



Leaderboard



Popular Content
Showing content with the highest reputation on 03/31/2019 in all areas
-
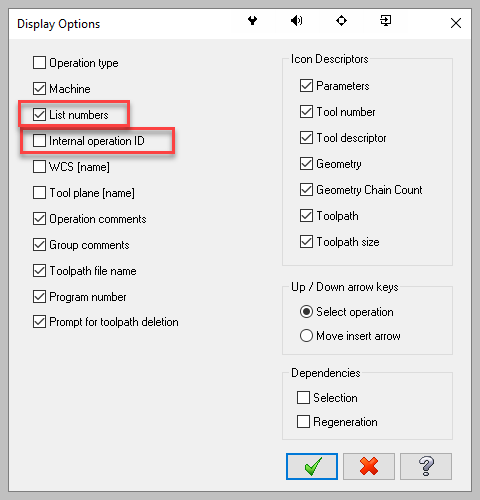
If you go to the Operation display Options, there are 2 different Operation numbers available. "List numbers" will be a sequential operation list. The "Internal operation ID" is the operation number that was assigned when you created the operation. If you have the Internal operation ID displayed, then when you move operations around, the operation numbers don't change. If you delete an operation the Internal operation ID is not used and not "recycled" A neat organization tip: I use Internal operation ID numbers to put toolpath geometry on. As an example; If I have 10 operations, (1 through 10) I will put the toolpath geometry for internal op ID 1 on Level 101, the geometry for internal op ID 2 on level 102 and so on. This way if I come back to this file a year from now (or hand off this file to someone else), they can easily find the geometry for that operation.
 2 points
2 points -
Codeworx - You win the gold medal! Now my toolpath does just what I want it to.1 point
-
Right click in the operations manager in the file you want to import it into. Then change the format from operations to Mastercam file. Now you can import all the operations you want from any Mastercam file and done.1 point
-
I have a customer that has the ability to call the pallet number based off of a Mcode. M60 is a standard pallet change and M61 is Pallet #1 and M62 is Pallet #2. I looked around in the generic posts and even Mpmaster and see no thought given to this. I looked up old topics and such and must have missed one that laid this out so I thought I would share this for others. BEFORE ATTEMPTING ANY POST MODIFICATION BACK UP YOUR POSTS, MACHINE AND CONTROL DEFINITION. USE THIS AT YOUR OWN RISK!!!!! Okay disclaimer out of the way lets start the process. Using the latest Mpmaster since this is In-House's web site here is what I did. I decided to use mi3 as the trigger since it was not used by the post. We have to decide how we want to handle this. I like 0 as my default which will trigger M60 if it is turned on to be used. We need to define that using our control definition for Mpmaster. By doing this through the control definition the correct way we know it updates our associated Machine Definition as well. We need to change the post to support the use of mi3 for this process. Under Mirc Variables section of the post define the sav_mi3 since we will be suing it for error checking. #Misc variables sav_mi3 : 0 #Store mi3 value for error checking on pallet call In the error messages on the post add the output statement for this function if used wrong. Meaning if you have pallet 1 called and call it again the system will alert you of this error and if done the other way will error out. # -------------------------------------------------------------------------- # Error messages # -------------------------------------------------------------------------- spalleterror : "ERROR - CANNOT USE SAME PALLET NUMBER AT START AND END OF PROGRAM" We need to define our string to use this process. I like using strings for this process, but hard coded values for output would work as well. I placed this one under the Table Rotations strings in Mpmaster # -------------------------------------------------------------------------- # Pallet Call Process using mi3 spallet_0 : "M60 (PALLET CALL)" #Pallet Call Standard spallet_1 : "M61 (PALLET #1 CALL)" #Pallet Call for Pallet #1 spallet_2 : "M62 (PALLET #2 