



Leaderboard




Popular Content
Showing content with the highest reputation on 09/11/2018 in all areas
-
I stand corrected! This is working now! woohoo!2 points
-
Your step shallow settings are the culprit here. Set your Max .01 to .02 above the highest part of the rough stock. Make sure your boundary is at least 3X your tool diameter bigger than the part. I have seen some use negative values with center to accomplish the same thing. You must use Stock and the previous operation and that previous operation needs to be a defined stock model. You take material off and then make another Opti-Rough and want your results to be good then make another stock model and then make sure that new Opti-Rough uses that new stock model. Rinse and Repeat. The Steep/shallow is the key here and once you wrap your brain around the how you stopping question the why. Now beware of getting too many stock models linked together. We have found as group best to make a Pmesh of the stock model once you are happy with results. Save the stock model as a Pmesh to a level. Then delete all source operations that made that stock model and grab the Pmesh to make an unlinked to operations stock model. Now if Operation 2 gets changed and you have 20 stock models past it you will not wait for hours for them all to regenerate. You will not make all your operations past that point dirty either. Again wrap brain around the how to make your life easier and not the why you need to and then it gets easier to get done.2 points
-
I've been wanting to play with it... put that next on the list of "i have time to do that."1 point
-
With regular Mill, you can use Flowline, but you are limited to one surface at a time. I think it will do multi-surf Parallel finish, but that's the only finishing path that takes more than one surface as input, without having a Mill 3D license. I would not want to run Mastercam without Mill 3D. Actually, running without multi-axis is also a drag. There are plenty of 3X finishing paths from Moduleworks that give you awesome capabilities, including the advanced Linking options.1 point
-
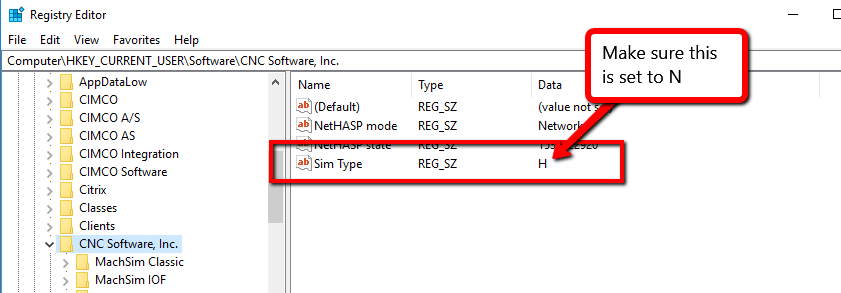
Another thing to check is in the registry under the following path: Computer\HKEY_CURRENT_USER\Software\CNC Software, Inc. you want to make sure Sim Type is set to N for Nethasp. Changing it in the NHaspX should change this but I've seen it before where that change doesn't stick and the only way to make it stick was in the registry.
 1 point
1 point -
The Mikron stuff is great, also Sphinx (through Big Kaiser). Different lengths and diameters from Mikron so always worth looking at both. We use these brands exclusively for small holes now (also 3 flute for Al) anything up to 12D and as Colin says deadly reliable and accurate. Watching a 12D .075 drill break through with a burst of coolant at 16 ipm in 15-5 never seems to get old....1 point
-
Hmmmm....basic maths mkay.... Management team put in 3mill of their own money to keep afloat. To get that back out, it has to come from 3mill of profit, yes? 3million dollar question, how long will that take then... People think engineering is a gold mine...1 point
-
Scratch that. Pete, You can do the entire process with one tool, if you only have to go .300 deep: https://us.mikrontool.com/en/Products/CrazyDrill-Coolpilot/Articles/CrazyDrill-Coolpilot/ID/(id)/2.PD.03000.090.IC/(m)/inch It really depends on if you can go "deeper" than .300, or if that is the max. If you can get away with .400 (to the tip of the point), then you could do the entire hole in 1 shot... Otherwise, use a Spot Drill to get your Chamfer and Spot Point, then use the Pilot Drill to poke the .118 hole. I've held +-.0005 with these drills in Ti and Stainless, all day long. No need to ream.1 point
-
I've got some interest from a couple companies, but no offer yet. I'm honestly not that worried about it. I've got a good set of skills, and I'm sure that someone will want to hire me, especially once I'm living in the area.1 point
-
Run Colin. Don't look back, Keep running... The purchasing thing happens UK too. The head shopper (purchasing manager) thinks that a one stop shop will save a fortune. The more that is spent, the bigger end of month discount is received = win win! Because buying stationary, toilet paper and cutters from the same vendor makes perfect sense doesn't it I've known it bad, real bad, but not AS bad as what you're going through. THAT is a lot of work to "fix", and only putting you back to where you were a couple of years ago. Progress heh! These people who make these stupid decisions shouldn't be anywhere near aerospace shops, let along in positions of authority. I hate flying...1 point
-
when you mirror toolpaths , your planes get mirrored . If you wish to save them just tick the Transform Operation parameters in the "Method" area "save planes" and the planes will be included in your Plane list . With mirror I usually use the more time intensive "Source" - "Geometry ", not "NCI ". Gracjan1 point
-
