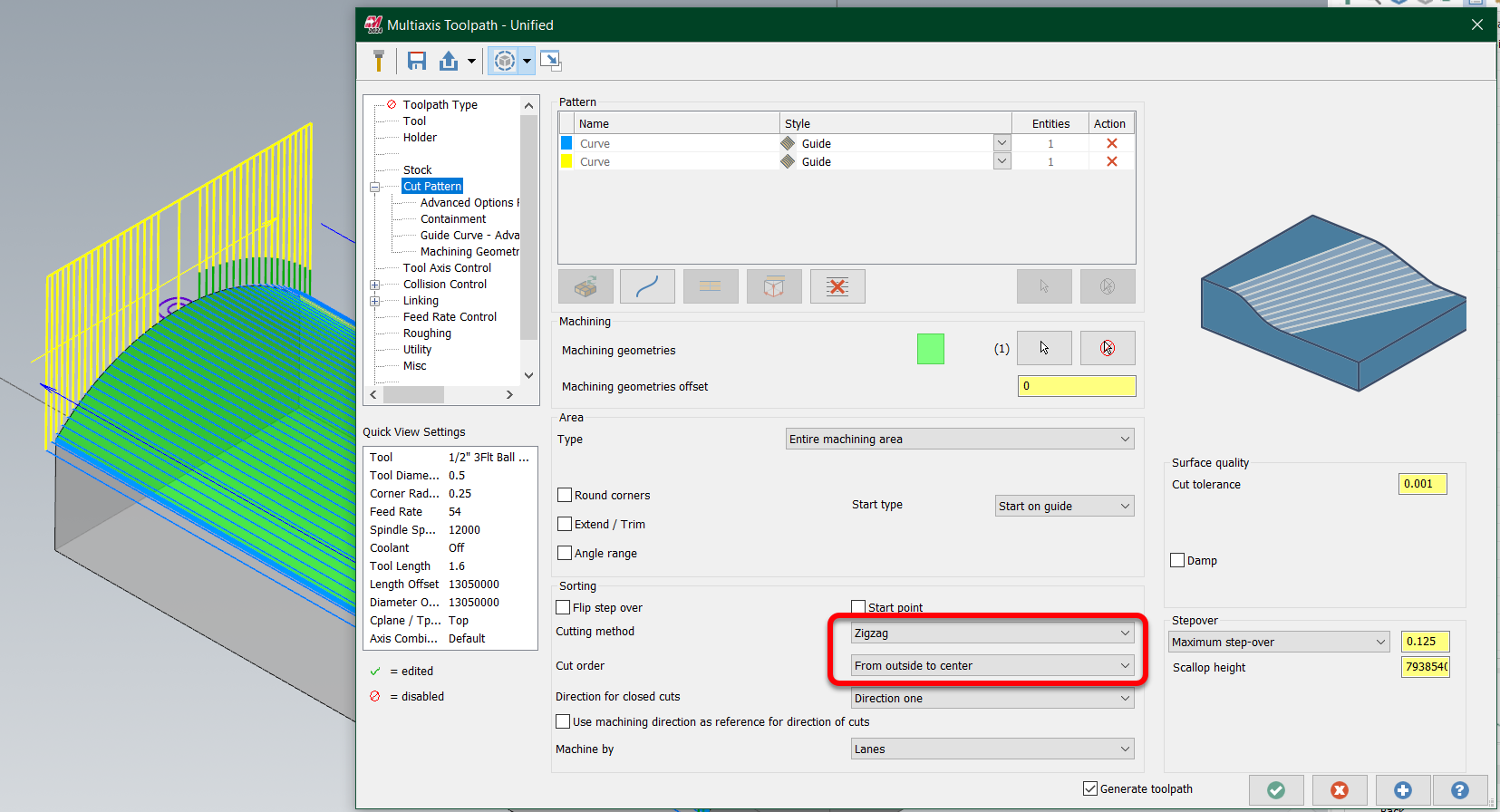
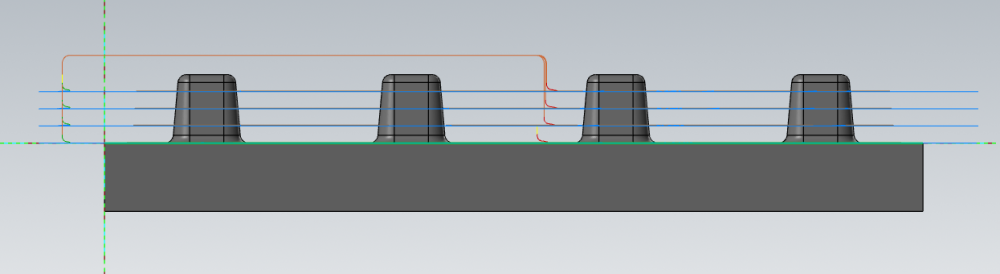
Right, there's no way to force it inside of the toolpath parameters. You can, however, leverage the fact that it is stock aware to cause it to drop into a position you'd like. Create a Helix Bore (or drill, or whatever you want your entry to look like) at the specified entry point, then, make a stock model. Pocketing will use it to drop into: Video showing it in action:
 7 points
7 points -
Unfortunately, most of these kinds of decisions are based on $$$ instead of the things you note.6 points
-
Appreciate that my friend. We had a teams meeting today with our reseller and Mastercam so hopefully were onto bigger and better things! I will be sending you an email Aaron so be on the lookout for that. Thank you again!6 points
-
Seriously though, I have forwarded this thread on to a few people to see if I can help get those guys some support6 points
-
Every day goes by, is a day too long. Both DMG and your reseller need holding to account....6 points
-
To use your car example, though, call up BMW, and see if they'll give you a new ECU for your 2009 325is? If it's NLA (no longer available) as a lot of the 90s/2000s electronics are, ask them to just put in a new model's version. When you ask for the ECU, they'll try to (kindly) tell you that it's no longer made, "Talk to junk yards and see if you can find someone to re-key it for you" (i.e., go try to find someone who switched to a software license that can give/sell you their old hasp). When you ask them why doesn't the 2024 ECU "just incorporate that into the new one so it can work on 15 year old cars?" they'll laugh at you. That's not a practical use case, and it would require tons of engineering to support a very slim "customer" base. X5 is ~15+ years old at this point. Unfortunately, you're talking about jamming a new ECU into it. They started supporting software licenses in the 2019 release, which was made ~7 years ago. The software that powers the licenses now wasn't even in existence when X5 was programmed. To put it bluntly, if you only have a 15 year old version of the software that you haven't maintained, you're not really a customer anymore. I can understand why you're upset, but the reality is that it's hard to justify engineering effort for someone who only buys a product once every ~15 years... Same thing people get told when they try to get BMW to cover a blown transmission in their 15 year old car.6 points
-
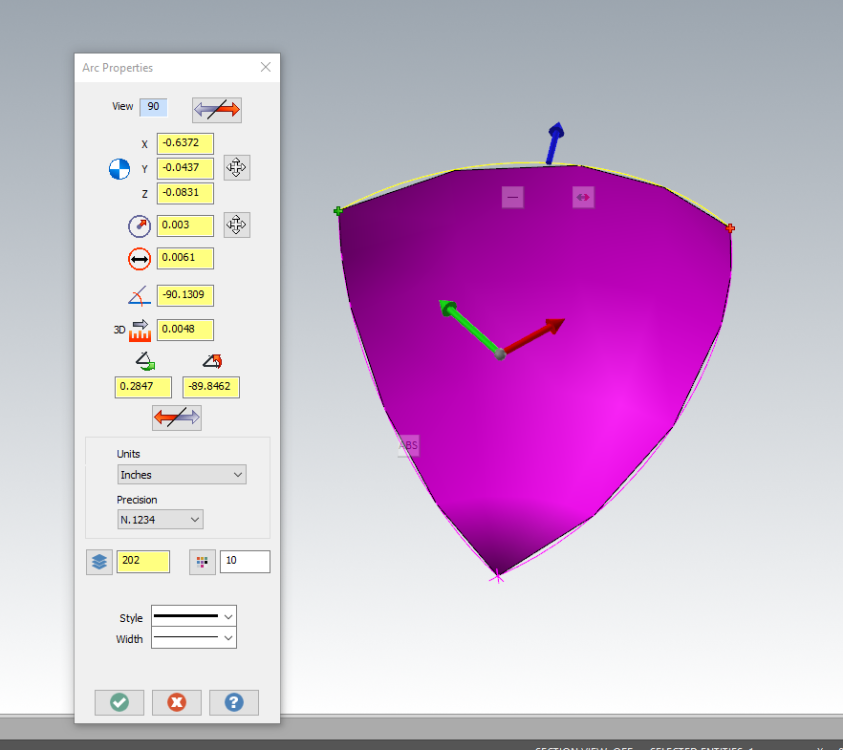
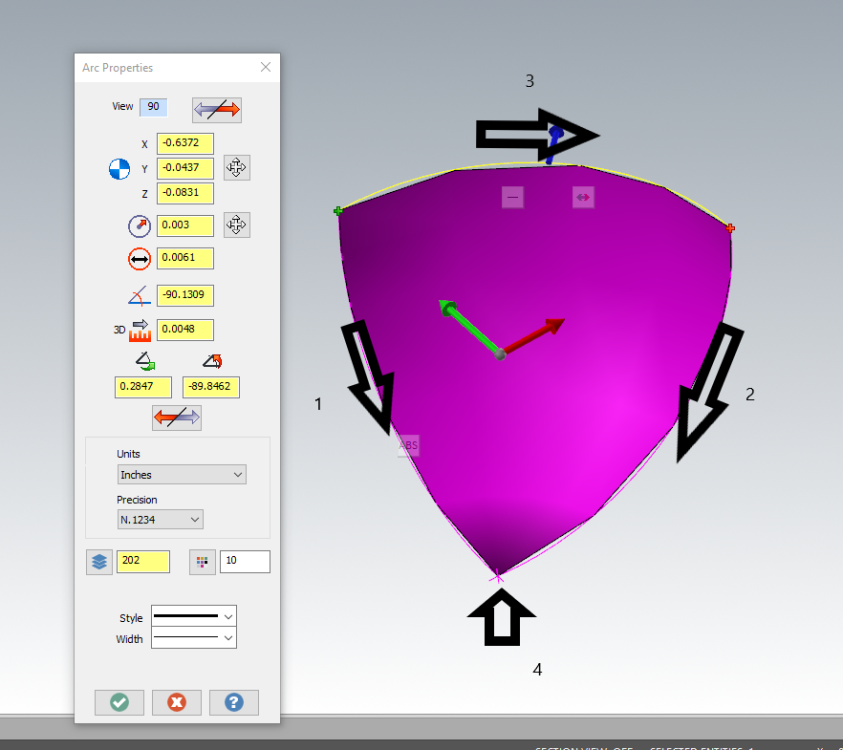
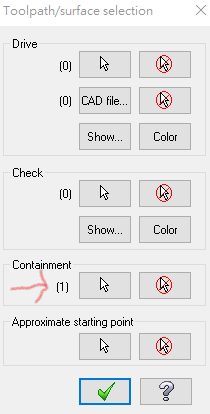
.003" yes, definitely a size issue....scale it up 50 times...make your surface, then scale it back down to make a Coons, the selection order
 5 points
5 points -
Sorry for the late reply... I was locked out due to being a newbie lol. Here's the update so far... We have had these machines in the shop for just under 4 years. Originally was going to be setup to run g-code but we had a few DMG guys come in and tell us to run it with their structure or conversational programming. We are at a point now; we need just basic code and was told this Mill Turn software was the way to go! The salesman has since retired, and we are still on the island waiting for help! My co-worker aka other programmer has been working on this project since December 2023 when we purchased said software. He has made some headway but just keeps getting the runaround. I can't tell you how many people he has had conversations with, or shared screens with etc. but I know it's quite a few. Ok now for my input. I took the file @Aaron Eberhard uploaded and was able to see the changes that should have been made. I was able to fumble around enough to get the software to output the separate files; however, the main program still dumps both channels in one file. I then cut and pasted each channel into its own .MPF file and loaded those onto the machine including the appropriate subs. I