Leaderboard



Popular Content
Showing content with the highest reputation since 11/20/2018 in all areas
-
LOL! We are trying something new, a social experiment in our shop I thought some might find interesting. We currently have redundancy in every department in our shop. We have multiple good machine operators, multiple physical inspection experts, multiple CMM programmers, etc... What we are doing as a shop for the month of August (trial run) is half the team will work Monday-Thursday and half the team will work Tuesday-Friday with each team working four 8 hour days. The fifth day will be paid at 8 hours so essentially they will be given 52 extra days of paid vacation if this is sustainable. My goal is to hit our monthly deliveries and sales targets and so long as they can manage that this arrangement will continue. The ball is in their court on this. If we get the work done there is no additional cost to the shop, our payroll will remain unchanged but the employees will have an additional 2.5 months per year (52 days/ 5 days per week = 10.4 weeks) to enjoy life. We are currently doing well and profitable and we leverage technology to the hilt (cells, robots, etc...) so the shop runs well with a skeleton crew. Monday and Friday will be light but we should be able to shift our work flow to accommodate this. I really hopes this works well because my ultimate goal is to create solid employee loyalty and facilitate a better work-life balance for them. I will keep you posted on the outcome. I'm thinking this will also make hiring pretty easy as well21 points
-
We build a bulkhead for a business Jet. It's flat on one side with pockets on the other. In the past, we have scraped many out of TOL. from warpage. Recently, I re-programmed this part with success and little distortion. Constellium, our material supplier was impressed with the part and asked to purchase one of these to take to the show. Of course, we requested permission from the OEM. They did grant permission as well as instructions to modify the part and rivet a name plate. This was displayed in there area of the Paris Air Show 2023. I am proud of this work. Thanks for reading, Steve Austin
 21 points
21 points -
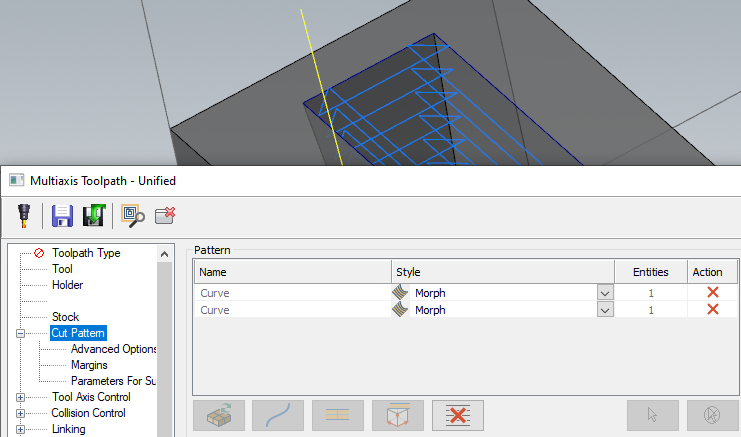
Take a look at this and see if it'll work better for you. I didn't have much time here between meetings with customers, but I slapped a Unified > Morph on it (Guides would give you approximately the same results). I turned on Smooth corners (so it doesn't do a 90° bend in the corners) and I also extended it. Also, I changed your linking to be a blend in small gaps, so it transitions nicely instead of "direct." The only other change is Op2 is the same as Op1, but I put on collision control for you so it won't gouge the blades.Sample - Unified.zip One other thing you can do is get fancy with trimming the "corners" to make the toolpath smoother, and then do a small toolpath in front of the impellers, something like this: I didn't have time to play that much and I didn't want to leave you hanging until this afternoon when I would have had a chance to do it.
 18 points
18 points -
Hello forum people! I wanted to let you know that after 9 years here at the helm of Multiaxis and Hole Making, I'm going to let someone else have a turn at the tiller. I'm going to transition into owning a shop nearby in Hartford, starting on Monday. This is my last day @ CNC Software. Thank you all for being here! I've been on eMastercam longer than I've worked at CNC, and I'll be here long after, but I may lose access to this particular account. I'm not sure Cheers,17 points
-
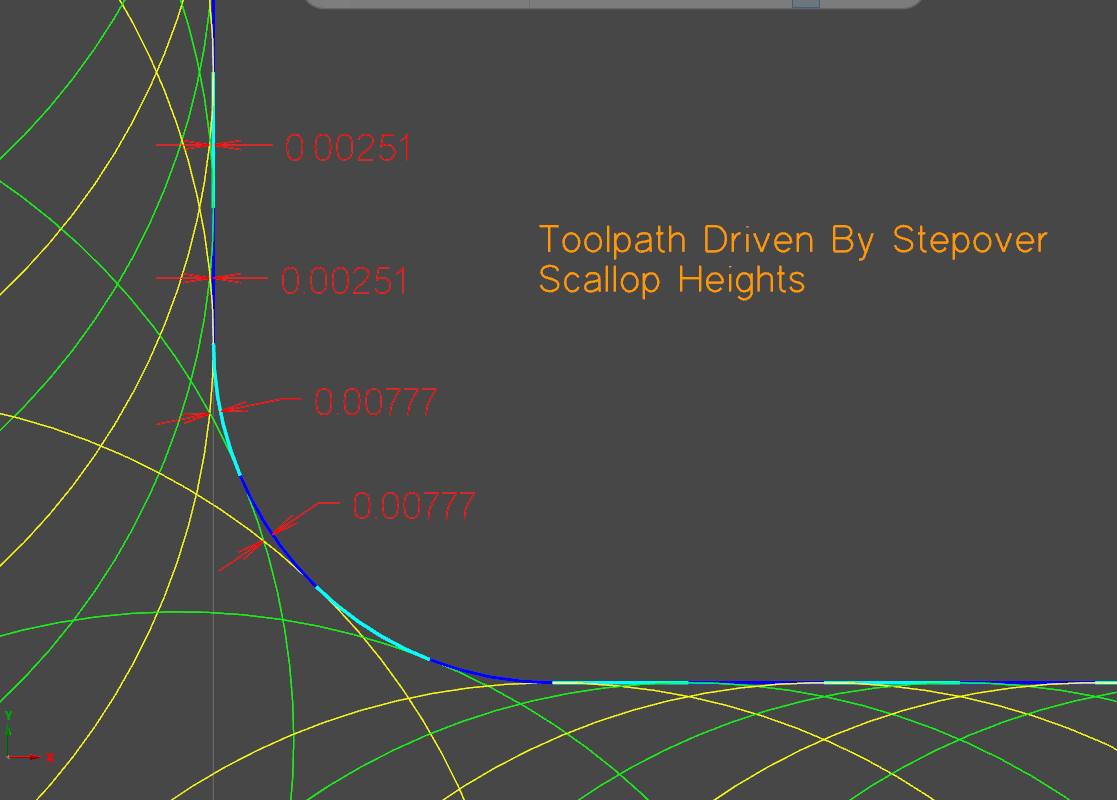
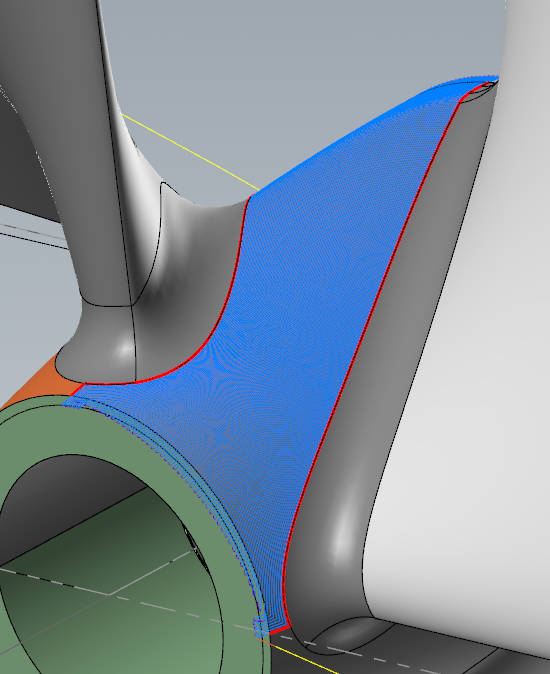
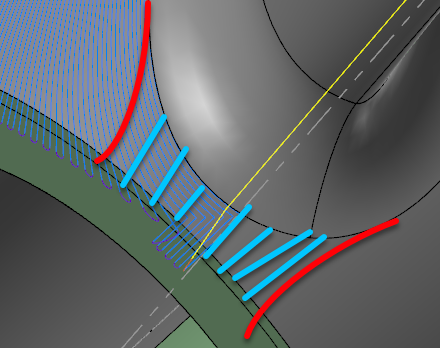
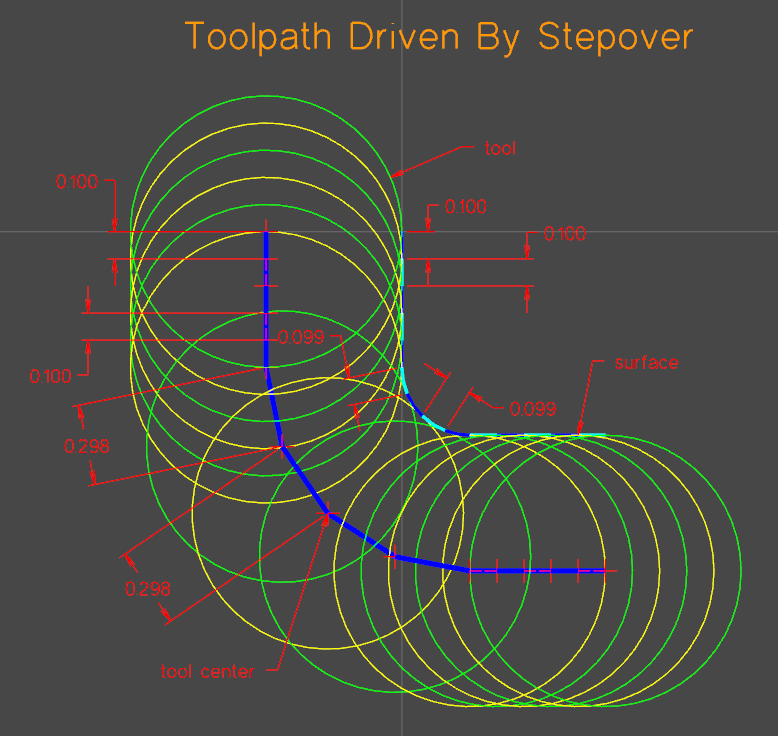
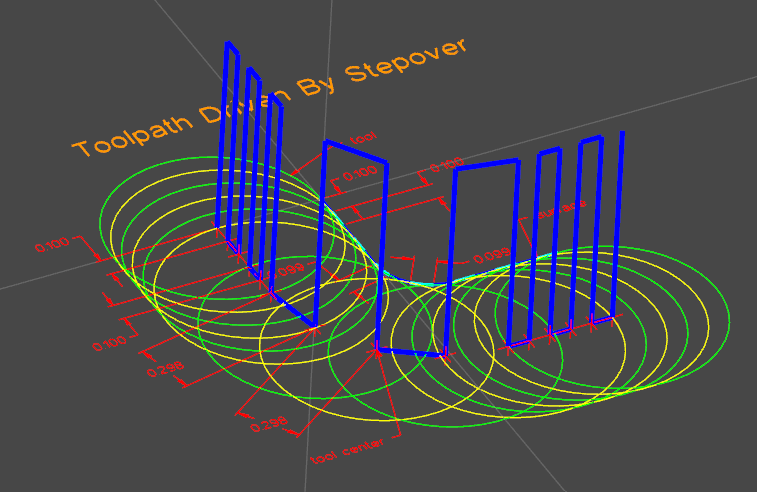
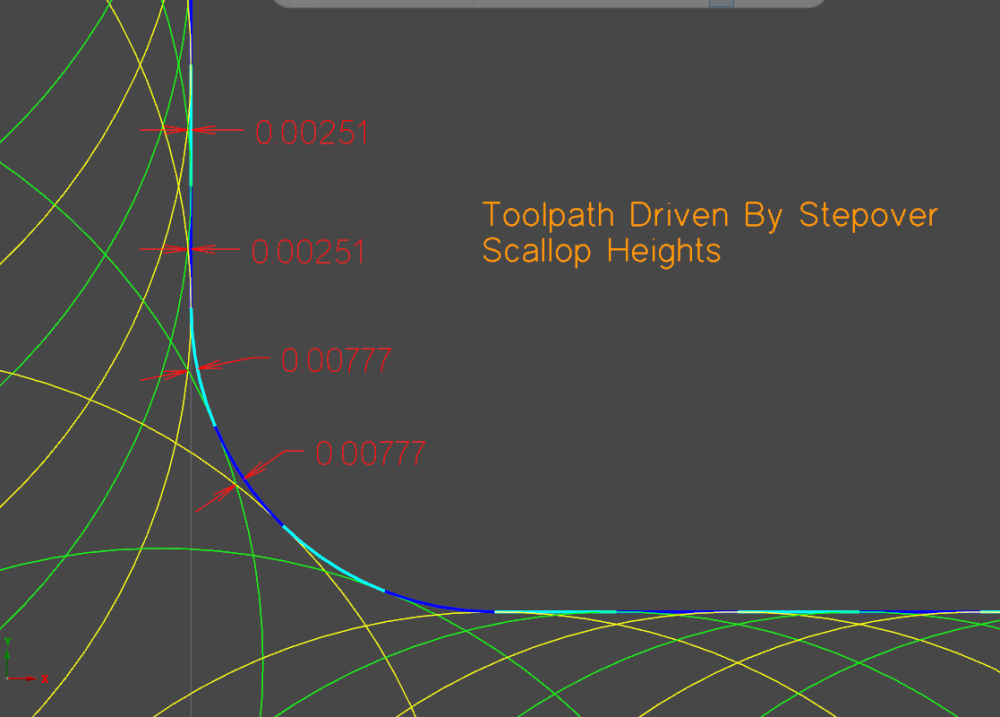
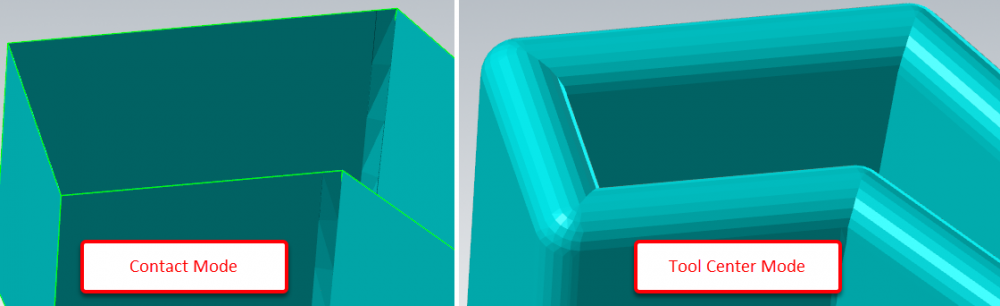
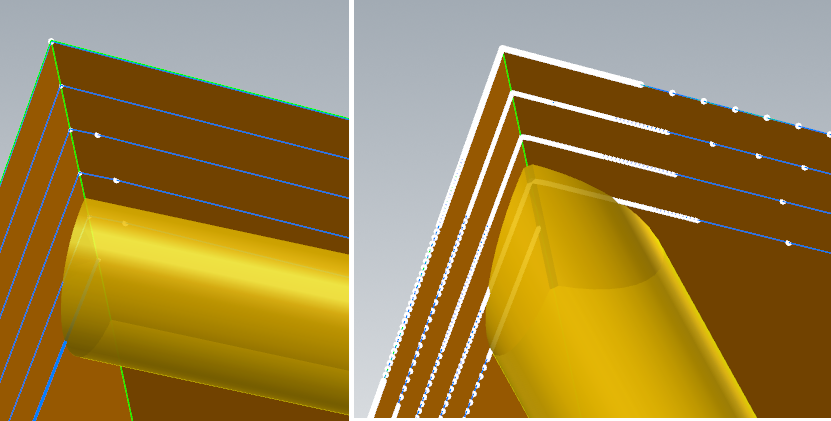
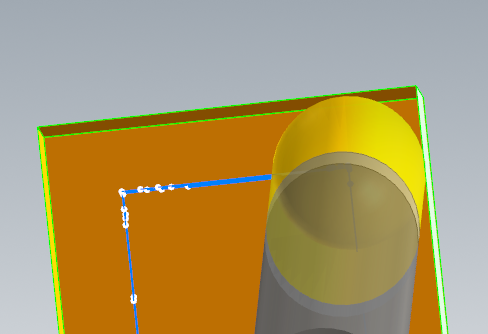
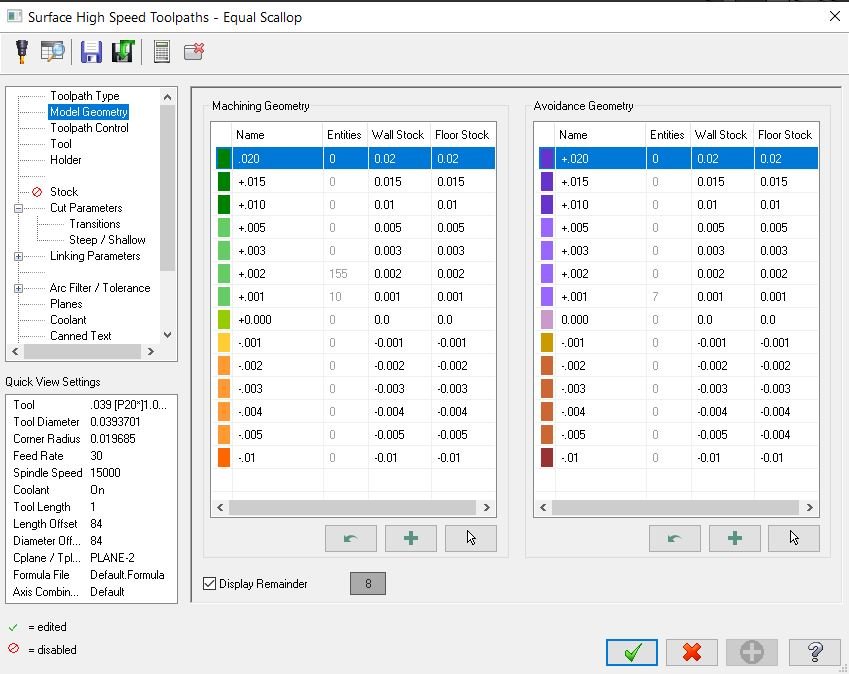
Wanted to do an in depth explanation of this because it took me a long time to figure out when to use stepover vs scallop and why. Tool center and tool contact point are two different things. The toolpath lines we see in backplot are where the center of the tool will be. When surfacing around a radius and driving by stepover, the center of the tool must take larger steps to keep the stepover at the contact point consistent. In these pictures you can see when driving the toolpath based on the stepover, the stepover around the radius stays consistent at .099-.100, but the tool center stepover is much larger around .298. An unexpected consequence of using stepover is the scallops around a radius will be bigger or smaller than scallops left on flat surface. When using scallop to drive the toolpath, you tell Mastercam you care more about the height of the scallop than the stepover. This causes the stepover of the contact point to shrink around outside radii and grow around inside radii. Dropbox Link To File and Pictures (MC2023) Please correct me if there are any mistakes in this explanation. I think I have a solid understanding of this concept but there's always more to learn. Hope this helps!
 15 points
15 points -
