Leaderboard




Popular Content
Showing content with the highest reputation on 04/13/2019 in all areas
-
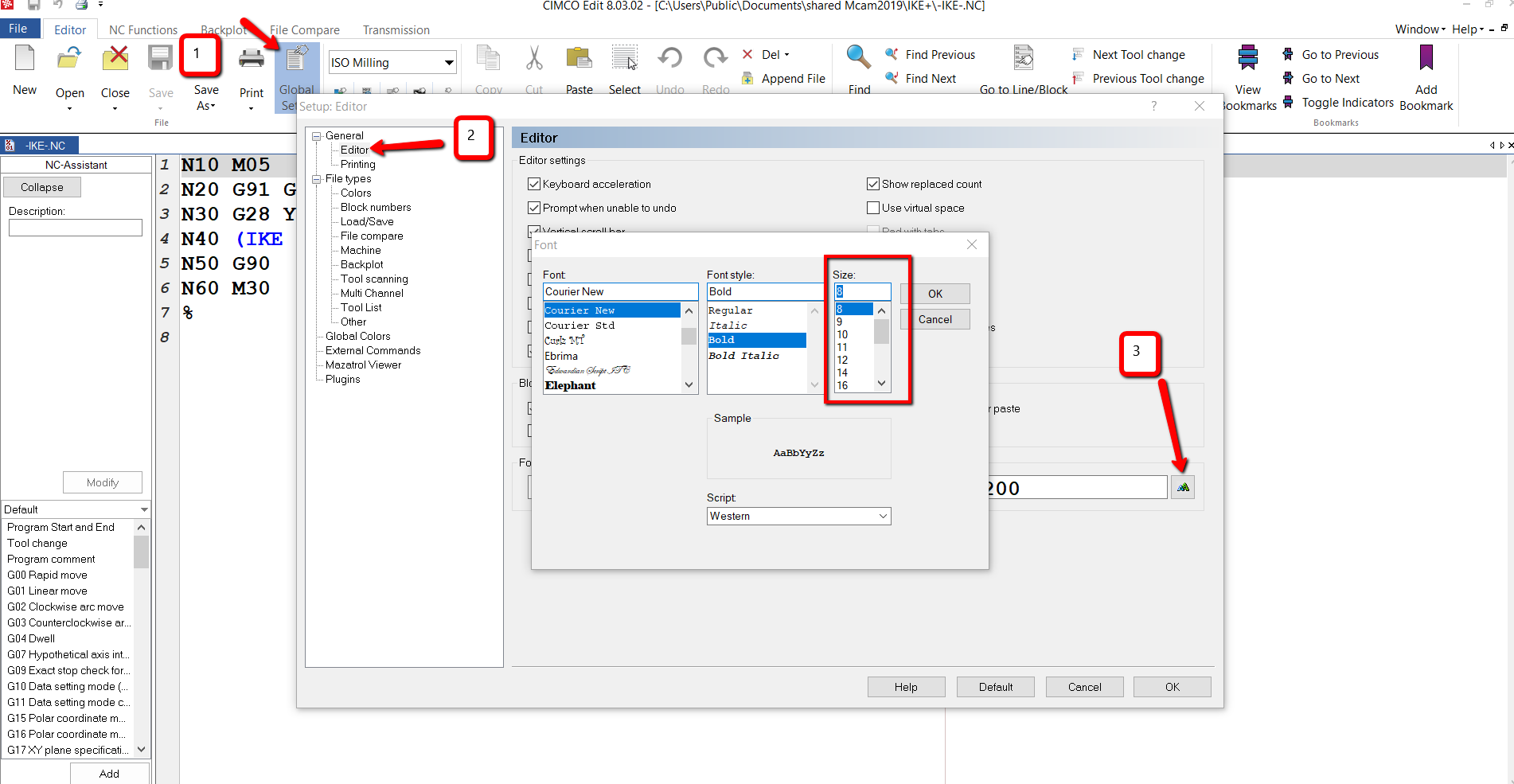
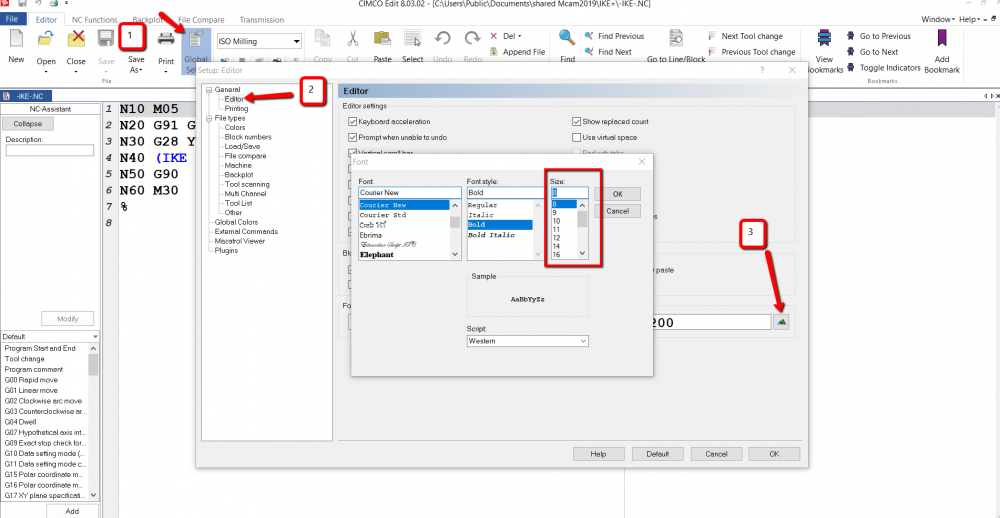
junky programmer, It's in the global settings of the editor.
 1 point
1 point -
We built a bunch of big vacuum chambers several years back. They were made of welded 304 SS plate. We were allowed to roll thread anywhere on the part that was not exposed to vacuum. Roll tapping was not allowed inside the chamber. If you look at a rolled thread carefully you'll see that the minor diameter actually has a small groove in it where the two 30° walls are swaged up to form the thread. The customer was concerned that it would be impossible to clean all containments out of this tiny groove and they would leach out and contaminate the vacuum. With aerospace it's sometimes allowed and sometimes not. I don't know why. It's my understanding that rolled thread are stronger than cut threads. A big reason is probably bureaucratic inertia, but an aversion to contaminates may be a factor in aerospace as well.1 point
-
Absolutely Nick, a RenMF file should really be made for each machine, unless you do all the work to make sure all the Macros work in the same way. Each file takes at least a couple of hours to configure. So a shop with 20 unique machines would really be several weeks of work to setup. That doesn't include any training of course. Which is why when I do the training, we typically only focus on configuring, and using a single machine. Just to be sure we cover all the issues that students bring up.1 point
-
Outputting just the macro call is the way to roll. A "gotcha" you need to keep an eye out for when you have multiple machines is that many machine builders are using their own version of renishaws inspection plus macros, with the same macro number, but they work "basically the same", which translates to sometimes they don't work worth xxxx. Also some controls can't deal with equations that have two sets of negative values. It is critical that all your machines are running genuine Renishaw inspection plus macros, and that you have tested that tool wear compensation values get applied in the correct direction on each machine.1 point
-
Here is the 2nd part of the response Steven: Adding the "trigger" Command Variables to the Mastercam Post, is just the first step of figuring out Prod+. Renishaw uses their own "Post": The ".RenMF" File (Renishaw Machine File). They make a special software tool, for configuring this RenMF File, and it takes about 2-3 hours to go through the settings, and explain the configuration to someone who already has run Probing Cycles on the Machine, and understands Macro Calling Logic. I have done over 10 "Productivity Plus