tried running the machine this morning and although we finally got some movement we ran into a few alarms. For the time being, I have block skipped them and have the cycle in simulation working!!! We are a long way away but seems promising, especially with the help of you guys. I need to get back to @scottm085 regarding the process as it sounds like he has a workaround that might help us. As of right now our Mill Turn license only works for 2024 version and I'm not sure who we are to get ahold of now since our reseller has retired. Maybe we could share screens when you have time and give us some help? Thank you all for taking the time out of your day and helping us! I know my boss appreciates the progress we have made just in the last 24 hours.5 points
-
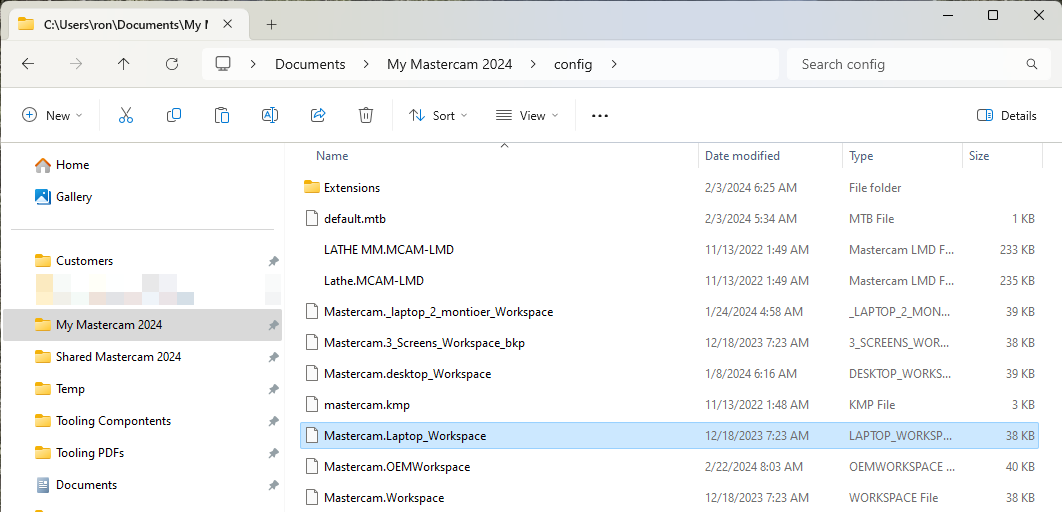
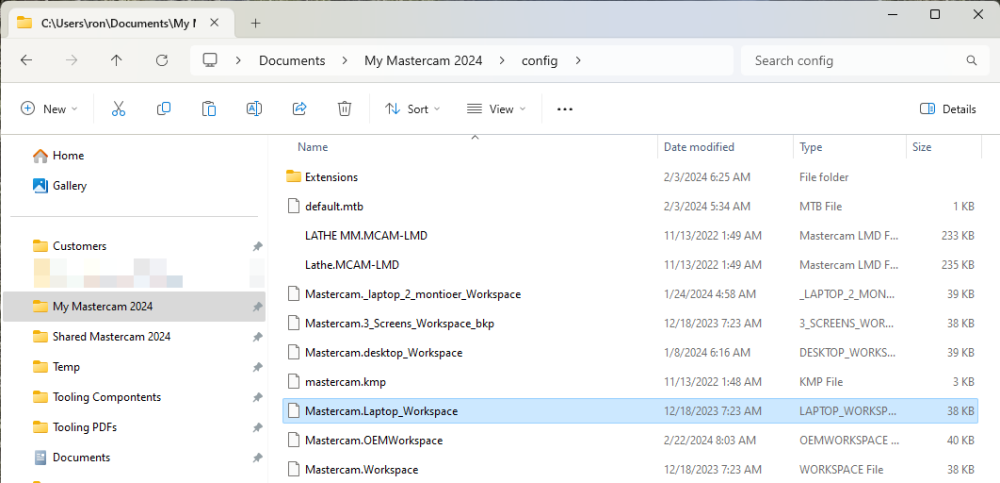
I have been doing a ton of traveling this year and have had many different screen setup to deal with. My home setup is (3) 27" Asus Monitors using a dell docking station. One the road I may have to mirror my laptop screen with a TV or monitor to teach Mastercam. Other places I have 2 monitors I can use. This can be changed each time and things moved around or I can just different workspace files. This is my current process by having backup copies of the different screen layouts and then just delete the current workspace file and then copy the one I need and rename back to mastercam.workspace I could write a BAT file to do this, but in less than a minutes I can make the change and so just do in all manually. HTH
 5 points
5 points -
Maybe a servo-modded knee mill with a 4k spindle and DRO can't handle 2D dynamic ruffing? Dunno. Wouldn't be surprised if it was that kind of issue though... Buddy came in pretty hot, not really asking for assistance. I don't know if it comes from a place of technological ignorance, or wanting/needed something to work just as it has for a few years. EVERYTHING wears out eventually, gotta have a plan in place for when the failures materialize!5 points
-
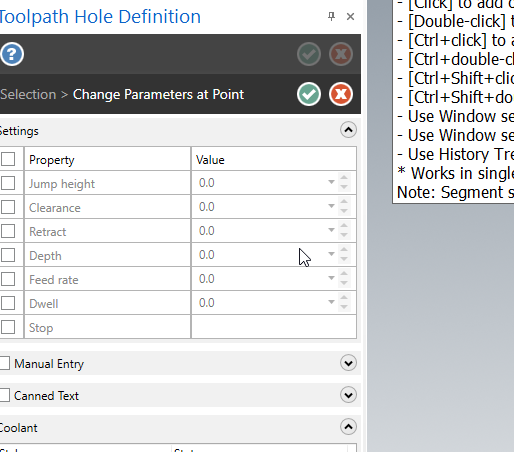
Instead of editing the jump heights, try using "automatic linking" on the Linking page.. It's more betterer.5 points
-
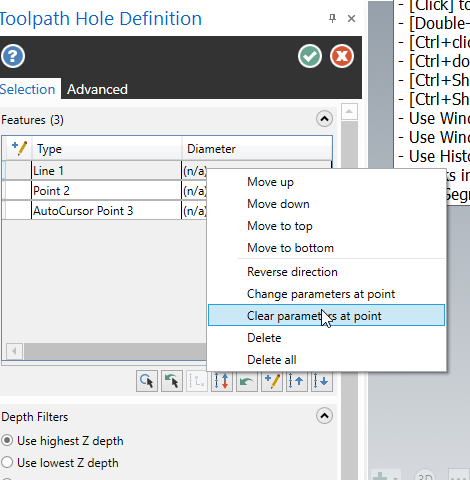
For holemaking toolpaths, this is done right from the Toolpath Hole Definition panel where you select the entities- just right click on where you want to make the change: Points that received edits will show the pencil icon in the first column:
 5 points
5 points -
It can be done effectively... it just has to be approached in the right manner. The #1 issue with inspecting a part on the machine that produced it isn't that the machine is checking itself, it is that the connection between the coordinate system that manufactured the part and the coordinate system that is inspecting the part isn't broken. You MUST break that connection in order to get an accurate measurement. On a 5-Axis machine with a FANUC control, that means having G68.2, G54.4, machine parameters set correctly, AND the probing software that supports probing with those functions active. Don;t have ALL those things squared away and there WILL be trouble in paradise.4 points
-
Since the spindle is cantilevered out so far, if the front of the column gets warmer than the back, or asymmetric heating of certain other members takes palce, it will arch and lift the tool much more than the linear thermal expansion rate. This problem plagues the whole UMC line, in combination with poorly done thermal comp software. To fix it with thermal comp, they would have to add a bunch more thermocouples in several locations, and have a much more complicated compensation model. What I've heard works best on these machines is to turn off the thermal comp, and take every measure you can to keep the temperature of the machine constant within a very small window. For comparison, I get less than .001" Z change over 20°F on my CM-1's.4 points
-