and as I Have said at least 100's of times......don't... It uses copious amounts of system resources to visualize a thread. When I import tooling that has threads, the very first thing I do is get rid of the thread. File under, Just because you can doesn't mean you should. JM2C YMMV13 points
-
Yep. I made a little video to show how to do it:13 points
-
My co-worker and I looked at a project several years ago. We both agreed on a cycle time window. Customer had a time study from a competitor that was 25% lower than our time study so the sales guy asked us to take a look at it so we did. We revised our number and figured out a few ways to shave some time with form tools. We dropped 5%. But we said not a second less. So we told the sales guy to advise the customer to put in putative damages clause because there was no way in hell that part was going to be made in that other AE's estimation. They did do that but they went after the sexy quote instead of the honest one. End result; the AE that wanted to be the hero got fired. He was off by roughly the amount we estimated. Basically the customer got the machine for the builder's cost and because they bid the job based on that AE's time study time they lose money. Every. Single. Part. They never once asked why we thought the cycle time would be what we thought. I'll tell you what, when we saw that cycle time we assumed we f***ed up, and took an even deeper dive on it the 2nd time and we found 5% savings. Lost the sale but maintained our integrity and didn't cost our company money.13 points
-
I learned how to edit posts back when V6 (not X6 for the kids in the room) in the mid 90's. I was working for Mori Seiki (not DMG for said kids) at the time and I had a showroom with 7 machines I think and I needed like 4 different posts. This also pre-dated MPMaster so I had to start with MPFan. My local reseller (CAD/CAM Consulting) was instrumental in helping me get started. They gave me the old Post Processor Book which I read cover to cover on a business trip (on my own time). I asked a few questions and was able to figure a fair chunk of it out. I'm nothing special. Barely graduated High School. Suck at math (at least the paper and pencil kind). However, I wrote LOGO (Apple) and BASIC (Commodore, etc...) programs as a kid so I had a very basic understanding of computer programming. I said all that to tell you that YOU are responsible for your own knowledge. Not your employer. Not your school. Not your CAD/CAM reseller. YOU! It's not popular. It's not convenient. It might even be offensive. However, truth is true regardless. Now all that said, you should be able to get hold of the Post Processor Documentation from your reseller. They are responsible for getting you that information if you ask for it. They aren't helpful or knowledgable? Good. It's an opportunity to expand your professional network. Post Processor Development is hard? Good. We should all strive to do hard things. That is what creates elite professionals. Don;t know how or where to start? Good. You can to the right place. There's some GOOD mentors here if you don;t mind putting in the sweat equity. Guys like @Colin Gilchrist, @crazy^millman, etc... have been here forever and are more than happy to share their hard earned knowledge. So, you will need to have an idea of what modifications you need to make so I'm going to suggest you create a SIMPLE sample file (or files) to work from. This will save you untold hours of immense grief. Too few do this and pay the price later. This file should contain only enough "stuff" that you need to create any anticipated conditions you will encounter. So drilling cycles. Drill. Drill with Dwell. Peck. Chip Break. Bore. Bore with Shift. Bore with shift and dwell. A contour path or a rectangle... or a single line. A small surface patch. etc... Seriously. Simple is your friend when you're debugging a post. If you've got some massive mold cavity with 200 operations, you'll NEVER get anything accomplished. Toggle the coolant modes. etc... Seriously, you can have a decent sample file with like 20 operations and like 3 tools to test 90+% of what you'll run into. And last but not least, figure out where/who your resources are. Don't ask for free $#!+ (not that you did/do/are... I just put that in for the benefit of future readers of this topic) ... ask for help to learn. You'll get WAY farther personally and professionally. Post work is hard. There's no two ways about it. I'm not nearly as good as I was BITD because I've got new tools/toys that make post building infinitely easier but i never forget where I came from because it's what brought me here where I am now. HTH13 points
-
March 23, 200013 points
-
Sorry G, Dylan called it.. Time to set up a drip feed for your dinosaurs Here you go, sir:12 points
-
We've had some heavy rain recently and a giant sinkhole across the street ate a large power transformer. The power company has been working to repair it for a month, They were supposed to shut power down on the whole block last Saturday night for the final hookup, but got called out to an emergency and didn't get it done. This morning, they informed us that power would be shut down tonight at 1AM and would be off for 9 hours minimum. Obviously, the shop can't run tonight or tomorrow, but 1 phone call to CCC and they delivered 3 temporary Mastercam software licenses an hour later. My guys can work from home tomorrow, get a one day jump on the shop and not miss any time . Great service !!!12 points