I wholeheartedly agree with Jeremy. Colin's courses are the best you can ask for, they've help me immensely in understanding how to get my post to do exactly what I want them to.1 point
-
I have a similar problem and I made a question in the post and I can select the control when i use the post and change or not the letter inside the post. The same post its ok for the two controls. . .1 point
-
Thank you I have not used YG so I have no idea how good they are. Got a sales guy telling a customer better than any tool on the planet and I said whatever you want me to use I will spec it out and then up to you to see if it does what you think it should. I am programming Speeds and Feeds off what a good tool should do. The tool we call out doesn't preform I have other brands that I know will.1 point
-
That looks like it might work great for our application. Thanks Jeremy.1 point
-
It's worth every penny and whatever time you can put into it. I've been fortunate enough to take several of Colin's classes. I will take more at every opportunity.1 point
-
I don't know if they are even still in business but Putnam made a great HSS and Cobalt tool back when I was using them. I believe they have been bought out. Quick internet search didn't return much but I recall they were exceptional quality.1 point
-
Personally, I try to avoid true Center Drills wherever possible, since the tip length does vary between tools. I prefer a true Spot Drill. I will usually go with the same angle as my drill tip. Harvey Tool makes 60, 82, 90, 100, 120, 130, 140, 150, and 170 degree tip angles. So you're sure to find something to fit your needs. Plus, the tools have a fairly tight tolerance on tip angle and diameter, so you'll only have to model it once...1 point
-
There's a setting for additional slot width for ramping into pockets too1 point
-
I highly doubt they can't help. It's more likely they don't want to, or that they have a good reason not to. If a reseller can't help with simple post edits like this they shouldn't be a reseller. I'd be highly annoyed as a customer if I was treated this way. Where are you located?1 point
-
Thanks for your interest Rhett. We won't have the signup page available on Eapprentice until after the conclusion of IMTS. So it will be sometime next week before the course signup page goes live. I will pass on your request for a quotation to our office manager. Please note that payment is required before the start of the course. I am still tweaking the format of the course and will get the hours and pricing information set by next week. In order to reserve a spot, please use our "Course Interest Form" to provide us with your contact details. Please be sure to enter "Basic Post Processing" in the "Courses you want/need" field. We are typically cap the number of students per class to 12, to make sure that each student gets the individual attention they deserve. https://eapprentice.net/course-interest-from/ Thanks, Colin1 point
-
Thank you for confirming that. I love helping people solve their Post Processor issues, and I'm happy to help you as well. The members of this forum are just careful to make sure we are helping those that deserve the help. You'd be surprised how many pirates there are who come here looking for "free" help. When you are looking to change formatting for output variables, look for a Format Assignment Line. The FA lines look like this: fmt "Q" 2 peck$ The "MP Post Language" is a "column dependent" script. This means that the "position" of the 1st character on the line has special importance. Any line that begins with a character in the '1st column', tells MP that what follows is a definition of 'something'. It could be a variable initialization, a global formula, or the 'start of a Post Block'. The key is that there is no spaces before the 1st character. Any line that has 1 or more spaces that follow (in other words, the lines are indented from the 1st column), is a continuation of a Post Block. Post Blocks are "chunks of code" that get executed 'top to bottom', while the Post is reading NCI data, in 2-line sets. Format Assignments are used for variables where the "string" portion of the variable is 'fixed', and only the numbers after the string change. MP has a separate mechanism called a String Select Function, where the output of the variable changes in response to the 'input' from the NCI File. A good example of this is the String Select for "Motion", where the output could be "G0", "G1", "G2", "G3", or "G4", based on the input from the NCI File, and the output is "Modal", meaning the output is only forced to the NC File, when the value changes. In the example above, there are "4" distinct parameters on that line: "fmt" is the "identifier" for what follows on the line. The 'fmt' indicates to MP that the line is a Format Assignment line. What follows is the "prefix" string, the Format Statement Number, and finally the Variable that is the target of the assignment. Technically, this is the 1st parameter. The 2nd Parameter that follows the "fmt" is the Prefix String, that will be applied to the variable. Typically this is a single character ("A", "B", "C", "D", ect.), but could