I'm not trying to give anyone the run around or make excuses.... I'm just trying to help some guys out on the forum using past connections if I can. I'm just a dude, playing the dude, disguised as some other dude My synopsis was just for everyone playing along at home to understand the environment. There's a lot of peeps here on the forum that I know are always curious what the actual problem is. I was trying to help everyone understand. If I didn't do a good job of that, I apologize. Collision control is all $P_WORKAREA_CS_ variables, cycle shapes just need a few special characters to open in the graphics menu. I believe this is all working fine. Syncs aren't magic either, they just aren't the same as an M-code. INIT,START,WAITM,SETM and CLEARM - took an m$, buffer and a pretty short post block to sort out. The syncs come out perfectly fine. The whole system works okay. It's just tedious because you have to manually set the syncs on each toolpath. Just like your MI$ solution (only syncs happen in the Code Expert window on an MT environment, but basically the same thing). On a "normal" machine, you don't have to to do that. After you sync, the machine will chill there until given an additional command. It appears on these machines that each operation requires a sync whether it's objectively "required" or not. That's means there's a lot of alignment PITA to manually sync everything. If you've figured out a set of rules that allows auto-syncing without manual intervention and a set of labels that can be auto applied, that's what appears to be missing from the puzzle.4 points
-
The machine support from DMG is pretty top notch, they moved some mountains when my old shop was getting through the commissioning of our CTX. App support was decent, really good with anything controller related, absolute pants with CAM/post things. Overall, I really liked that machine. The only post solution IHS was willing/able to offer was an M/T environment that would post bare bones ISO. No Cycles (rough turning, threading, etc.), just good old line by line, "re-post if you need to change something at the machine". I ended up just adding a ton of modifications to MPLMASTER and made a CHOOK to generate the MPF and SPF files after being told by the post department that they couldn't do it. Hopefully there's better options available (doesn't sound like it from your post), but you guys should be all over them if the provided solution isn't coming close to expectation, it certainly wasn't provided cost free.4 points
-
Nothing says "easy to machine" quite like putting a tool to Silicon Carbide. Try 6 C. https://6c-tools.ch/en/produkte/4 points
-
https://cmailco.wordpress.com/2010/08/12/hey-who-stole-my-chip-load/ I wanted to share a quick read that really sparked my full understanding of RCTF, and the formula/theory involved. I never went to learnin' school for programming or machining, so maybe it's old news to those who have training, or have been in the game for a long time. But this really did the trick for me, and I have had the formula printed out and posted on my office wall for a few months. Helped me get out of the 0.0015" per tooth mindset that was hammered in around here. My hope is that someone else who might be fuzzy on the concept, or new to it, might benefit from another/different explanation as I did.4 points
-
Looks like I spoke too soon. Taking this down.4 points
-
This is one of the many areas I believe Matsuura is FAR superior to the toilet bowl lovers in machine design. Matsuura can get closer to the pallet center with the head/spindle. Doing this allows you to run shorter tool assemblies and it requires shorter work holding to get ot he part. All that to say a more rigid machining setup = the best metal removal scenario possible. In the MAM series they offer the MAM72-35V, MAM72-42V, MAM72-52V, MAM72-70V, and MAM72-100H. Then in the CUBLEX series there is a CUBLEX-35 and a CUBLEX-63. There was a CUBLEX-42 but I believe they discontinued it. 350mm, 420mm, 520mm, 700mm, and 1000mm respectively. The number after the dash is the CM value of MAX pallet Changing swing diameter essentially.3 points