-
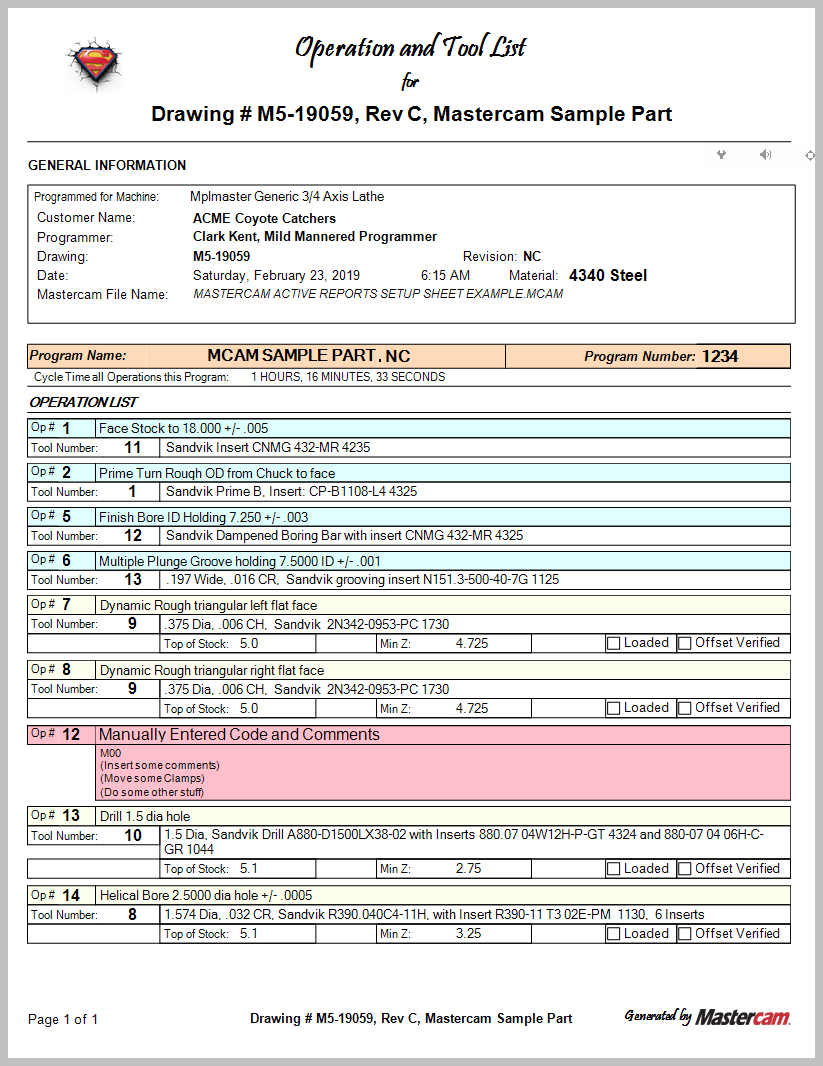
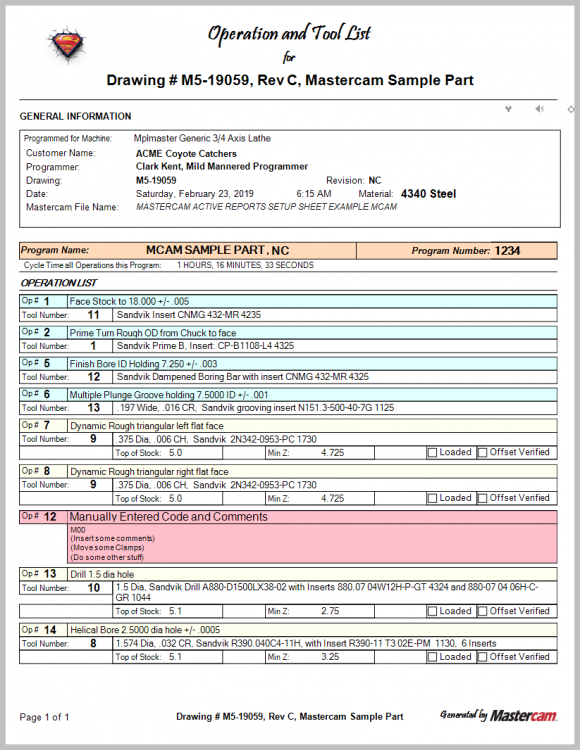
Greetings all, I have developed a setup sheet that is really more of an Operation check list. Developed for minimal paper waste. It works with all three of the main program types without changing report templates: Mill, Lathe, and Mill/Turn. The operations are color coded: Blue is turning, Yellow is Milling, and red is Manual Entry. If the tools are named in Mastercam the way that I recommend, all of the information will be there for the operator: Insert codes, etc. Included in the zip file that is attached is a sample turning program with milling, the Active report templates, a Word doc with instructions on how to install and where to enter information. For best results, pay close attention to the Word doc on what and where I enter the names and comments of the tools and operations. Disclaimer: Use at your own risk. Active_Reports_OP_Tool_List_short.zip
 12 points
12 points -
In-House Solutions is excited to release all of our Mastercam 2023 training material free of charge. You are free to download the pdf training material and Part files but check back often as we do update this material regularly. This is the same training material we use in our training classes you just don’t get the expert trainer to walking you through it. https://www.inhousesolutions.com/resource/mastercam-2023-training-links/?fbclid=IwAR37BKhkMZ2SFG6_3x2l54fH-hdj9hCVQti4mQtgs0mPhoYu_uPEH1h_SYc11 points
-
Shameless plug Ron week on CamInstructor. You can always call me. I liked working with you in the past and would be glad to help you when I have time.11 points
-
Sorry about the delay, I just now got a chance to play with it. Here's a video showing how I did it: I feel like I should put a Like and Subscribe and a Patreon plug in there11 points
-
Was doing some documentation and parameter stuff today and figured I'd share. FANUC gets a bad rap for a number of reasons, many reasons are self inflicted, however that doesn't take away from the power that is available on machines with Custom MACRO B. Nearly everyone knows G10 (FANUC's key to write to tool offsets, work offsets, parameters, etc...). It's not the only way though; Another way to write/access work offsets; Common(EXT) [#_WZCMN[1]]=-10.1234 (WRITES -10.1234 TO THE COMMON WORK OFFSET FOR X) [#_WZCMN[2]]=-8.7654 (WRITES -8.7654 TO THE COMMON WORK OFFSET FOR Y) [#_WZCMN[3]]=-16.5432 (WRITES -16.5432 TO THE COMMON WORK OFFSET FOR Z) [#_WZCMN[4]]=-1.234 (WRITES -1.234 TO THE COMMON WORK OFFSET FOR THE 4TH AXIS) [#_WZCMN[5]]=54.321 (WRITES 54.321 TO THE COMMON WORK OFFSET FOR THE 5TH AXIS) G54 [#_WZG54[1]]=-10.1234 (WRITES -10.1234 TO G54 FOR X) [#_WZG54[2]]=-8.7654 (WRITES -8.7654 TO G54 FOR Y) [#_WZG54[3]]=-16.5432 (WRITES -16.5432 TO G54 FOR Z) [#_WZG54[4]]=-1.234 (WRITES -1.234 TO G54 FOR THE 4TH AXIS) [#_WZG54[5]]=54.321 (WRITES 54.321 TO G54 FOR THE 5TH AXIS) G55 [#_WZG55[1]]=-10.1234 (WRITES -10.1234 TO G55 FOR X) [#_WZG55[2]]=-8.7654 (WRITES -8.7654 TO G55 FOR Y) [#_WZG55[3]]=-16.5432 (WRITES -16.5432 TO G55 FOR Z) [#_WZG55[4]]=-1.234 (WRITES -1.234 TO G55 FOR THE 4TH AXIS) [#_WZG55[5]]=54.321 (WRITES 54.321 TO G55 FOR THE 5TH AXIS) G54.1P1 [#_WZP1[1]]=-10.1234 (WRITES -10.1234 TO G54.1 P1 FOR X) [#_WZP1[2]]=-8.7654 (WRITES -8.7654 TO G54.1 P1 FOR Y) [#_WZP1[3]]=-16.5432 (WRITES -16.5432 TO G54.1 P1 FOR Z) [#_WZP1[4]]=-1.234 (WRITES -1.234 TO G54.1 P1 FOR THE 4TH AXIS) [#_WZP1[5]]=54.321 (WRITES 54.321 TO G54.1 P1 FOR THE 5TH AXIS) Tool offset registers (Memory C by var. name – D-Comp – Param. #5004.2=1): These registers may be read from and or written to. H-GEO H-WEAR D-GEO D-WEAR T1 [#_OFSHG[1]] [#_OFSHW[1]] [#_OFSDG[1]] [#_OFSDW[1]] T2 [#_OFSHG[2]] [#_OFSHW[2]] [#_OFSDG[2]] [#_OFSDW[2]] T998 [#_OFSHG[998]] [#_OFSHW[998]] [#_OFSDG[998]] [#_OFSDW[998]] Tool offset registers (Memory C by var. name – R-Comp – Param. #5004.2=0): These registers may be read from and or written to. H-GEO H-WEAR R-GEO R-WEAR T1 [#_OFSHG[1]] [#_OFSHW[1]] [#_OFSRG[1]] [#_OFSRW[1]] T2 [#_OFSHG[2]] [#_OFSHW[2]] [#_OFSRG[2]] [#_OFSRW[2]] T998 [#_OFSHG[998]] [#_OFSHW[998]] [#_OFSRG[998]] [#_OFSRW[998]] Pretty much everything has a name. In the FANUC Series 30i-MODEL B Common to Lathe System/Machining Center System OPERATOR'S MANUAL B-64484EN_03 they can be found in the Custom Macro section. HTH11 points
-
All a college degree proves is that you are capable of learning. It is experience at the school of hard knocks that makes you valuable to an employer11 points
-
So week 1 has come and gone and spindle hours were up 15% from the last week in July where we were at normal operating conditions.11 points
-
Hey Everyone, I've been answering some 5-Axis Programming questions for one of our members by email, which is a terrible method of conducting training. I've decided to try a new feature on YouTube, and I'll be hosting a "YouTube Live" event this coming Saturday, starting at 2:00 PM Eastern Time. I think we'll likely go for about 2 hours, and I'll be covering some very basic 5-Axis toolpaths. I'll mostly be focusing on Curve 5X, and how to do some basic geometry creation (Tool Axis Control Lines), for 5-Axis Trimming. This is my first time using YouTube Live, so I'm not sure if I can schedule an event (like you would for a Webinar). I will post a link to the Webinar in this thread, about 10-15 minutes before the start of the Live session on Saturday. For anyone who can't make it, I will be hosting the video recording of the session on my YouTube Channel. (See link in my signature.)11 points