Installations", where I go into companies, setup their Mastercam Posts for Probing (support Prod+ in the PST File), Configured their RenMF files for the various machines they have. (2-3 hours per machine type, with experienced people, but sometimes we spend 8 hours configuring the "first" RenMF file, because the company is new to Probing, so we have to cover Macro Calling Logic > how the Probing Cycle (G65 Pxxxx calls) actually work.) For example, I helped a company with 3 days of Probing Implementation, and here is the basics of what we did, and how long it took: The first day we covered "how Probe Macros Work" (3 hours), and configured a single Mastercam Post, to support Prod+. About 30 minutes to do the First Mastercam Post (Haas VF-4), while showing them what I was doing. That was basically the morning. That afternoon, we went through the RenMF File, for the Haas machines and configured the Macro Calls to match the "current Haas P9xxx macro calls". < These calls were documented in the Haas Probing PDF File, which meant we had a great understanding of how these particular Macros work, so we could configure the Renishaw 'RenMF' File to match the existing Macros on the machine. Once we got the 1st PST/RenMF File configured on day 1, we were ready to talk about Calibration. Having a Calibration Routine is essential to being successful with Machine Probing. This involves Probing a "Known Gauge", (Renishaw recommends 2" or 50mm, or bigger, of Gauge Quality). You must run the Calibration Routine at the same Feed Rates that you will be using for Measuring!!! I cannot stress this enough. Your measuring hit speeds must be the same as the "slow hit" speed, used for the Calibration Routine. So, I explained that if they wanted to use different speeds for measuring different features (with different tolerance amounts), then they would have to "re-calibrate" the Probe in-between the measuring cycles, as they needed to change the Feed. (NOTE: Renishaw has the ability to "run multiple Calibrations, at different speeds, and then store/retrieve the correct settings "on-the-fly", by calling the "Load Calibration Settings Macro".) Ok, so we talked about Calibration, and wrote some Calibration routines with Prod+ during the morning. In the afternoon, we were on the machine, running the calibration routine. I had each of the 5 students run the 9001, 9002, and 9003 (or 9004) Calibration Macros, to get a feel for setting up the Probe. The 3rd day we spent writing "measuring macros and tool breakage detection macros", and outputting the macro calls to some sample NC Files. We focused on routines to set Work Offsets, and we also did plenty of "single surface" measuring, "cylindrical boss/bore" cycles, "rectangular boss/pocket" macros, and 4th axis measuring (setting A or B to a flat, or inclined feature, by measuring the feature against a "parameter" in the Macro Call. We then went out to the machine, and practiced both Measuring, checking for Broken Tools, Automatically measuring tools, and setting Work Offset values (both linear and rotary). So, there is a lot more to implementing Probing, than just having your Post spit out some Macro Call Code. You need to understand the role that Calibration plays in dictating your measuring results. If you measure a 1.300 Diameter Hole, and your Probe Hits are at 20. IPM, what kind of measuring accuracy do you think you can hold? What if you measure the same feature, with Probe Hits at 2. IPM? I can tell you that with a measuring speed of 2 IPM, or 50 MM/M, you should be able to measure on a standard Haas, to within 20-40 millionths of an inch for your Probing results. If you increase that to 20 IPM, you can hold about +-.00015 on measured features. Now, some of their newer Probes can hold tighter tolerances, but measuring speed will always have a trade-off with your attainable accuracy. Also, if you are doing on-machine measuring, then you should also consider how you are going to "Print" those results, using RS-232 or Ethernet with 'POPEN' and 'PCLOS', to report the Inspection Results. (Renishaw Prod+ can also be setup to produce the inspection results, and this measuring Macro Code can be output as a Subroutine.) Here is the thing though: The Productivity Plus package itself can be configured to do some amazing things, like building your own custom measuring cycles, or computing the distances between different measured features, and reporting the results of the computation. In order to do this though > the needed Subroutines must be loaded on the machine, or they must be included as "local" subroutines, at the end of your NC File (replace M30 with M02, and use G65 Paaaa > Oaaaa/M99). So there are occasions where you might actually need to output the "Prod+ generated" Subroutines, and other cases where you "just want to call the existing Macros already installed on the machine". <<< You can actually use "both" methods, just use 2 different RenMF Files, one configured to only output the Macro Calls, and another that is configured to output the Subroutines, (and where you've configured the Calls/Subs to both use different Macro Program Number Ranges, that don't conflict with the existing Macros already loaded on the machine's control.) For example, most of the Haas Measuring Macros are 9001-9400 series. You can configure a second RenMF File, to output macros in whatever range you want, say 2400-2800. That way, there is no conflict with using either set of Macros.1 point
-
I personally like financial compensation.......and lots of it!0 points