-
Ref ISO9001, there were 7xmandates when we got approval (2x man shop) back in 2007. It (9001) was updated in 2015 and the mandates were changed, but at the time I remember the assessor saying he knew of 1x UK company that was a 1x man band who had got approval and another company whose manual was 2 pages....the manual then consisted of flow downs to other documents which specified/controlled the said mandates. My manual was total of 35 pages, which was very padded out as the 1st half was design requirements and the tail end were copies of the things like CofC, Job Traveller, Invoice etc - I reckon I could have consolidated it to 15 pages if I'd removed the padding, as the design stuff was only for "sales" as we weren't "ISO approved" for that. But yes to quote Margaret Thatcher...."sometimes it is best to be specifically vague"....ie if you state ail job cards need sign off in ink, just state ink. If you state black pen, someone will use blue and you'll unnecessarily fail the audit (simplification but you get the idea). AS9100 (aero) was the next step with the only real main difference (at the time) being stock control - you had to control every inch of material, every rivet and screw and washer etc - ISO9001 you could just state (for the same material batch number) job 12345 had 10", job 12346 had 20", job 12347 had 10", of material batch number AXXXX and that was okay. AS9100 took that further by stock control monitoring so you had to detail incoming delivery of batch number AXXXX was 50", and you used 10, 20, and 10" on the 3x jobs above, so you now have 10" still left in stock (unsure of exactly how you get around tolerance of cutting and width of saw blades....for billets, washers, screws (ie "items") it's easy). Initially...."getting approval" can seem daunting, but if you break it all down to bite size chunks, the dauntingness rapidly diminishes. Certain practices you should really be doing anyway - such as material batch traceability gauge control and calibration, and office things like "contract review" which catches things like repeat purchase orders which have a revision/change, so you don't make at previous (old) issue.... Overall, it helped focus my business and got a 2x man band approved to be Tier 1x supplier for some major OEM's. Which then allowed us to grow but with control and focus.3 points
-
Thanks for all the replies. I ended up going with the Mill 2 setup sheet and I got a lot of fields down: Here you can see the checkboxes I added, plus SFM and RPM (thanks rgrin!). I think my main problem now is styling. That being said, I wanted to say that I do understand this a little better. When people were saying that the naming convention was important, they weren't kidding. The name in parentheses is the XML tag that the interpreter goes down to. It's almost like you're peeling back layers of an onion, except you can't really go back up, but you can dig deeper down. Another thing I'd like to say is that I still have 0 clue how to use the scripting section. If anyone has any experience with that, please advise. I think it would be a great idea to write some unofficial documentation on this so that everyone can start writing ActiveReports, because when you start to dig down deep and really learn how it works over the course of a few weeks or so, you really start to have fun making things your own and figuring stuff out. Suffice it to say, I got most of my setup sheet done thanks to this forum and thanks to everyone's help. I really appreciate it.
 3 points
3 points -
Ask the pushers if they want the machines making more chips or checking parts. Maybe your management team thinks differently, but my management team always wants to make more chips. Some of them may not understand much about manufacturing, but they all understand more chips = more parts = more $$ ...food for thought, a CNC can do a CMM's job but not visa versa.3 points