-
You can easily start a fire which burns through the bottom of your machine, and continues burning through the concrete, until all the magnesium is consumed in the fire. Fire suppression is a good hedge against risk, but fire prevention is much more important. A Class "D" extinguisher may save the fire from spreading to your entire shop, but it may not save the machine. I worked at a shop which occasionally would build parts from large magnesium casting. These are machined on open-bed Deckel CNC machines (before the merger), and the orders were to "sweep up all the chips/swarf after each and every cut, and transfer the chips to the chip barrel outside, at the far end of the parking lot". Letting the magnesium chips build up and/or moving on to other operations/work before cleaning up the fire hazard, was a terminable offense. When I was young, I thought this was overkill. With the benefit of experience comes wisdom, and now I completely understand and agree with the need for these rules!10 points
-
Yes very serious offer. How I feed my family and keep a roof over my head. i was in Oregon a couple weeks ago supporting a customer. I helped reduce a run time on a proven part from 5-1/2 hour to 2 hours. They are running 40 parts a month for the next 3 years. They have gained 5 hours per part 2-1/2 per part savings and 2-1/2 hour to use on other parts. 40 hours of my time resulted in 2400 hours a year in savings for that customer. I am working on a mill/Turn part where i think we will see the same kind of savings. Two parts that saved a customer over 4000 hours proves I might know one or two things about manufacturing. Not perfect and not the best, but I have 35+ years experience so that does help. I have been to 46 states, 30 countries and 4 continents in my travels.10 points
-
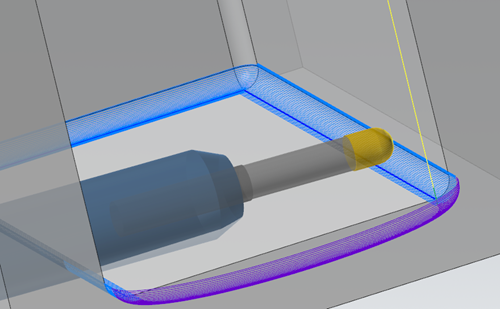
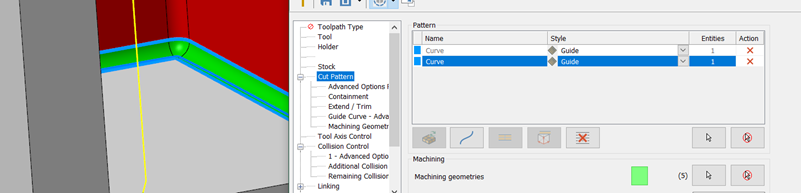
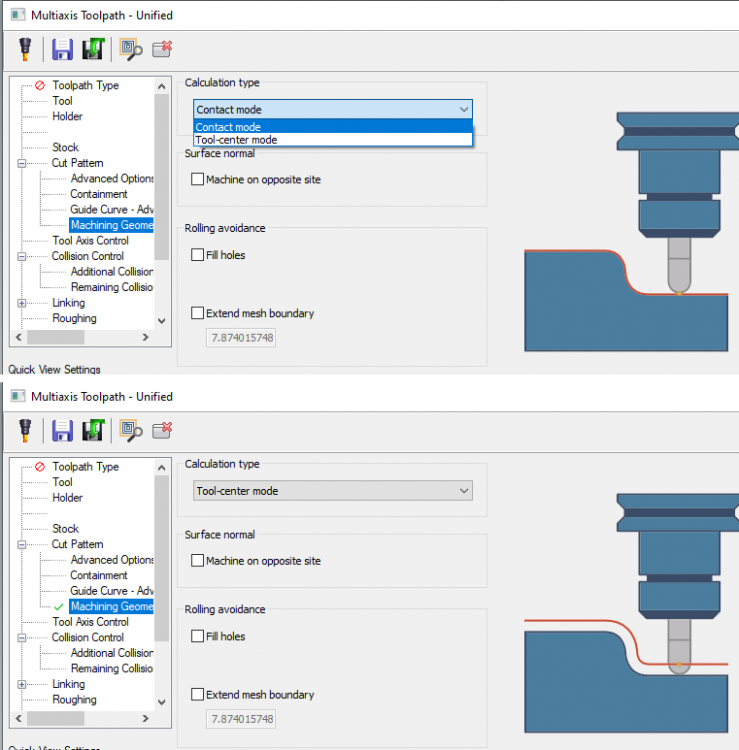
Tl;dr - Cut Pattern > Style to Guide instead of Parallel, or, Advanced Options for Surface Quality > Method > Exact instead of Approximate. ---------------------------- The reason for this is the collapse of the pattern due to your tool axis control. If you turn off collision control and set the Tool Axis Control back to "surface", here's what the "raw" Parallel toolpath looks like: When you turn on Tool Axis Control set to Fixed Angle to Axis (good call, BTW), it keeps all of these passes, but it's now trying to keep the same surface contact point with the new tool position. Since the toolpath is set to Center/Tip, it looks worse than it would if you could see the contact point, but that's still a really fine stepover for a fillet at the bottom. The changes I would make: Change the pattern type to (2) Guides instead of Parallel. That'll let the toolpath blend between the top and bottom better and you can benefit from Machining Geometry > Calculation Type > Tool-Center Mode (the default), where it's smart enough to calculate it based on the tool center. It gets rid of the gouging/fishtailing you have on the corner as well. When your fillet is almost the same size as the tool like it is in this case, I'd recommend tightening up the Cut Tolerance, maybe .0001 instead of the default .001? I'd also change your Collision Control to tilt to avoid the walls unless you have a specific reason to ask it to retract if it gets close to the wall? I think you'd prefer to have it tilt away. You probably don't need to use the second collision control.
 10 points
10 points -
Make sure everyone in the department uses the same posts. There's multiple ways to handle that and which way works best depends on your IT Infrastructure. Create a method for setup guys to put program change orders in.. amd when practical MAKE THE CHANGES. This way setup guys feel some ownership in the process and heads off the need for han-edits at the machine. Figure out each guy's strengths and weaknesses. If you can, 80% of the time give them projects that will challenge them and 20% of the time give them something they can crush. Work from common tool libraries and use common workholding whenever/wherever possible. Make sure you've got your holders in the tool library too. Reward excellence, not only programmers that put out quality programs, but that try new things AND SHARE with their peers. There's no room for the guys that keep stuff to themselves anymore. Those days are gone. We can't keep hurting ourselves because some guy's fragile ego can't handle competition. Just a few thoughts off the top of my head.10 points
-
We have just posted our updated 2024 training material on our website. See this link to download https://www.inhousesolutions.com/resource/mastercam-2024-training-links/10 points
-
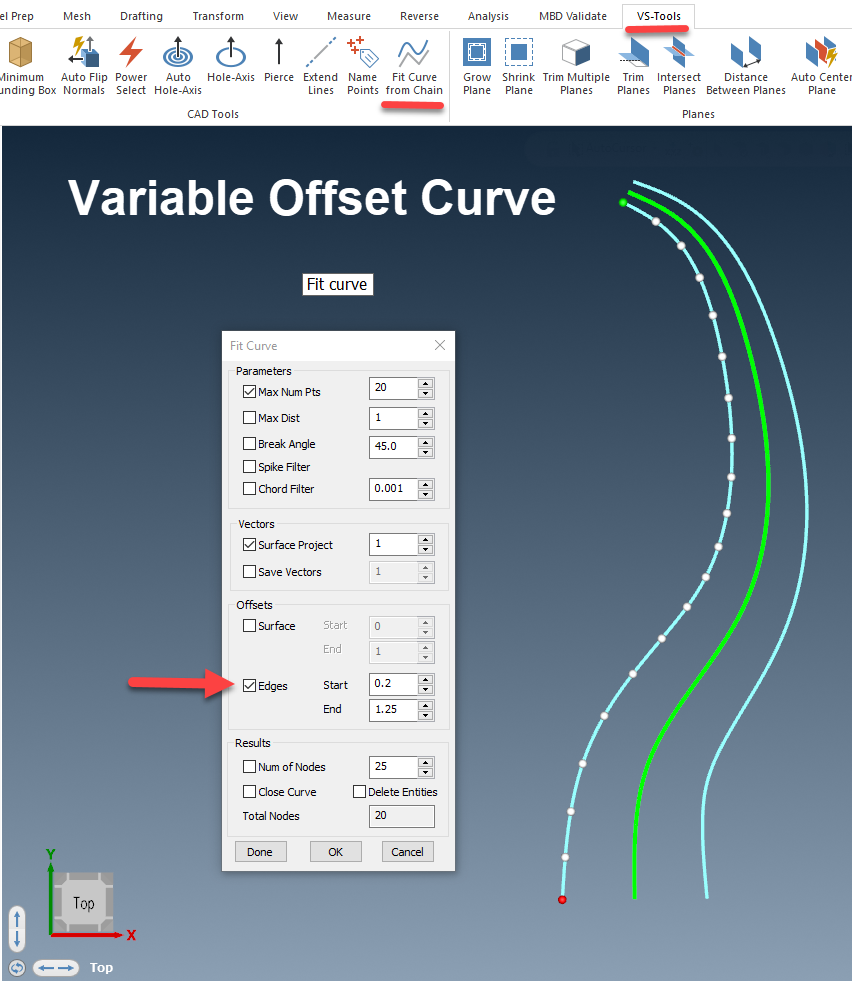
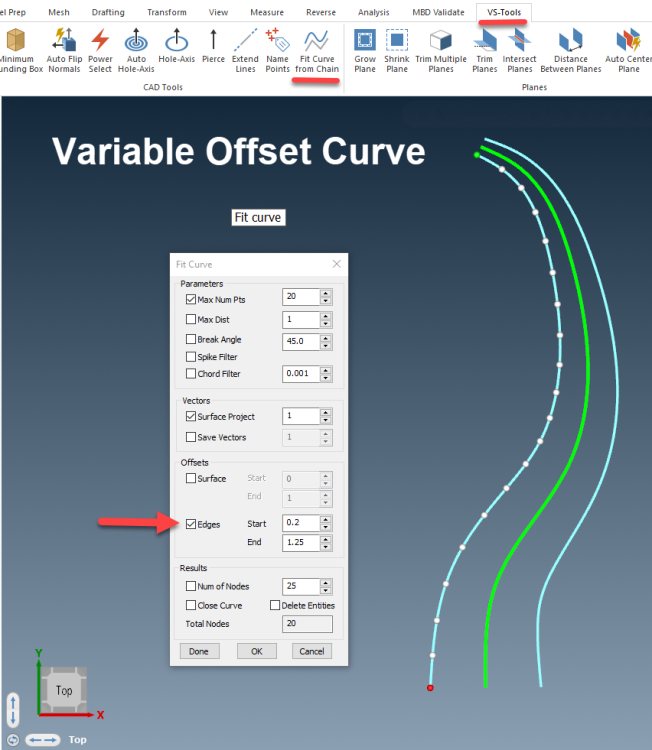
Variable Offset Curve or Spline Here is a simple way to create a variable offset curve in Mastercam. Simply use the Free Tools for Mastercam from Verisurf. https://www.verisurf.com/verisurf-tools-for-mastercam Chain a curve or spline and set the number of points and edge offsets of the start and end, you will get a new variable offset curve to use for your design.
