Leaderboard



Popular Content
Showing content with the highest reputation on 06/14/2019 in all areas
-
Using dynamic paths in Ti and 17-4 for three and a half years on a 2015 Haas. I false brinelled the y axis thrust bearing by peeling a .020" wide slot with a .010" endmill about 3/4" long, 12 slots indexed around a part, 12 parts. Got that replaced and learned my lesson. Since then I've made dozens of those parts with no damage by peeling about 1/4" and making a 3" diagonal move and back, then continuing. Machine still holds a tenth all day if I hold up my end.2 points
-
You will be fine with that type of firepower. I have a K5200 in a super rig I built almost 4 years ago now and it basically never loads anything, it just appears like magic. Even larger files aren't very demanding on my rig. The desktops at work are all underpowered in my opinion and yet they never crash and do very well for our 5th, 3 and 2 axis jobs. It probably doesn't need to be said, but if the budget works, then buy a little less GPU and make sure your CPUs are excellent as well. Good luck.2 points
-
- No "file comparison failed" message because of too many differences. It is not for CIMCO to decide. In version 8.04.00 the limit was removed, this message should no longer appear.... It still appears, we will look into this We are discussing the other points with the developers2 points
-
The P5000 would be a good card, I think most people here running Quadros currently have the P4000 The bigger question is what CPU are you looking at, and how much RAM? Also what speed of RAM are you looking at. 32Gb of RAM is your sweet spot, and get at some FAST ram. You will have to turn on the setting in your BIOS to make it run faster than stock though,but that's easy.1 point
-
It depends on 2 things. Do you have a low end machine that can't take advantage of these toolpaths? How you program it is another big factor. Dynamic milling is a huge timesaver in most scenarios. And if your parts could benefit from it but you're not using it, then you're losing money because your competitor IS using dynamic paths. I've been using Dynamic on my Okuma mills for years. I think 7+ years. And have yet to replace a ball screw because of my toolpaths. In fact, I've only replaced 1 ball screw because of a crash.1 point