-
Yeah because of what I just mentioned above. When the above is done with a NIST Traceable artifact then the process is not just using the machine to inspect the part it is the process that is support the device which happens to be a CNC Machine. The device collecting the measurements doesn't matter at that point since the process to ensure what is collecting the measurements is validated and verified all is good. A CMM that is not correctly calibrated is not better than a machine tool that is not calibrated correctly either.3 points
-
Well I learned last week a major very respected builder does their machine calibration services using levels and squares not an interferometer. The issue was our programming process used was called into question. Print states one thing, but then 20 other things state 20 other things. Print is the authority unless some inspector decides no they want a +/-.0005 on a part with a +/-.010 wall thickness on the print. Or a 16 finish when the print calls out 125 and add hundreds of hours of processing time to the project. Cut 6 pockets the same exact way and 2 of the 4 are acceptable, but then as we get to longer tools the deviation between the two tools doing the work became greater. Root cause analysis looks into the root of the problem. Machine has not been calibrated in over a year. I happened to be onsite when they were going through the machine calibration and what an eye opening experience that was. Levels and squares with a spindle gauge. No external way to verify the machine is going where it is told to. This is the extent of the full volumetric machine calibration process. I called James and make sure I hadn't lost my mind and was an internal interferometer installed on the machine in question I was unaware of. NO NOT ONE HE SUPPORTS and he was unaware of one being installed either. We both agreed even it one was that at someone point would have to be calibrated. Why is this an important topic of conversation and how is it related? Here is some light reading for those that take their jobs seriously. All the hates keep on hating. Machine tool calibration: Measurement, modeling, and compensation of machine tool errors There is too much to quote that is important.3 points
-
I had the file checked and I was told was suspected pirated software used to create the file why I never responded back.3 points
-
Support should be the #1 consideration when buying a 5-Axis machine. Much like a multi-tasking lathe support will make or break that machine. You could buy "the best" (whatever that is) machine but when the good for nothing AE shows up to train you, he (or she) has no clue about cutting parameters to utilize the machine to maximize it's capability, it's going to be on YOU to figure out. Oh sure, they'll tell you "... that's the CAM system's responsibility...", and it is, but only to a certain extent. When they cannot explain to you the role of point spacing, cut distance, and tolerance, and how it relates to machine performance, you ARE in for trouble.3 points
-
Whether or not inspecting on the same machine that made the part will meet your needs, will depend on your needs. If you want to do it properly, you should meet the same bar as for other measurement methods; get your machine laser / ballbar calibrated, do a measurement repeatability and uncertainty test, etc., and make sure that your uncertainty is less than 1/10 your tightest tolerance. You can include measuring a gauge block / pin / ring as part of your inspection process to warn you of any calibration drift, thermal expansion issue, or other problem.3 points
-
Going to see if I can talk the boss into those Saunders Machine plates. $4800 for the three machines, bolt them on, modify the vises and done. After sleeping on it, I really don't want to bore holes in the tables.3 points
-
Ball Lock® (jergensinc.com)3 points
-