 10 points
10 points -
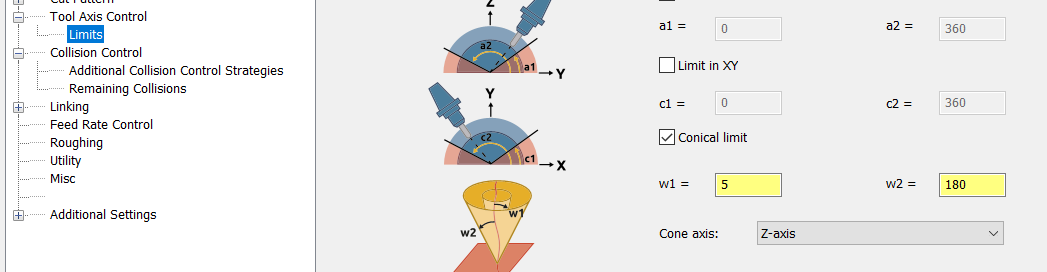
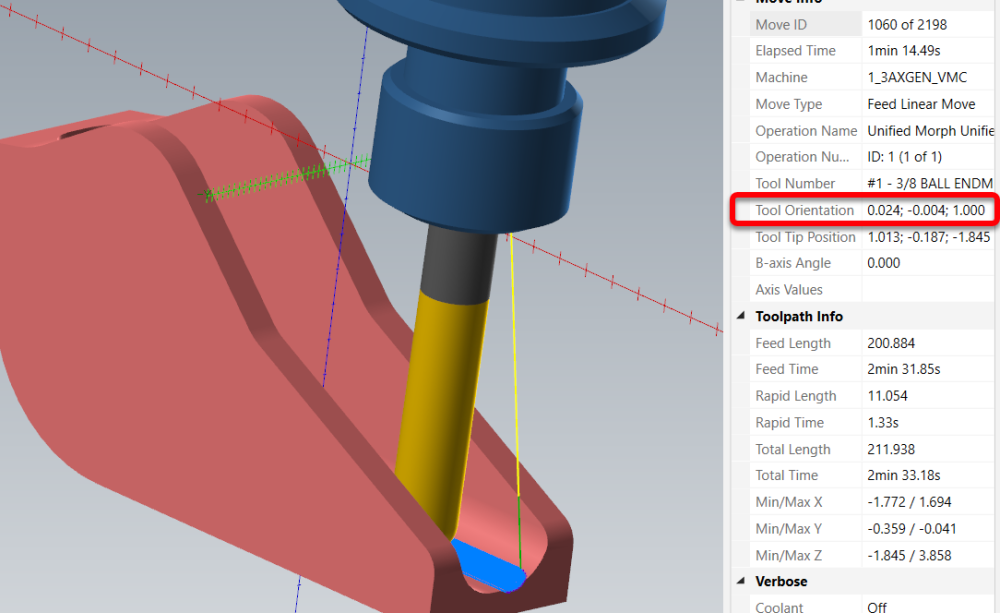
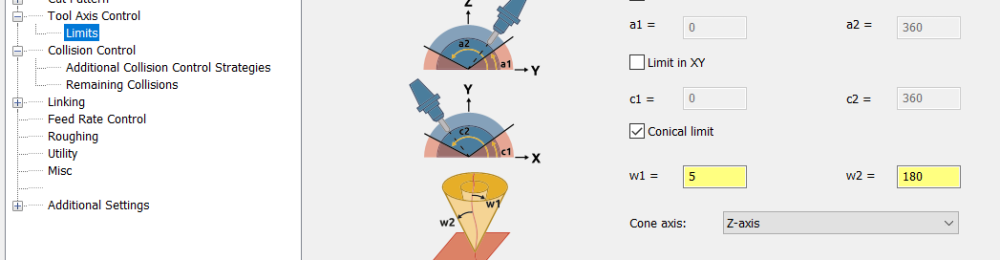
It's a problem that only exists when you post this.. It's called "singularity" when the spindle is perpendicular to the C axis. Basically, because the BC is near 0, it calculates that from one side of the B axis to other it decides that it needs to rotate the C axis nearly 180°. Most likely the transition before/after this move where it crosses B0C0: There's a couple of strategies you can use to solve this, but the easiest way is to simply not let it get vertical. If you limit the toolpath so it isn't allowed to go within, say, 5° of B0C0, you can just avoid the problem. On the tool axis control page, turn on "Limits", then do something like this:
 10 points
10 points -
I really don't understand why CNC Software would release Machine Group Setup, in its current form. - You can "setup your machine simulation", but not really. Because the MGS selections, don't actually "do anything". You still have to use the "Machine Simulation Setup", so I just see a bunch of "extra stuff for the future", with no practical application in 2023. But even worse, things that "used to work in Machine Group Properties", now no longer work in Machine Group Setup. - You can select "material", but that doesn't actually select material for your Speed/Feed calculations. You must go to the "Material button" on the ribbon bar. You actually "set the material" under the Master Model menu, but it is only "displayed" under the Stock Setup. Why wouldn't they just use the same controls on each panel, so you could see & edit the material type and properties, in both places? - Stock Setup > they got rid of '2-points', and you now must go through the 'Bounding Box' button, to create rectangular or cylindrical stock. But the interface for Bounding Box doesn't really make it clear that you can just "type in stock values", as the first control you are presented with is "manual geometry selection" or "automatic". How is this not completely worse than the old method User Interface for Machine Group Properties? There is the "Machine Setup", which is the files you are programming with (MD/CD/PST), oh, and they stuck the Line (Sequence Numbering), Program Number, and Comment Output Checkboxes, with the MD, CD, PST Files? If it were me, I would make the following changes to the layout of the Machine Group Setup: Page 1 would be Machine Setup > MD/CD/PST, and Machine Simulation drop-downs/selection, and configuration options (move other settings below) Page 2 would be Model Setup > which would include 'Master Model' (Part) section, 'Stock' section, and 'Workholding' section. Material could be assigned/viewed/edited with a 'common control' on both Part and Stock pages. (Keep the 'Master Model' term if you like it, but I think Siemens may have a legitimate grip with using that term, although I don't know if they have it copyrighted, they've been using that term for a long time in their training materials...) Page 3 would be Program & Tool Settings > (Basically, take the "Tools" page, and add some controls, and move some settings from other pages. For example, move Tool & Operation Library selection to this page, also Program Comment Control, Sequence Numbers, and Program Number settings, I would eventually love to see "Control Settings" available on the "Program & Tool Settings" panel, because then all "program output and formatting controls" would be accessible through the MGS panels, rather than having to use the Machine Definition Manager, and Control Definition Manager functions, in a separate part of the software. It would also be cool if there was an option for "material", where we could have a "HUD" (Head's Up Display) checkbox, where that data would display overlayed on the screen, while manipulating the Bounding Box function. It would be cool if you could edit or push/pull the stock size, and based on the HUD being enabled, and material assigned, and see the results of those changes in the HUD data being overlaid on the screen. Vericut has the HUD function for displaying your NC Program, while running, and I love that feature. I think honestly, the only change I really like, is the ability to set a different 'Stock Color' on the Stock Setup page.10 points
-
We actually send very little information to the operators. No comments, no tool information. Most things are checked by the machine... We have multiple tool databases (Mastercam, Vericut, etc...) but our Vericut database is king, meaning if there is ever a question about a tool's geometry Vericut is the record of reference. This is because we have a policy of 100% of our programs passing Vericut before going to the machines so if a tool is constructed to the Vericut spec it is safe to run. We have a software application in our tool crib where the tech enters the tool number and it pulls the tool information from Vericut and displays it on the computer. This includes cutter information, holder information, stickout, and min OAL plus a graphic of what it looks like. The tools are stored in a locked cabinet (Western Tool's FTS system, it is a 10!). When the tool manager needs a cutter he types in the tool number and it tells him the location of the tool by cabinet, drawer, row, and column. We set our tools using a Speroni presetter and the values are entered into our cell controller which will not accept a tool that is out of spec to its definition in the cell controller. The minimum length of the tool definition is equal to the length of the tool in the Vericut library. When the tool is loaded into the machine it triggers a first use macro, so the machine measures the tool with the laser the first time it goes into the spindle. If the tool is out more than .01" it is flagged as broken and prevented from further use. We have one tool library in our shop and that covers turning and milling, CAT40, CAPTO C6, C4, etc... We aren't a huge shop so it isn't an issue yet. These are all SOPs in our shop and they are written into our quality manual for