CALL)" #Pallet Call for Pallet #2 spallet : "" #Target for string fstrsel spallet_0 mi3$ spallet 3 -1 We need to put the call statement for this in the bottom of our pheader$ section of the post: pheader$ #Call before start of file hour = int(time$) min = int((time$ - hour)* 100) if hour > 12, hour = hour - 12 if hour = 0, hour = 12 year$ = year$ + 2000 "%", e$ spaces$=0 if progno$ = 0, progno$ = 1234 # Added so there is never a program number Zero *progno$, " ", scomm_str, sprogname$, scomm_end, e$ spathnc$ = ucase(spathnc$) smcname$ = ucase(smcname$) comment$ # File descriptor spaces$=0 #scomm_str, "PROGRAM NAME - ", sprogname, scomm_end, e #scomm_str, "DATE=DD-MM-YY - ", date, " TIME=HH:MM - ", time, scomm_end, e #scomm_str, "MASTERCAM - V", *vers_no$, scomm_end, e$ # scomm_str, "MASTERCAM - X", scomm_end, e$ scomm_str, "MCX FILE - ", smcpath$, smcname$, smcext$, scomm_end, e$ if spostname_sav = snull, spostname_sav = spostname # scomm_str, "POST - ", snamepst$, scomm_end, e$ #scomm_str, "MP - V", *dll_vers$, scomm_end, e$ stck_matl$ = ucase(stck_matl$) # scomm_str, "MATERIAL - ", stck_matl$, scomm_end, e$ scomm_str, "PROGRAM - ", sprogname$, sextnc$, scomm_end, e$ scomm_str, "DATE - ", *smonth, "-", *day$, "-", *year$, scomm_end, e$ # MON-DD-YYYY #scomm_str, "DATE - ", *year$, "/", *month$, "/", *day$, scomm_end, e$ # YYYY/MN/DD #scomm_str, "DATE - ", *day$, "/", *month$, "/", *year$, scomm_end, e$ # DD/MN/YYYY #scomm_str, "DATE - ", date$, scomm_end, e$ # DD-MM-YR scomm_str, "TIME - ", *hour, ":", *min, [if time$ < 12, " AM"], [if time$ >= 12, " PM"], scomm_end, e$ # 12 hour #scomm_str, "TIME - ", time$, scomm_end, e$ # 24 hour # scomm_str, "POST DEV - ", *slicense, scomm_end, e$ spaces$=sav_spc if seqno$ = 0, omitseq$ = yes$ sav_progno = progno$ if tseqno = 1 & omitseq$ = 1, [ seqno$ = 1 seqinc$ = 1 n$ = seqno$ ] sav_rot_on_x = 0 header = 0 pallet, e$ #Added for Pallet Call Logic Then also at the end of for the code to come out: peof$ #End of file for non-zero tool pretract if lock_codes = one & rot_on_x, pbld, n$, *sunlock, sunlockcomm, e$ rotretflg = 1 # pbld, n$, *sg28, "X0.", "Y0.", protretinc, e$ pbld, n$, *sg28, "Y0.", protretinc, e$ rotretflg = 0 if lock_codes = one & rot_on_x, pbld, n$, *slock, slockcomm, e$ comment$ if not(index), n$, *sg90, e$ pallet, e$ #Added for Pallet Call Logic n$, "M30", e$ mergesub$ clearsub$ mergeaux$ clearaux$ "%", e$ #Multi-post logic spath_in = spathnci$ + snamenci$ spath_set = spathpst$ + sset spath_out = spathnc$ + snamenc$ + sextdoc sparams = ssq + sdq + spath_in + sdq + sspace + sdq + spath_set + sdq + sspace + sdq + spath_out + sdq + ssq Then we add the logic, error checking and outputting section into our post. I placed this after the pgear secton of the post: pallet #Call the Pallet Number from the mi3$ Varaible. if mi3$ = 0, *spallet else, [ if mi3$ = sav_mi3, result = mprint(spalleterror) #Added for error checking else, *spallet ] Now you should have a process where in the 1st operation you use the mi3 for the pallet you want called and in the last peration you put in the mi3 value for the next pallet. If you use the 0 to call M60 you will not get an error, but if you use 1 or 2 and repeat that value then the post will tell you there is an error and not output the last one. You could make it a fatal error with exitpost$, but I did not think that was needed. Hopefully this will help someone and can be of benefit for anyone trying to add or make changes to their post. I am not expert and I again and open to anyone pointing out my mistakes or things I missed.1 point