Thank you for the information, and I might reach out to you depending on the outcome of our help from Mastercam. They are currently working behind the scenes to get this problem resolved, and I am very optimistic that they will get it figured out. May not happen in a short while, but Rhome wasn't built in a day either!3 points
-
We had a Fanuc controlled VTL that was very touchy about arcs A Fanuc service tech came out and adjusted some parameters that controled the tolerance of arc endpoints and radiuses. That solved the problem3 points
-
Sorry been on the road for the last 6 weeks and still on the road the next 4 weeks and was killing a little bit of time on my 16 hours home between trips. Was trying to give you more feedback, but out of space to post up more screen shots than what I did. It was education file and as such only a few people could even open it. Like I said I don't have an older version of Mastercam on this computer so what good would have it done to post it up anyway? qc (at) mastercam (dot) com is where you are more than welcome to report the issue you have found. You came in blaming the software and its lacking and I wanted to help point you in the direction to know it was possible. Free time is funny when people try to be helpful to others thinking someone else owes them something. I helped on my own dime taking away from other things I could be doing and sorry I did it in a hurry taking care of 5 other things at the same time. Your attitude is what I suspected it was going to be when reading that first posting and like the last 21 years on this forum you have followed it to a script. Come in blaming Mastercam for its shortcoming. Get upset when someone shows you that yes it can do what was asked and when others point out that you are being an a$$hole then deflect it on to them verse being a person and admitting you came in with a axe to grind verses looking for real assistance. Was is possible? Yes it was. Was it shared in a way others can help with? No it was not, but you got answers anyway, Now your upset that yes the software can do what you want just not the way you feel it should do it and as such it is crap software because you don't like the way it does it when it can do exactly what you originally asked for was can it do it. That about sum it up? Is this a bug? How would any us know if it is a bug or not? We can theorize all day long and call things we find bugs. I do the same thing all the time calling things in Mastercam bugs, but when it could get the job done with some settings that needed to be changed does it make a bug or a user preference?3 points
-
True dat.. If it doesn't work, they shouldn't be selling it,,,, and they sure as hell shouldn't be calling it "turnkey"3 points
-
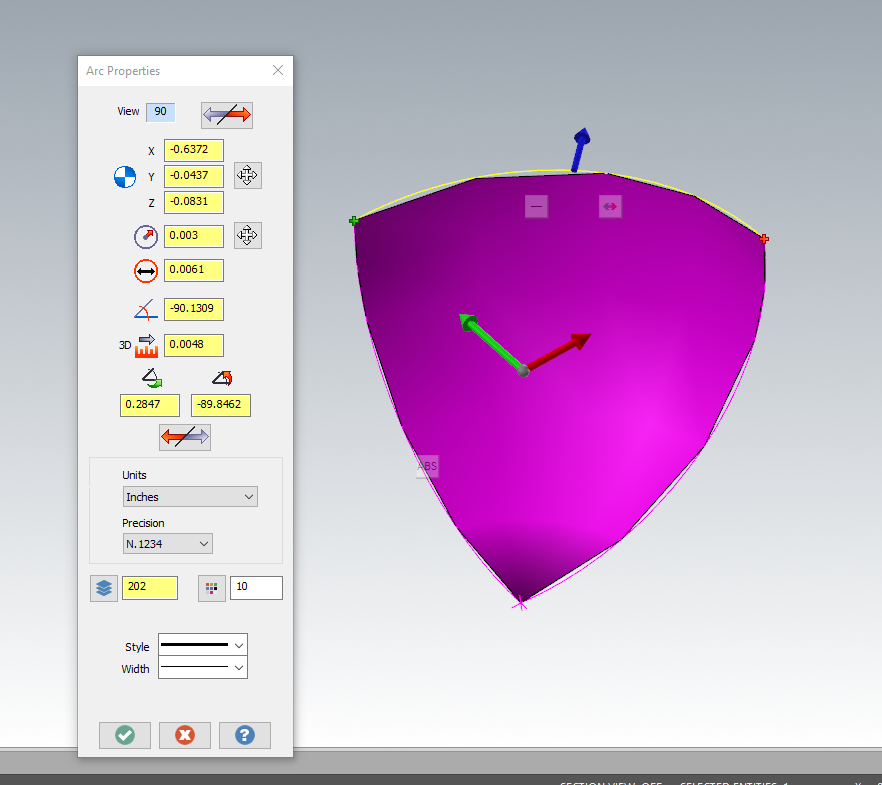
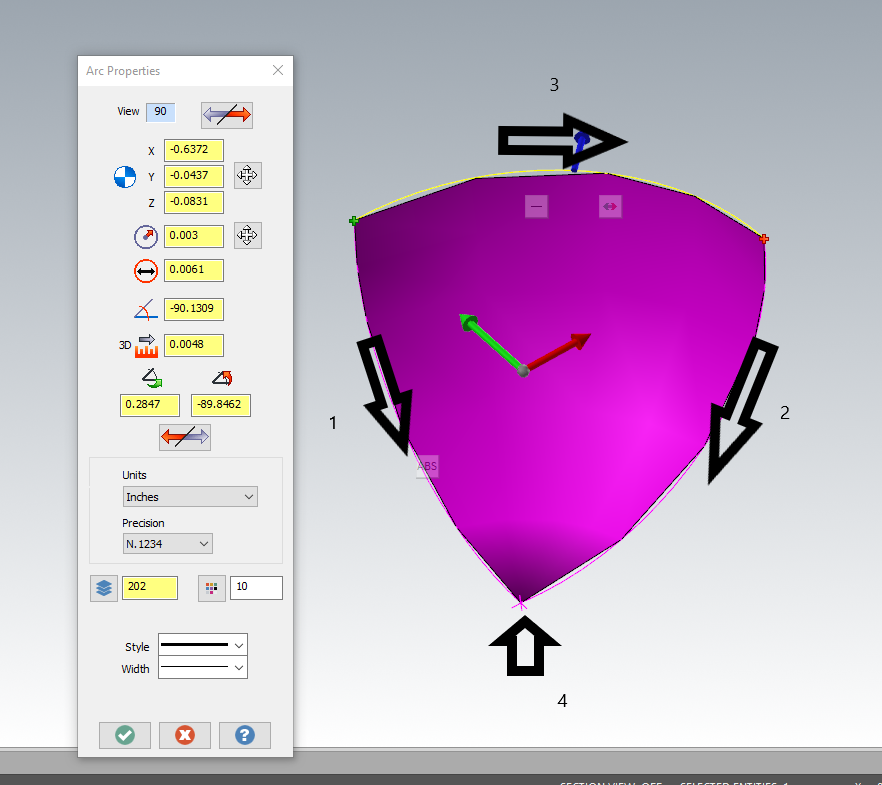
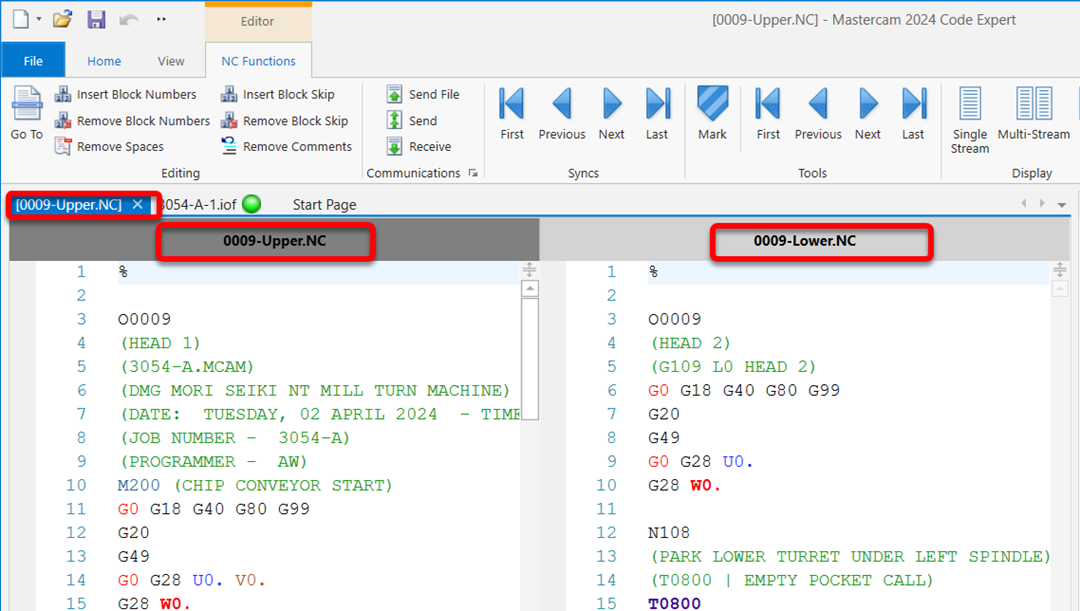
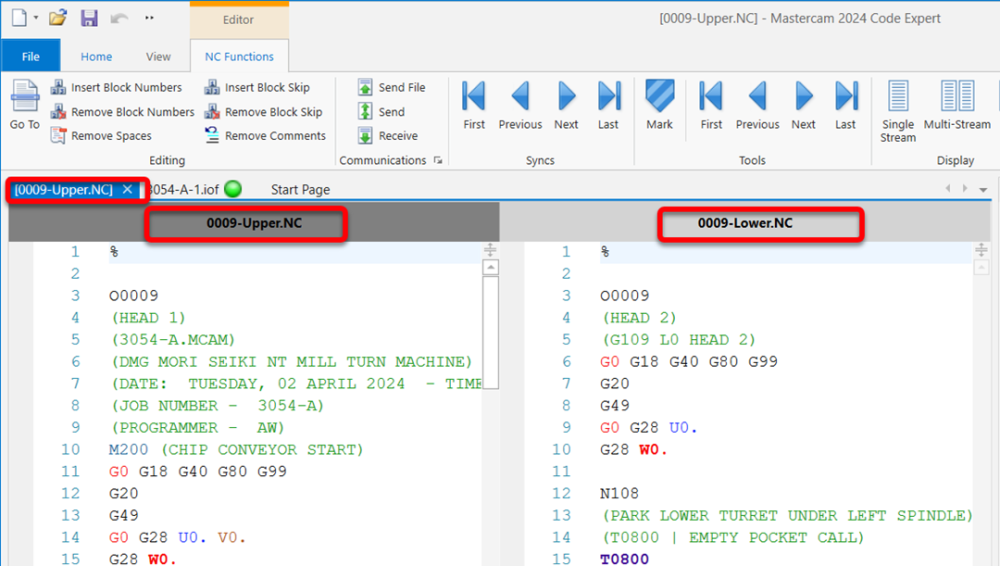
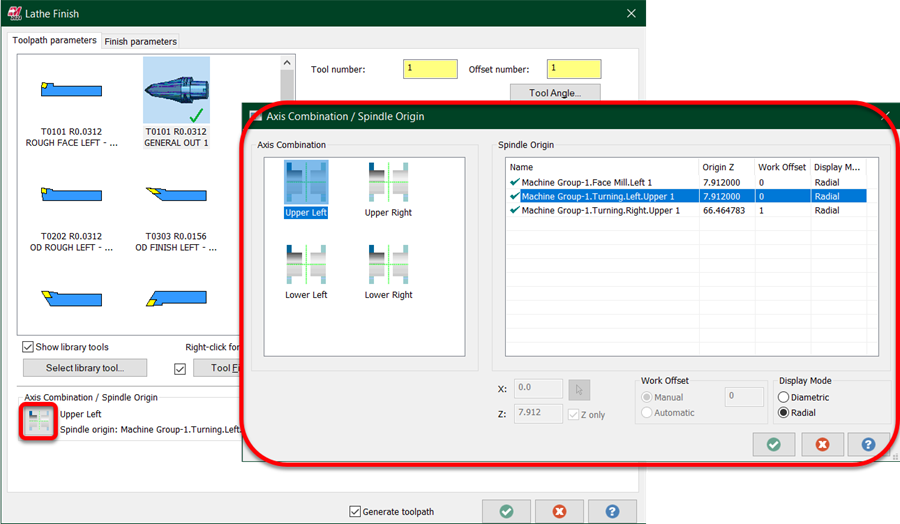
I don't have a CTX handy, but I just did some MT programming for an NTX (to be honest, I'm not sure what the difference is ). When I posted out the code, it will generate a "-upper" and "-lower" version. For example, here's a file 0009 posted: Unfortunately, that's where my knowledge of 'em ends, as I never actually ran one. From what I can tell it was out being output correctly, though, the setup guy/operator I was working with seemed happy enough? If you could post a sample file (zip2go so we have the machine def), we might be able to help specifically. You may already know this, but it chooses the "stream" to output based on the individual toolpaths' "Axis Combination" selection, i.e.: So anything happening on the lower stream has to be programmed to Lower Left/Right. I've seen a lot of old school lathe guys getting into MT forget to check this, as they just set everything up to the Upper Left all their lives.

 3 points
3 points -
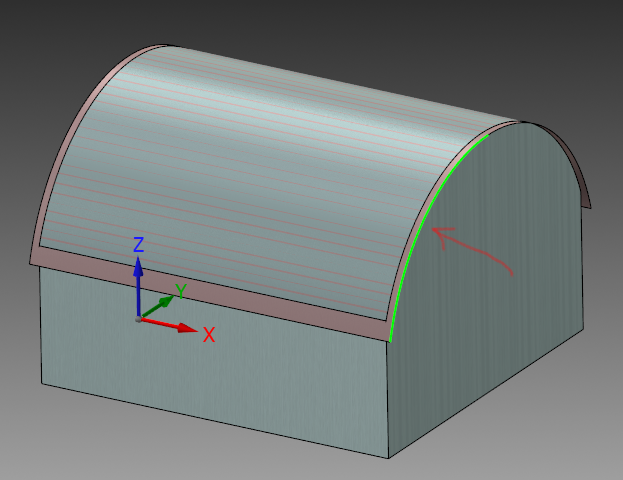
Add curve control.....old 3d Contour....