AS9100. The main driver behind most of the processes is the lack of skilled labor in this field and also the fact that even skilled labor folks have bad days and can $hit the bed with the best of them, myself included. Qualified machinists seem to be a dying breed and some of the folks I have seem present themselves as a 'machinist' were really disappointing. Our toolroom manager started with zero machining experience and he started running the toolroom after about three months on the job. This is because he is VERY good at the details but the machines still check his work. Most of our machinists started with zero to less than two years experience and that includes our entire metrology department. The processes are all designed with that in mind. With this system we haven't had a tooling issue in a few years and yes, I'm knocking on my desk right now. I'm not sure this answers the question given above but I figured I'd share our processes on how we handle tooling. We have similar processes for every other aspect of the shop (first article, program prove out, program control, etc...) and they are followed to the letter and thus they work well.10 points
-
When doing dynamic paths and I anticipate slivers that will be problematic. Typically I'll do what @crazy^millman does mostly... i figure out where the problem areas will be with verify,, create a boundary,, then return to that area with a ramping toolpath. Only took grenading a 1" solid carbide endmill to learn that lesson. I call those tuition payments. A statement I stole from Pete Roberts CEO of Origin Maine when he spoke of mistakes made in business calling them tuition payments. These situations are not unique to Mastercam contrary to popular belief. Part topology, approach, stepover, etc... all play a part in the Ultimate outcome and success.10 points
-
There is this series with Ron (He is always on this forum helping us!!). Thanks Ron! Then there is Colin (also on here helping us!!!). Thanks Colin!10 points
-
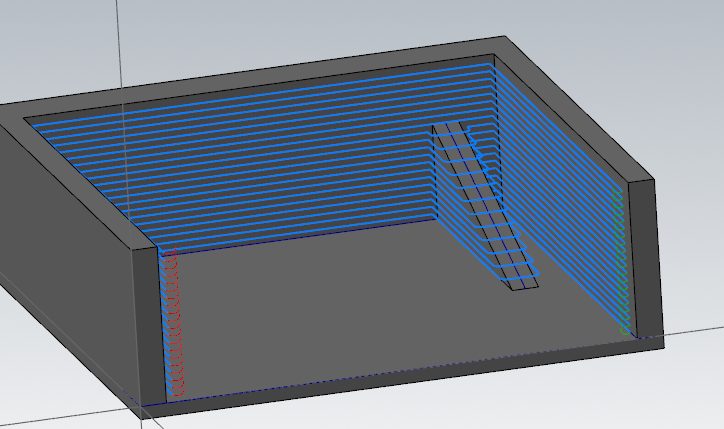
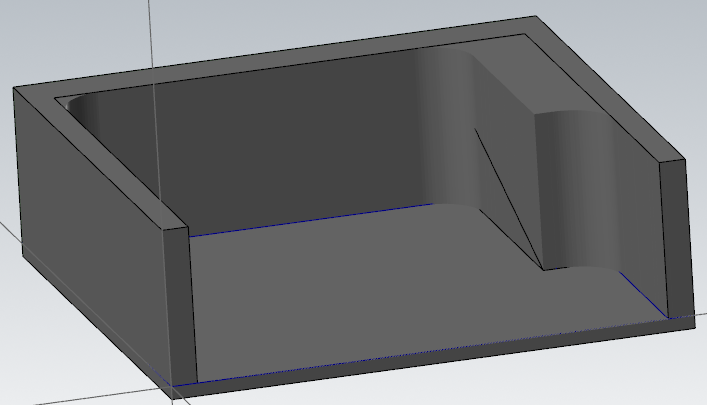
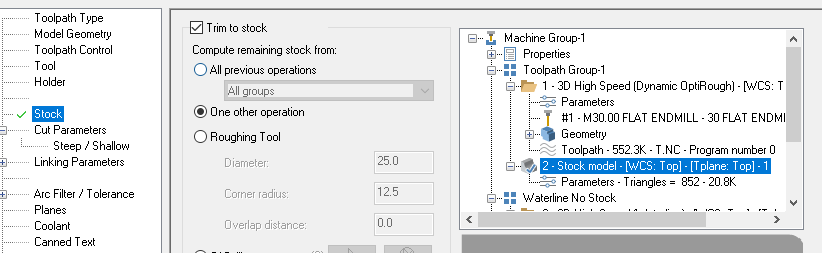
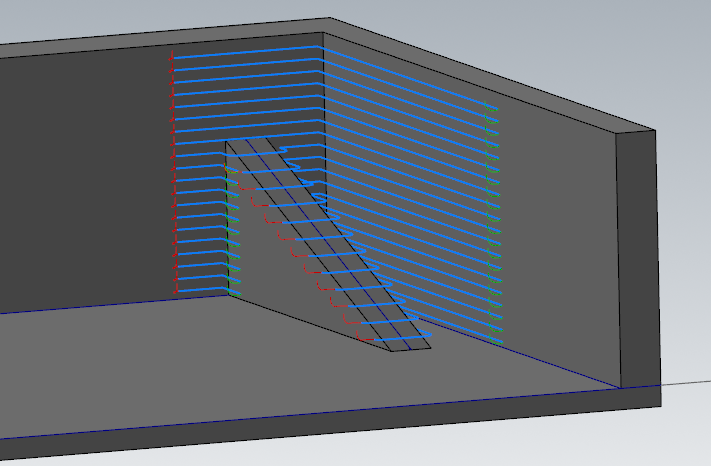
Remember, with Waterline (and all HST toolpaths, and multiaxis toolpaths, and...), you can use Stock. For example, let's say that you waterline the whole inside and get this: If you had a stock model that had the roughed out part: In the toolpaths, go like this: The results will be this: Obviously, this is a poorly done example, but I think that it might make your life easier.. Waterline Stock.zip
 10 points
10 points -
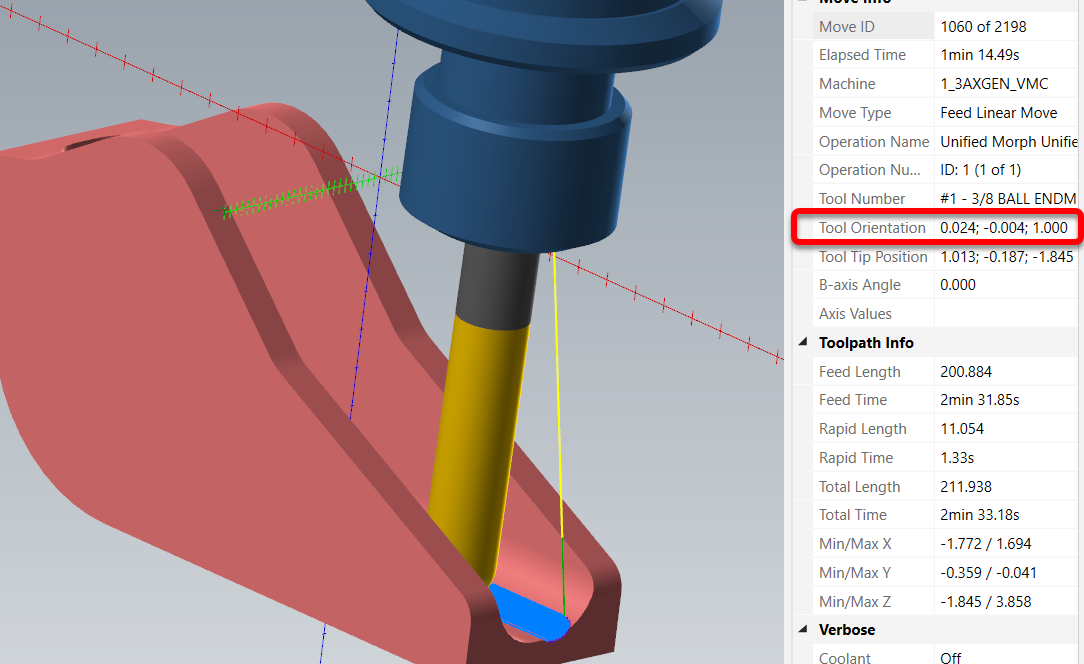
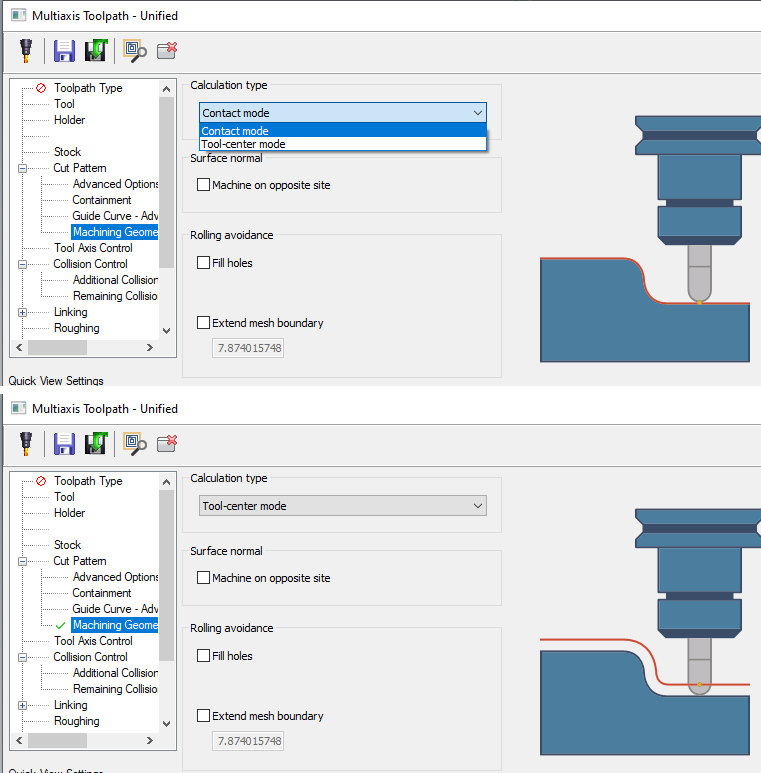
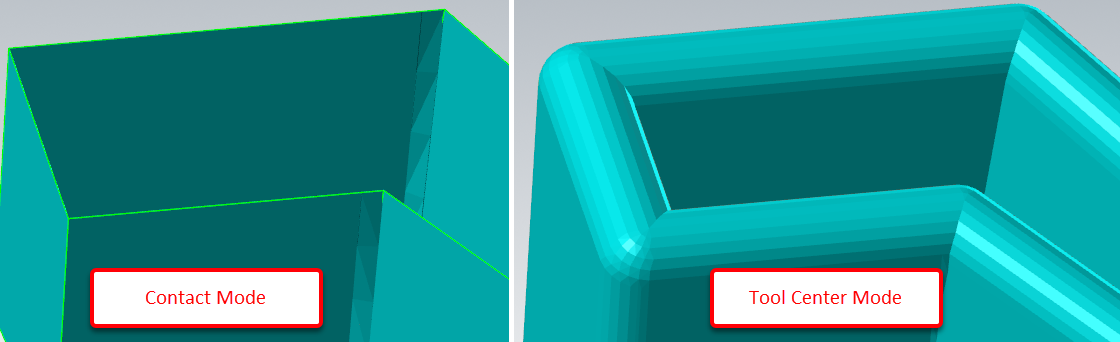
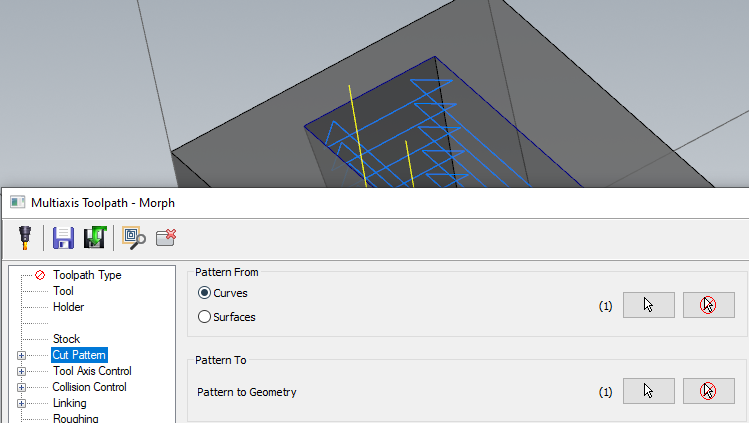
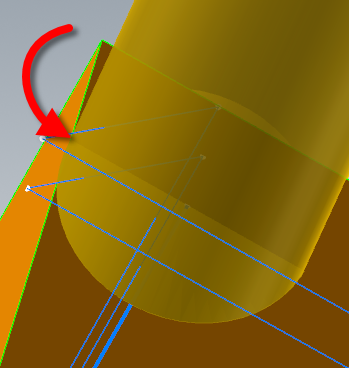
A couple of notes: If you've got Unified set to "Morph," it's the same exact algorithm that the Morph toolpath uses: vs (Images above with no collision detection/corner smoothing). In your case, you're using "Automatic - Morph" which is a completely different algorithm, so it's the same sort of problem, but it manifests itself differently. The older surface-based morph is a bit easier to understand, so let's take a look at why it does what it does (again, no trimming or corner detection): You can see that it's trying to make sure it cuts every little bit available, so it will run the quadrant of the tool right to the edge of the surface. It has "no knowledge" of the other surface at that moment, and relies on Collision Control to deal with it, or a corner smoothing post-process to analyze the resultant toolpath and trim it back to fit rounded corners. The Geodesic method is a a completely different beast. It's going to mesh the entire set of geometry and generate the toolpath on that. It actually has two modes as you've discovered, Tool Contact and Tool-Center mode (pay close attention to the picture, for each, it's important): Tool Contact mode is like making a stock model of your surfaces. Tool-Center is like making a stock model with an additional offset of the radius of the tool (which is why it only works with full radius tools such as Ball & Lollipop): All that is to say, it's the same basic problem as the surface based version, but it manifests kinda different. With both versions of the toolpath, it runs through the magical black box that calculates the raw passes (and that's what's different), and the raw passes are generated from the center-tip. Since the surface based version (old school Morph) is looking at individual surfaces, whereas the Geodesic (Automatic/Guide modes in Unified) will calculate a full mesh, which means that it "understands" that the corners exist: (both toolpaths set to Tool Axis Control > Surface with no collision detection) Look at how much denser the vectors are with the same tolerance Surface vs. Geodesic based! That's because the Geo. recognizes that it will have to "roll" through the corner, and the old surface doesn't, it just runs to the end and then will snap to the next surface. So, now that the Raw Passes are generated, now it applies the Tool Axis Control, which is just going to take all of the calculated points and tilt the tool, then compensate it outwards to maintain the tool contact point, which is why you get the old "Fishtail" with old style, and the weird looking comp thing with the new ones. As you know, you can trim it up some with either Round Corners or Collision Control set to Trim. One of the super-powers of the Geodesic version, though, is when you use a round tool like a Ball Mill.. Being able to calculate the corners properly means that you're going to generate a gouge-free toolpath from the get-go, no need to trim it up with collision or other tricks. Here's what that toolpath would look like if you just ran ball mill in Tool Center Mode instead of a flat: (View from approximately the top) Look at that beautiful contact calculation! Hope this helps your understanding!
 10 points
10 points -
I added all my common stock in the Geometry page on the HST so I don't have to keep changing or adding Stock amounts.