be any set of characters that you want to precede the variable output. Put the character(s) between the double quotes. The 3rd Parameter is the "Format Statement" that you want applied to the variable. The FS tells MP "how to format the 'number' portion" of the variable being output. For example, if you want decimal output, but limited to 4 decimal places (standard numeric output), you would use a '2'. For "integer" output (no decimal point, and no decimal place values), you would use a '4'. There is a list of the Format Statements somewhere in your Post. (Try searching for 'fs2') The 4th Parameter is the actual variable name that the formatting gets applied to. Variables that end in a dollar sign ($) are predefined variables. This means that they are already defined by the MP.DLL Post Engine. There is an optional 5th Parameter String, that can follow the variable name, and is a "suffix string". This is rarely used (I don't believe the default Posts have any suffixes applied), but can be handy for things like "Macro B Variable output". If all of this sounds confusing, I'd encourage you to think about signing up for a Post Processor Class. (Shameless plug: I happen to teach online Post Processor Development courses. Click the link in my signature for more info...)1 point
-
I've used the ceramic endmills from Kennametal in Inconel 618. They worked really well, but we were also slotting in between some blisk blades, so we were limited in the depth of cut we could take. I believe we ended up at 2400 SFM, with .100 DOC, using a .375 diameter cutter. The endmills themselves are crazy light. They almost feel like they are made of plastic, but they look really good with that bright orange glow during the cut. Like all ceramics, you'd swear they are burning up, but they cut well. I think we were leaving. 04 stock for finish, due to the heat affected zone of the material. The slots were about 1.25 deep, and .520 wide (it varied a little between the blades...). A word of caution though; these cutters are not cheap. However, when looking at the price vs. performance, it was almost half the cost compared to solid carbide, when factoring in machine time.1 point
-
I use wear but at my old job I used neither. The owner didn't believe in cutter comp. All adjustments made were by the programmer and the program reposted. This is one reason why I refer to it as my old job.1 point
-
Sorry not Hablo French.0 points
-
Yes, this annoyed me greatly a few years ago when I first noticed it (and complained about it here) but I'm so used to it now it doesn't annoy me any longer.0 points
-
My guess is: they will push as much "output" from the shop as they can, to show that "we are making money", and they will end up recouping their investment when they sell to another investor. If they can pull it off, then sure, they will make money on their investment. That's a big if though. We just lost a big company as a customer. They were only about 5% of our business, but the fact that we couldn't meet delivery, and they pulled their work from our shop should be cause for concern to everyone in the building. I see it as the tip of a very nasty iceberg. Maybe I'm wrong. Again, I'm not a business guy per se. But basic math doesn't lie, no matter how much you try and obscure the true health of the business. We might get 40% spindle utilization across the shop, in a 16 hour period, on the machines that are running 2 shifts! It doesn't take a genius to figure out that we aren't being nearly as efficient as we could be. So what is the answer to that? Well, we obviously need to buy more machines so that we can meet our delivery schedules, right? I mean, doesn't that make super good business sense, rather than trying to get more hours out of our existing machines? This is what they want -> . But rather than hold people accountable, they think they can throw more manpower at the problem, and it will just magically go away. This is in a shop where each machinist is tasked with running 2-3 machines at once. They do this so they can get a $2-3 dollar per hour pay differential. What ends up happening? Instead of running one machine, with a high utilization, each machine's utilization ends up dropping because at least 1, if not 2 of the spindles are sitting, while the operator is working on another machine. I have no issue with people working hard, and making more money, as long as it truly makes business sense. I would put a cap on the number of machines an individual is allowed to run, unless they can make the production rate on all the machines, simultaneously. And don't get me started on "1st piece inspection". I can't tell you how many times I've seen a machine sitting for days, because the part is waiting for 1st piece. But, I'm sure buying more machines is the answer to all our problems.0 points
-
Oh come on Colin, what if it's in an Excel spreadsheet.......surely then it is the truth....!!!!0 points
-
Have you considered a move to the 21st century and carbide ? I know those big cutters are pricey in solid carbide but how about inserts?0 points