 3 points
3 points -
Remember Mastercam filtering has been and is still tore up from the floor up. Simple test make a 100" diameter sphere and then flowline the sphere with a 1" ball endmill. Throw as many filters as you want at it. See which one gives you only 100% arc moves for the cuts. I have ran this test on every X version since X came out. Not a single version can give me 100% arc using filters. I have backplot the toolpaths make arcs and run a Contour toolpath with no comp and guess what the code never matches. This is the math test the filter fails every year. Just ran into using 2D Peel on a 40 year old machine. Wanted the smalest amount of code possible. What does anyoen think gave me the smallest code out Mastercam? . . . . No one willing to guess what filter settings gave me the correct code? . . . . . Come on no one is willing to guess? No filters gave me the best code. Now no filters on a 3D toolpath doesn't behave the same as with filters. Let me repeat that no filters on a Peel mill toolpath gave me the cleanest code with all the arcs and line movements. With a filter it was junk IMHO. Now 3D toolpaths don't behave the same way. Screams fundamental math problem somewhere and for over 15 years no one has dug into why. I am the crazy person on the forum so I guess there is that to consider I mean we all know math is about feeling and mood swings. No way I should expect a G2 and G3 to be just that they can be whatever Mastercam decides it wants them to be and just keep your head down and go along with the idea it is good and it is good.3 points
-
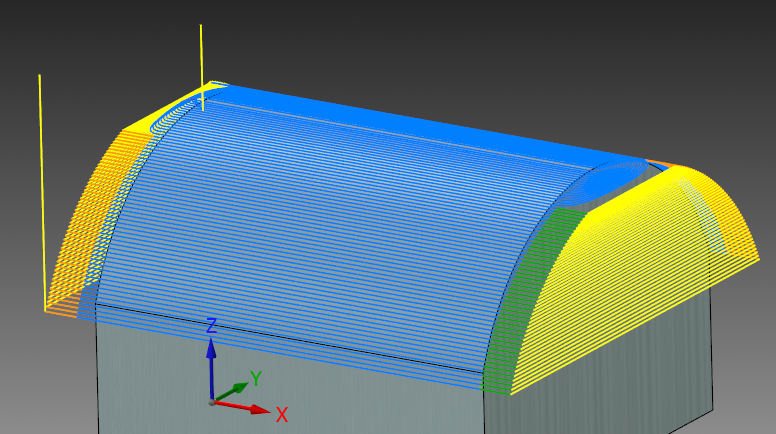
Pretty easy in Unified, so I wouldn't try harder getting it with a 3d if I had 5 axis available, but I admit that I am biased These are the only two settings you need to make it work:
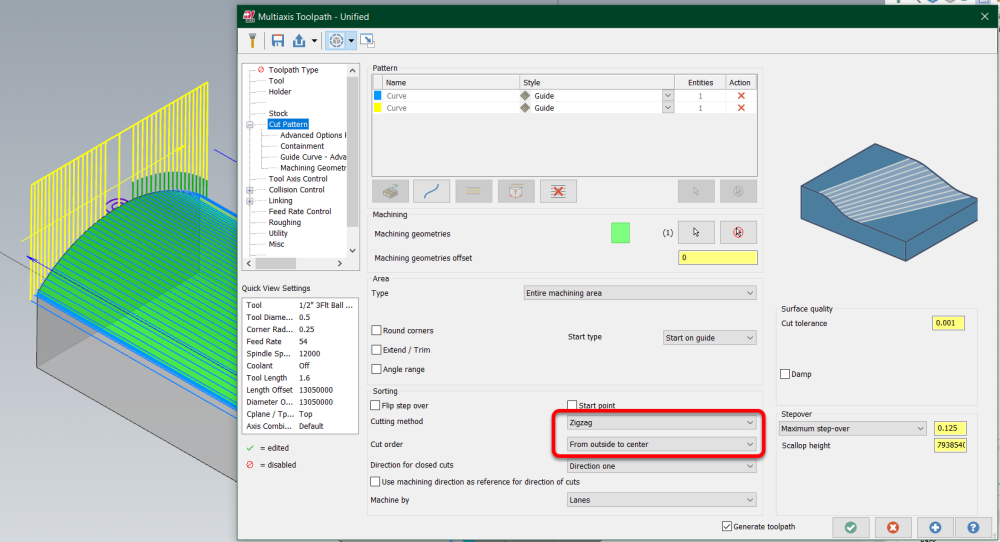 3 points
3 points -
Just had my 3Dx configs get messed up, so I'm getting them back in order, but I love the radial menu on the mouse. I know it's peripheral specific though, and not everyone is going to have a cadmouse. RMB setup is key, probably 90% of my daily toolkit is on there. Also, no matter what software, keyboard shortcuts have ALWAYS been my go to. I'm still adding to my list of MC keyboard combos, i think I added Dynamic Transform the other day: Shift+T. Always use Shift+F4 for Analyze Distance. Don't forget navigation shortcuts make you fast, and then you won't need a spacemouse. Keyboard shortcuts are the Macro B of UI, fight me.
 3 points
3 points -
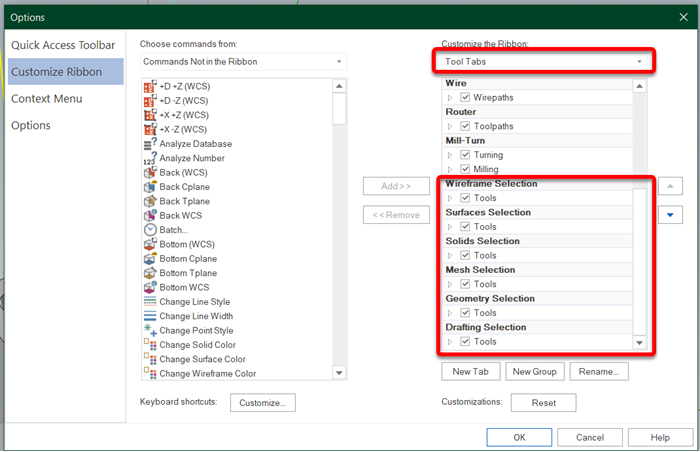
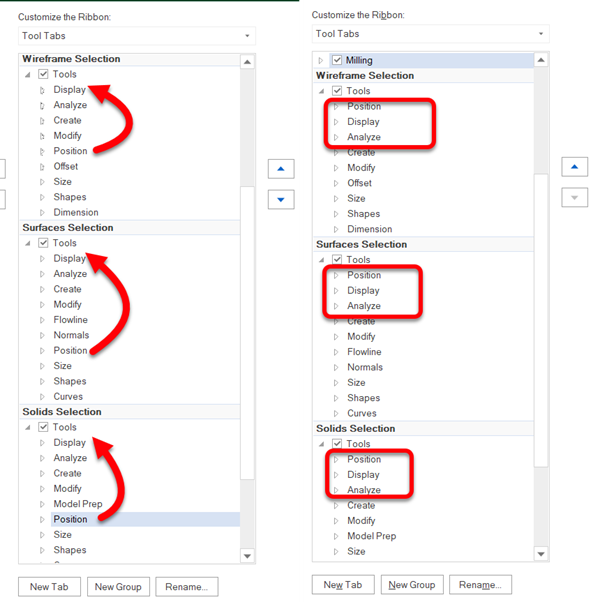
This is my workflow as well. Some projects feel like I'm stuck on the Wireframe tab, most projects I barely touch it. You may just not like the Tool Tabs, or, at least, the default config of them. You can try turning them off. Right click on the ribbon somewhere > Customize Ribbon, and turn these off (uncheck them): It might be more useful to you, though, to customize the order that they're in so that they all are the same (to use your example, Transform > Dynamic moving around), you can see that they're not all in the same order, but you can select that group (say, Position) and use the arrows on the right side to move them into order. Then, all the common ones (say, Position, Display, Analyze) are always going to be first, with the selection specific ones coming after? I'm going to try this setup now, I haven't done it before Thanks for asking the question to make me think of stuff like this!