 10 points
10 points -
You'll be seeing a steady stream of these throughout the year- glad they're of use!10 points
-
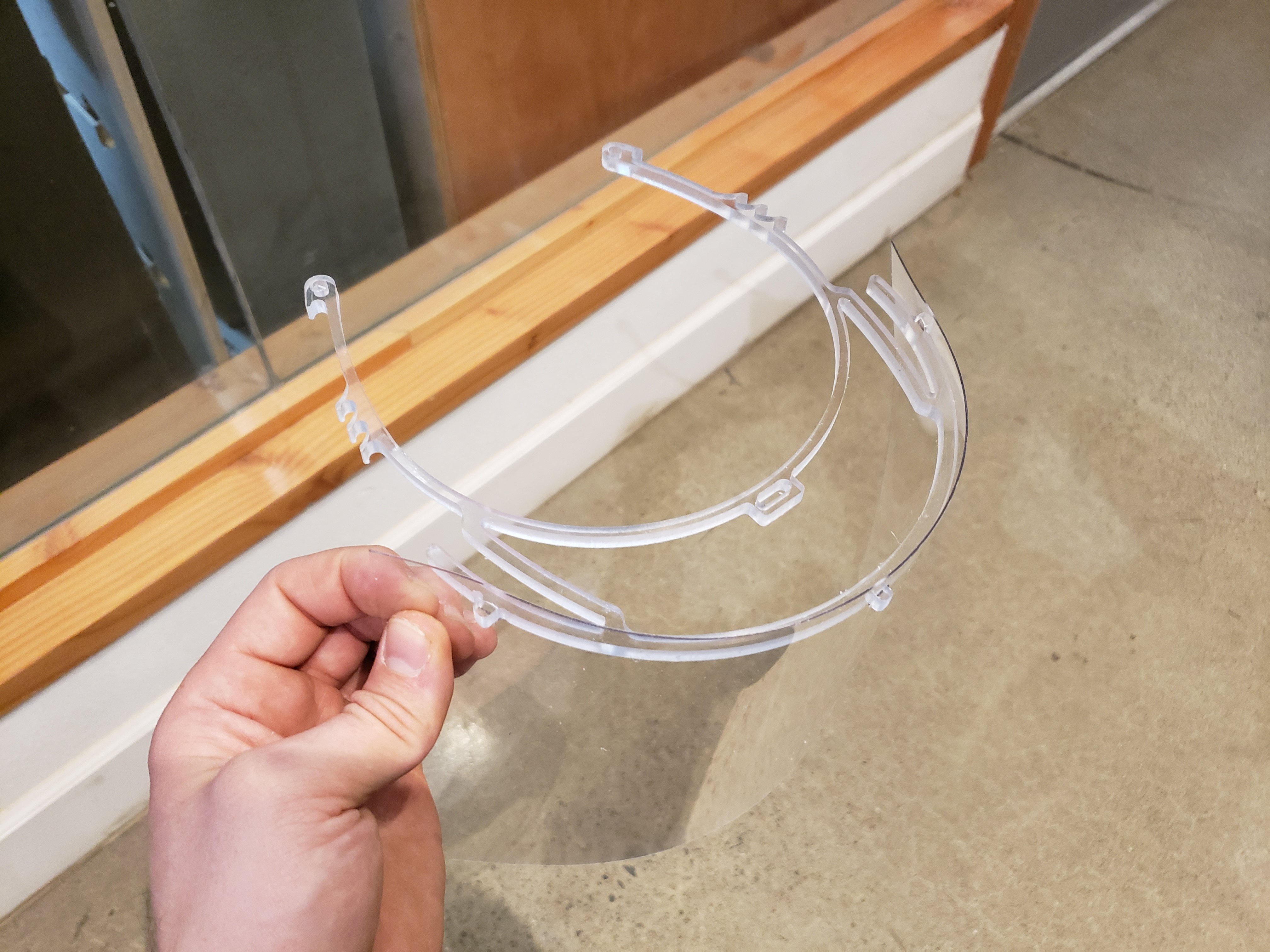
I've suddenly found that my normal work load has dropped off... Last week I started looking for ways that I could use the equipment and skills I have available to make Personal Protective Equipment for our Healthcare Professionals. I'd like to share a project I found and ask if anyone else has found other projects along these lines. I've adapted a 3d printing project to be cut on a CNC router. 2+ hours to 3d print, under 2 minutes to route. Grabcad files for routing: https://grabcad.com/library/covid19-face-shield-hole-punch-v1-1-1 Original Prusa 3d Printing Project: https://www.prusaprinters.org/prints/25857-protective-face-shield-rc1 I hope this is appropriate here, I wanted to reach people who may have the capability to make parts for their local communities, I feel that sharing on social media reaches a more diluted demographic...
 10 points
10 points -
They basically split up Trim/Break/Extend into separate functions. Where you used to be able to trim entities together, trim to a point, extend entities (positively or negatively) all from one dialogue box, you now need to accept and open up a new dialogue box for each function. I also dislike how they change "Extend" to "Modify Length". You used to be able to enter a negative value to shorten the wireframe, now you must select either Lengthen or Shorten and are only allowed positive values in the box. A very good workflow that used to contain a lot of functionality has, in my opinion, been completely neutered.10 points
-
I know one company just laid off 10% of their work force and the remaining programmers just had to pick up the load for a 50% reduction in their programming department. I think their ratio is 10 machines to 1 programmer now. I know of other places where it is 2 machines to 1 programmer. We have a new customer that had 1 to 1 and then they went to 15 to 1 in 2 months when a lot of the programmers left. The brush can be painted so broad that its hard to really say. Verification in what sense? Full CAV package with screen shots of every tool run through the CAV? Or just verify it through Mastercam and call it a day? What do the setup sheets require? We have one customer that if I were to run the program in my shop (if I had one) it would be 40 operations in Mastercam, but for them it becomes 500 operations all named, labeled and detailed out. Complete Tool Lists with EDP, Holders, and built in Mastercam ready to give a tool crib person to build without ever needing to think or do anything but build what you have given them. Can it be a Cat 50 Shrink it with 3/4 5 Flute Carbide endmill 1-1/2 LOC for Ti and that is good enough? Does it require probing? Are these billet, forgings and/or casting? Additive Parts? Printed? Sintered? Weldments? Heat Treatment of part as part of the process? Any Micro finishing? Pressure Testing? Lapping? Grinding? .000 True Positions regardless of feature size on 60" parts out of 7075-T8? I and 2 other programmer spent 1600 hours programming one part that runs for 800 hours. Took the roughing that previously on a similar part was a 100 hours and reduced it to 40. That was not good enough and and the company tried for 18 months to get it down to 10 hours with several different shops and finally settled on the fact that 180 cubic inches a minutes was good enough. Would it be that kind of place that think they can break the laws of physics? Just got project rejected a couple months ago we bid on that I was told my times were to far off to machine the part. When someone figures out how to machine Inconel with Carbide at 2000 sfm or Ti at 1500 sfm with one tool for 120 hours at a time I want to shake their hand. If it is one of those places then one programmer is probably to many people for that company. They are probably the company hearing that someone can use a certain software and after 3 days they can program any machine on the planet and cut any part. That same software is saying people who have spent 5,10,15,20,25,30 or more years learning and stilling learning how to do it are not needed anymore. It that a broad enough brush?10 points
-
I've been having some conversations on the side, and I think I have a fairly complete picture of the situation now, at least. I'm putting this out here so that everyone playing along at home can understand the problem as I see it. It seems like the problem lies in disconnect between workflows using a Structured Language output (not the standard ISO/G-Code) using a CAM system (Mastercam/Partmaker/etc.), vs. the onboard programming language, and how they get the end goal. From talking to a few people, it seems like all of the structured code itself coming out of Mastercam is correct. It's all the stuff around it that's a problem and it really makes it tedious to get running. DMG wants everything ran on the machine in structured format, which is apparently really good at what it does. It will wrap up all of the kinematics into it, so collision avoidance, easy edits at the control, etc. are all enveloped in this which makes it way safer for the operator and way easier for the DMG techs to help with. The downsides are a lot of the things we take for granted in the ISO/G-Code world (i.e., only needing a sync if you specifically call it out) don't apply. Being Das German, ya, there are rules and structures that exist for the sake of rules and structures existing One problem here is that there are very few DMG techs who are familiar enough with the machines and can really help diagnose issues that are related to structure/workflow. Once you leave their conversational programming world, you're in uncharted waters as far as they're concerned. ------------------- The main problem talked about in this thread seems to be related to the "weird" syncing that you have to do in Mastercam MT environment (and, it sounds like Part Maker/Esprit/(possibly?)SolidCAM as well, I have limited experience with PM & E here), where you end up in a bunch of post-processing work manually syncing things and getting your tokens & labels set up correctly. If you were to use the onboard programming environment, then you would get things synced as you went (i.e., make a toolpath, sync it up, make the next one, sync it up). That doesn't really exist that way in Mastercam, as there's nothing to force you to sync it before moving on the next, or sometimes you can't sync yet, because you haven't made whatever it's going to sync to yet, etc. ------------------- Expanding on this last point, there's also not a good way that you can programmatically describe a solution because it's very much part dependent so you can't really even wave a magic wand and get something that's even 75% of the way there by defining a set of rules, e.g., Always sync Approach of Upper Turret before Motion of Lower Turret. That makes it a really tough nut to crack from the programming side as without those rules, it's hard to express to a programmer how to fix the issue. ------------------- So, pragmatically for now, the best way to work in this environment would be to always have the Code Expert window open, and as you work through toolpaths hit the ol' G1 button and make sure that each toolpath is synced & set up as you go. It's the same amount of effort overall, but at least you're doing it in bite sized nibbles instead of having to make the whole pie at once. If there's a set of small, discreet changes that could be made after you're up and running with that, perhaps changes to MT can be made to support it Mastercam can be given a set of "rules" to follow. I.e., All operations with Upper/Left get automatically labeled SP4 and the Lower/Right get labeled SP3? Make an option for this machine only to automatically sync all unsynced Upper channel if there is a single operation on the Lower Channel, etc. Coming up with this list would be daunting. Another option, although significantly less likely, would be to run this up the chain far enough that DMG/Mori sees a problem like this and gives them an option of turning off the requirements to have syncs where they shouldn't really be required to, or accepting that no labels are okay. Does that seem like at least a good summary? Many thanks go out to @scottm085, the "prefer to remain unnamed" customer I talked about earlier, and a few anonymous CNCers and Resellers that I talked to.9 points
-
Yep, you guys are correct on the Machsim/Postability integrated version. There is a reason for the confusion, as confusing as that is! MachSim (by MolduleWorks) has its own post processor (it has to, or else it couldn't figure out how to interpret moves from the CAM system). It's called MultiXPost (https://www.moduleworks.com/software-components/utilities/ppframework/) When you launch "Normal" Machine sim, it's using the MultiXPost to generate moves. As long as it "guesses" the same movements that your Mastercam post will make, you're good to go! If it doesn't guess correctly, though, you can be in for a surprise. An example would be that you're on a B/C machine, and MultiXPost guesses that your toolpath needs B90 C0, but, when you post out of Mastercam, it goes to B-90, C180. Both are valid solutions, but one could cause a problem and one could be fine. What the "add on" allows you to do is to swap out the MW Post Processor for the same MP post processor you'll use in Mastercam to generate the NC, so that the moves that are fed into MachSim are ran through the same engine that will write the code. That means, the X/Y/Z/A/B/C moves are calculated the same as they will be on your machine. You should always see the same B-90 C180 in both (to use my above example). The downside is that it's not simulating M codes, etc. If you have an m-code on your machine that causes the C axis to reset the counter or something, it won't see it. Probing? Won't see it. Tool changes? You guessed it. HPCC causing weird motion? You're not going to see it. You're only seeing what the toolpaths generate. The upside is that because it's not as complete (i.e., requiring a control model to simulate the control state) of a solution, it's a LOT cheaper, and because it's integrated, it's quite fast to check setups and motion. Your Mastercam reseller can give you a final price, but I believe for a "normal" 5 axis machine, it's somewhere in the $3-5k range. What I often tell people about a 5 axis toolpath: Backplot? 50% confidence that it'll run without crashing into something MachSim? 75% confidence MachSim w/ Post Integration: 95% To get to 100% confidence, you really need Vericut/NCSimul/CAMPlete/etc.9 points
-
A good understanding https://www.amazon.com/Secrets-5-Axis-Machining-Karlo-Apro/dp/08311337599 points
-
This is like saying you "just want to load up the pallet pool with material, and take a nap". Can it be done, absolutely! But there is no getting around all the investment in time and labor required to get to the point where you can just "print money". There is no cheap/free lunch in manufacturing. Metal Powder is expensive. So is the engineering required to get from idea to printed part, let alone all the way through "finished and delivered part to the customer". What competitive advantage can you apply, consistently, to make the 3D Printing process profitable in metal or plastic? I have yet to see a "job shop" enter the world of 3D printing (especially metal), and be instantaneously successful. You've got to find customers who are willing to pay for a technology to produce parts which "can't be made through traditional manufacturing technologies" (think engineered geometry like 'ntopology'), where the goal is to create periodic repeating geometric structures, for either "light weighting" purposes (lattice or generative design), or to find more efficient methods of heat transfer (like gyroid or diamond TMPS - triply periodic minimal surface). Most of the 3D Printed Metal Parts I've seen still require some sort of post-process step. Heat Treating or hot isostatic pressing (HIP) treatments help change the density and porosity characteristics of the part. Many 3D printed metal parts still require traditional post-process machining steps (flanges, O-ring grooves, bores, seals, ports, etc.) to make a finished component, ready to be installed on a product or assembly. One of the biggest hurdles to overcome are the materials and testing standards, and inspection processes, to qualify parts for any process which is safety critical. Phillips has sold additive machines since 2000, and distributes for Markforged, EOS, and AML3D. We also build our own Phillips Hybrid machine, by integrating Meltio DED Print Heads onto Haas machines. These print heads feed a commercial welding wire down through the center of the nozzle, and hit the wire with 6 lasers (1,200 watts, 200 each) to form the melt pool. Our machines are an affordable entry point for additive, both new build and component repair processes, but you still need to make the business case for parts to be printed (to make the raw pre-form), and then finished machined. We also sell a standalone Meltio M450 machine, which only prints, but this way you and have one machine printing, while the CNC just handles the machining duties. If you'd like to talk one-on-one, I can share more information and details which I wouldn't want to publicly disclose. For example, Phillips is building and running the Additive Manufacturing Center of Excellence for the US Navy, in Danville VA, for 3D printing additive parts for the Columbia-class Submarine. https://www.linkedin.com/posts/fastechengineering_usnavy-dod-usmanufacturing-activity-7118217521836486658-mO7H?9 points
-
So many questions to give you some good feedback... What kind of machine/Pallet Pool? What type of work? What type of materials? Cube size/Weight of parts? Quantity of each part#? How good are your operators? How well can they follow instructions? Can you do critical features with dedicated tooling/offsets so you know these features are dialed in and don't need to probe? What is the avg material cost for these parts? How many shifts do you run? To really get a 5 axis cell to shine and pump out work takes a COMPREHENSIVE look at the entire process as a whole. This includes the business management side as well because when you really get the parts cranking 24/7 you run into a whole host of problems that have nothing to do with the actual machining... Its really amazing what one spindle can churn out with the right support and encouragement!9 points
-
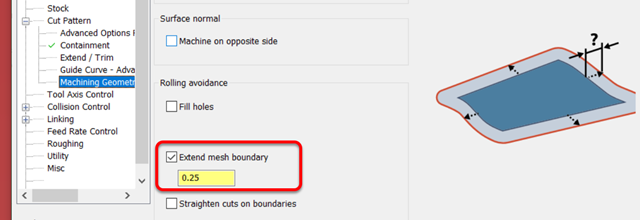
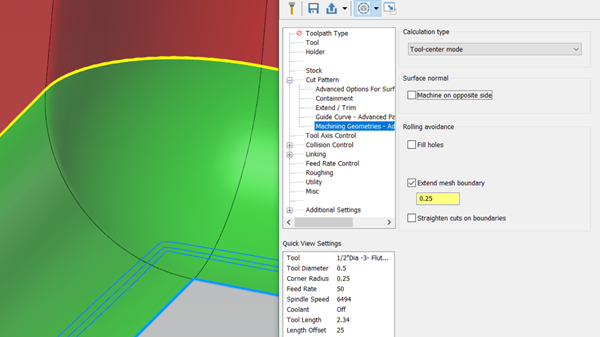
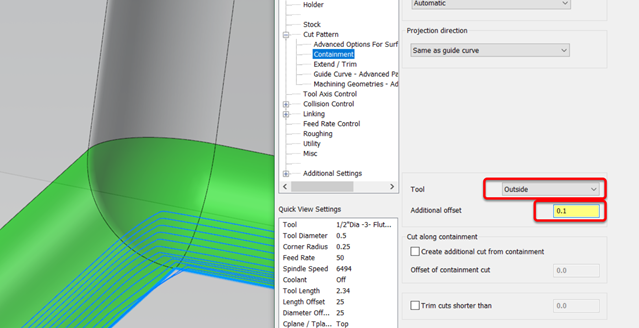
Ah, sorry, I missed that the side extension was essential. It's definitely not as easy as the surface-based toolpaths to do it with the geodesic engine, and you don't have a Top/Bottom extension, you can only do a blanket extension. It's not too hard, but you need a bit of background knowledge to really leverage it. Skip the next paragraph if you don't care about the mechanics of it One important note is that I'd recommend using this with a single Guide chain (Parallel equivalent), as having two that it's trying to Morph between can get a little weird sometimes. Geodesic engines are based on the mesh (they create a mesh in the background from your selected surfaces at whatever tolerance you specify). The edges of the mesh are considered a constraint that it has to stay within, using whatever pattern you wanted it to fit. So, you have two problems to solve: * One is that your mesh (the fillet) doesn't extend at all * Two is that your containment is based on the original mesh. To solve the first problem, use Cut parameters > Machining Geometry Advanced Params > Extend Mesh: You can preview the toolpath, but nothing will change at this point (other than taking longer to generate!): But, in the background, the mesh has been extended on all sides. So, to solve Problem Two, can be solved using Cut Pattern > Containment, and allowing the tool to go outside the containment: Other than that, I think you'd probably have to create the geometry you want to.
 9 points
9 points -
I was telling you! Sorry if I didn't quote you and make that clear. I see that you reached out on LinkedIn as well, and responded to your message. Helping people learn new skills and advance their careers is one of my favorite things to do in life. Early in my career I had mentors/sponsors who took the time to teach me new skills, and helped me to get where I'm at today, and it is my duty to pay it forward.9 points
-
Two PHDs wrote that to give you an idea the complexity of what we do and how they were best equipped at the time to make a book about Mastercam. A lot of owners and Managers still think a Walmart greeter can do this stuff.9 points
-
And the final result!9 points
-
Umm, use Level Set. This gives you the ability to name "groups" of related levels. > OP10 Rough > OP10 Finish > OP10 Fixture > OP20 Rough > OP20 Drill > OP20 Fixture Then you can right-click > All Level Set on/off.9 points
-
and if you are serious about it, you need a temperature controlled work space, temperature controlled coolant and you need to store your material in a temperature controlled environment. you also need a rigorous tool life management system worn inserts may still have some useable life to them, but at some point they are inducing heat into your work. Data like this can only be learned by trial and error though.9 points
-
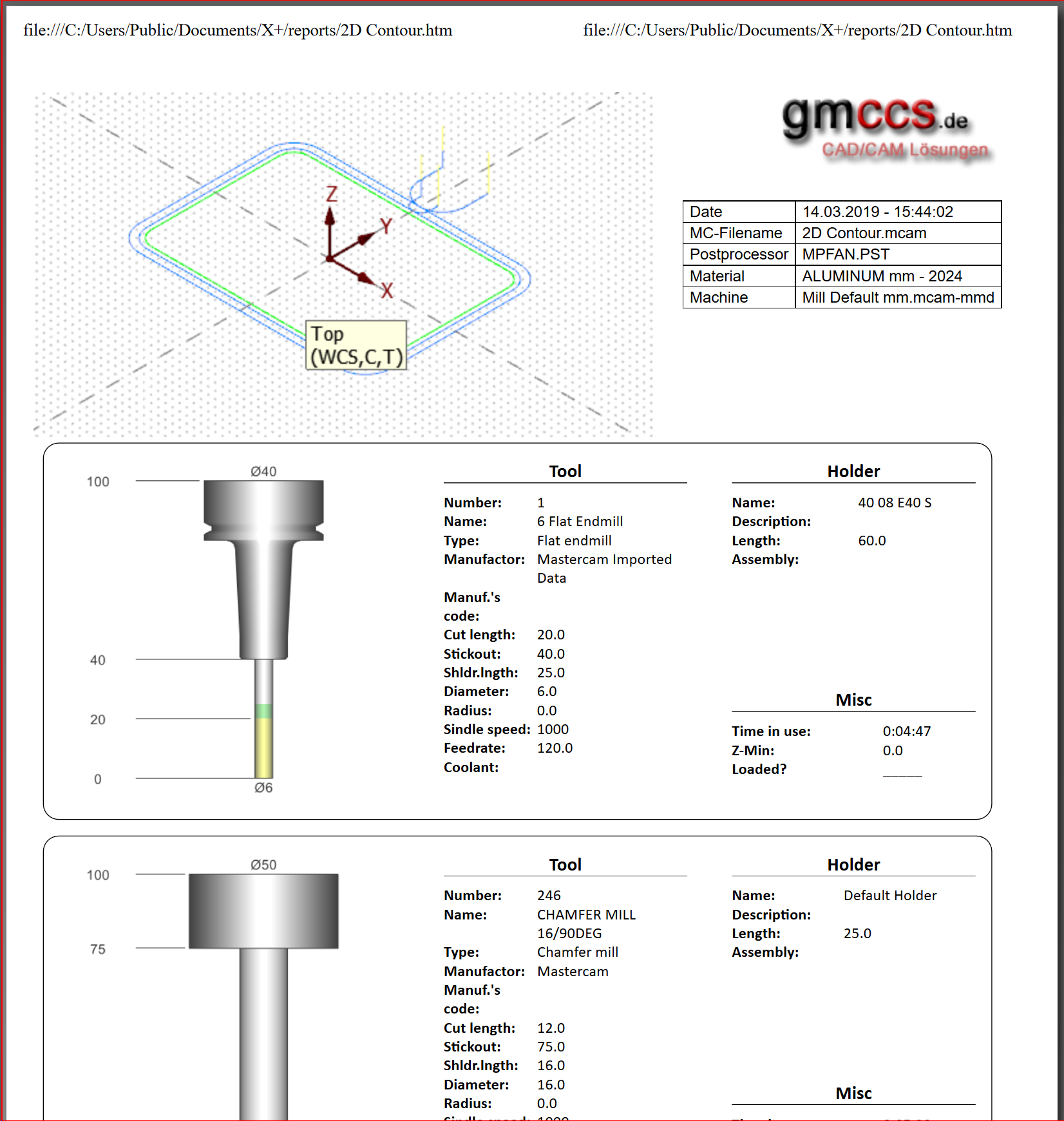
I will add a new tool sheet example with the next release. It will demonstrate how to convert the standard layout into a new custom layout.
 9 points
9 points