 3 points
3 points -
All was well - but I had to play to get to grips with the settings. And confidence....as Bus partner was still of the belief that you get the largest cutter you can and plough it through the part shaking the machine to pieces and sod consumable cost and part distortion But....it was faster than I thought - F2250.00000000000000HHHHH https://www.youtube.com/watch?v=_PZHd73Ovis3 points
-
Haha, yeah! I showed these guys how to use Dynamic on some wear plates (4140 PH?? I can't remember), either way, took the cycle time from 27 minutes down to like 3... And ended up just letting the stuff pile up and snow shovel it off the floor every half hour or so. You couldn't stand within 10' of it while it was cutting. I hate open machines.3 points
-
You're welcome sir. You can do the same thing with an Opti toolpath in 3 axis, as they're really both just volumetric removal tools. The only thing that trips people up is that they try to drill too small of a hole (the tool can't plunge and then start its programmed stepover) or they use a 118° drill bit, and leave a "cone" at the bottom. The software will see that, recognize that it can't plunge the tool into that and then go back to "it's a full block" mode. That's why I prefer to use a Helix with the tool I'm going to be roughing with as I know it'll fit in the hole it makes3 points
-
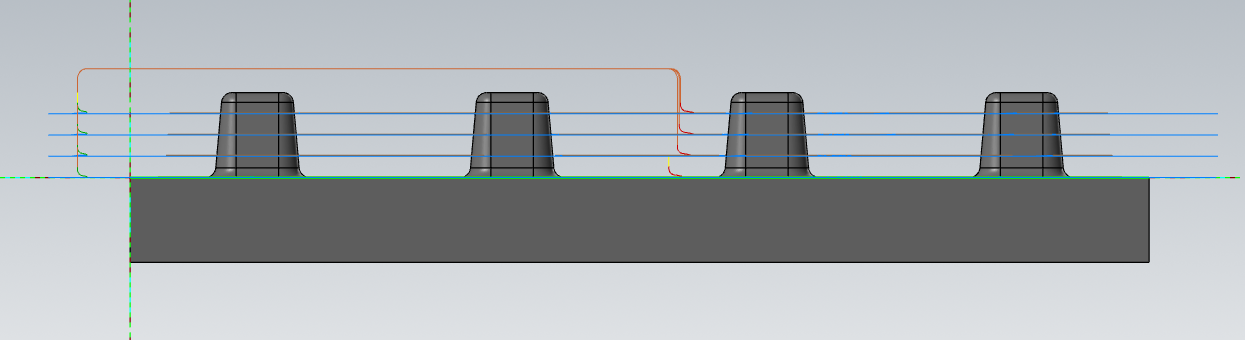
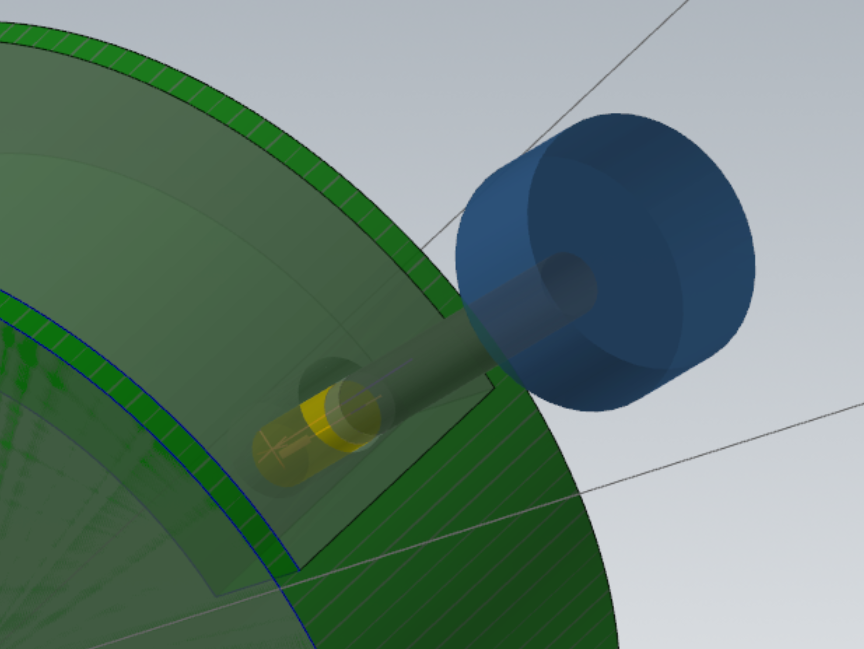
Again you don't provide a file. Here is a sample like yourS with 4 bosses. Only goes up to start the next depth outside the part like it should since the stock is define correctly. Again you keep thinking were the idiots with that arrogance you keep not realizing you are putting out. No file and keep prompting two different CAM Software means you're a shill or a pirate. BIRD FLEW THE COOP REALITY CHECK
 3 points
3 points -
As long as you understand what MockSim is and is not, what Vericut is and is not, what CAMplete is and is not you can make educated decisions about what fits your need. MockSim doe NOT check G-Code. Tied to a Postability post it is a good solution for most things. Again, it's not fully simulating ALL the motion in your machine like M-Codes, etc... Vericut... they simulate the actual G-Code that will run in your machine. As good as your control file and machine stuff is determines how good your simulation is. By and large it is the gold standard for simulation. You can create your own machines if you desire to learn or you can buy them from Vericut, or you can hire someone to build them for you. YOu have choices. Vericut is NOT an integrated post processing solution so you will need a post either from your CAM vendor or from ICAM, or somewhere else. CAMplete... they simulate the G-Code created from their posted code. You cannot import and edited code. CAMplete IS an integrated Post Processing solution that will simulate the factory G and M-Codes. You have almost as much control over your machine as you would in a Vericut machine. You have limited machine editing capability and you cannot create your own machines. That is not an anticipated feature. The machines are factory configured meaning Matsuura, Okuma, Kern, Mazak, Haas, etc... has given their blessing on the accuracy of the models, motion, and functionality. Because CAMplete is an intagrated Post Processing solution, you have control over the code. The NC Formats are user customizable. Typically a basic NC Format is given to the customer that will run the machine well. I've got a decade and a half's experience developing NC Formats and I've got highly tuned NC Formats that take advantage of the majority of the features and functions of the Matsuuras (since that95% of what I spend my time on) and I'm adding new stuff all the time based on customer requests. Knowing the tools, knowing their strengths, weaknesses and capabilites os the key to getting the best solution for you. For me, nothing beats CAMplete. For you, Postability and Vericut may be best, for someone else, MockSim will do the job. Know your tools.3 points
-
Mastercam will use the graphics card for certain calculations during HSM (High Speed Machining toolpaths) such as Opti, Waterline, Equal Scallop, etc. via the OpenCL (note: C, not G) standard If you're benchmarking programs using the GPU, look for GridComputeServer.exe, as that's the process that handles the GPU utilization: https://my.mastercam.com/knowledgebase/opencl-troubleshooting/ In practice, the calculations being done on the GPU are so trivial for it, that you have to be really logging a lot to notice a blip. The first question people have about using GPU processing is "Why aren't you doing ALL of the calculations on the GPU then!??!?11" The truth is the majority of the time savings of using the GPU for stuff like this is taken up by the operational overhead of managing the data and handing it back and forth from the GPU.3 points
-
DING DING DING When running high feed cutters, in my experience, when climb should have worked best, conventional cutting has worked better, as well as the opposite case. It is highly dependent on toolpath style as well as material and part shape. When running in Ti, Inco, or other super alloys, I now always advise my customers to try both ways. I have seen 3-5x differences in tool life with zero difference in processing time or speeds and feeds. When you get that much more life often I have been able to really boost productivity by then balancing the tool life with speed and hitting the right tool change interval. Let's just say you get 1 part going climb, you switch to conventional and you get 5 parts. You then increase the speed 30%, and now you get 2.5 parts. So you bump it up 5% more and now you get 2.1 parts and change them at 2 so you have a little wiggle room. 35% on productivity is huge and think, you are using 50% of the inserts you were. It's a made up example, but to Ron's point. TEST TEST TEST, you won't know unless you try.3 points
-
For 90% of people, the CIMCO add on will be way less setup pain and get you there faster, cheaper, and easier utilizing the I+ macros already set up on the machine. For 10% of the people, I haven't seen anything else on the market give the ease of use of setting up complex logic (multiple nested If/Then/Else logic) like P+ can do. Inspection+ are the macros that ship with the probe on your machine. If you use the GoProbe app on your phone (or the Renishaw manual) to enter, say, G65P9901M2.D0.5S54. to probe a .5" bore, that's Inspection+. Productivity+ was developed by Renishaw as a stand alone program (yes, you can buy just P+, not integrated into Mastercam!). The problem was they can't trust the I+ macros to be the same everywhere, that no one edited them, and that they could support all the logic they wanted so they developed the P+ macros. You'll have two sets of macros loaded onto your machine, two sets of calibration data in the parameters, etc. P+ coming out of Mastercam will ONLY use P+ macros.2 points