-
I think a lot of it depends on the quality of machine. If you are talking a high end Japanese machine with high quality mechanical components and top notch servos for smooth motion, then you should be fine. If you are talking a cheap machine, those are not built to last regardless of how you use them.1 point
-
Set your retract to incremental of something like .1 and clearance to .100 absolute. Be sure you uncheck use clearance only at start and and of cycle. This will rapid your drill to -.400 drill your hole and then retract to .100 over your zero before moving to next hole. ( 3/16 SPOTDRILL ) ( SPOT HOLES ) T1 M6 G0 G54 G90 X0. Y0. S5000 M3 G43 H1 Z.1 M8 G98 G81 Z-1. R-.4 F10. G80 M9 M5 G28 G91 Z0.
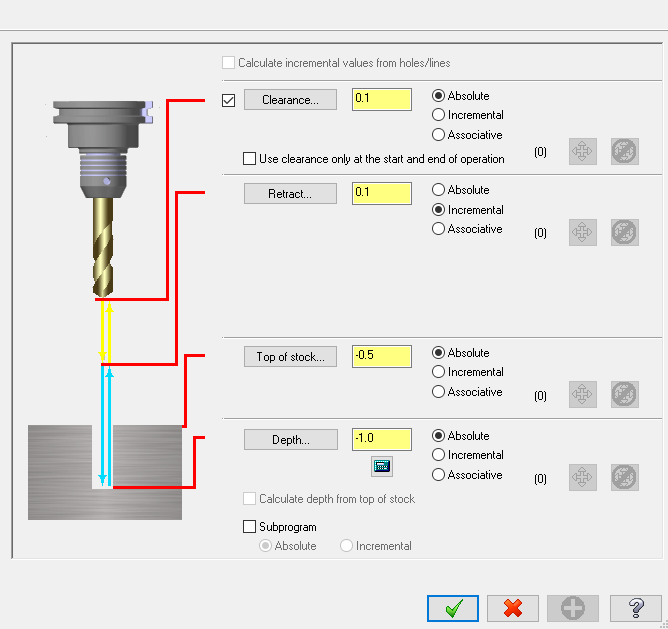 1 point
1 point -
In a huge amount of cases, if you are not using it, you are losing money. A LOT of money. You are not competitive. Simple as that. I blew an X & Y ballscrew doing one particular job peel milling. There was not enough movement and back/forth oscillation caused (I think) false brinelling. But I got them rebuilt using next size up balls and all was good. A cheap repair and a lesson learned. My machines had been using the paths since the X5 era, and they are still working now with just that one issue. What you will have to do, is use look ahead on your toolpaths (Fanuc G05/G05.1 etc) filter for arcs as Leon has said, and if you're running low end machines (read cheap), you'll probably have to servo tune the parameters to stop the machines from beating themselves to death with mechanical shock. But the upside is all well worth any small downside.1 point
-
You can filter it and use arcs, or some machines like matsuura have the ipc for corner rounding and smoothing. The dynamic air moves have also gotten better over the years also You could also get linear motors and eliminate the ball screw all together.1 point
-
Look at the MMD and make the needed adjustments there.1 point
-
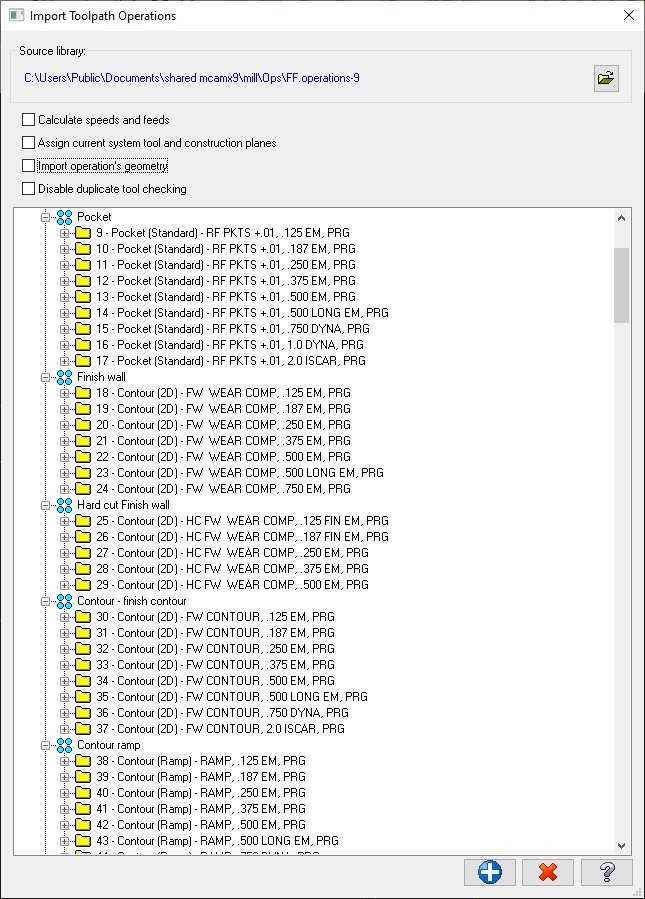
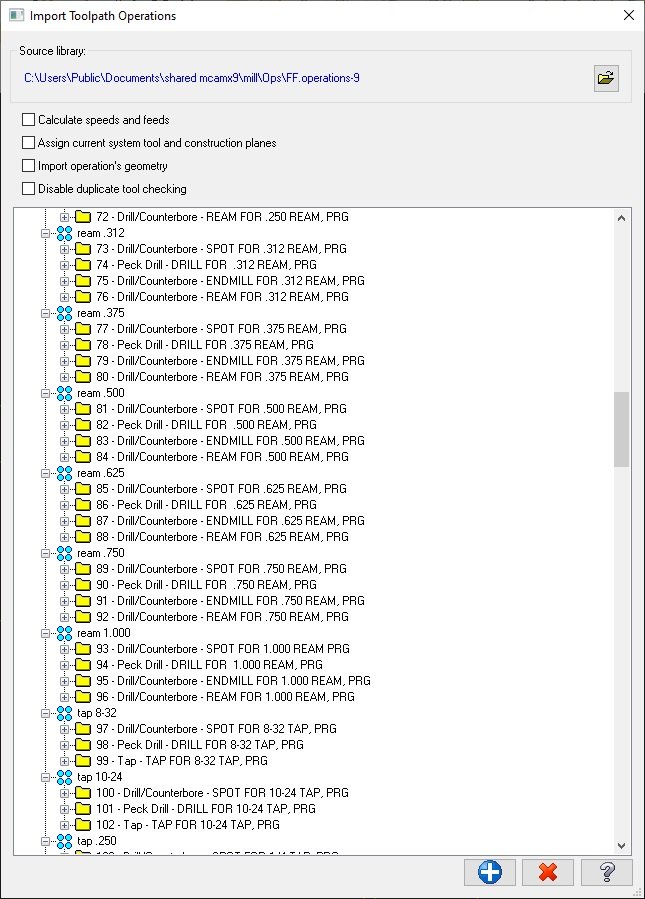
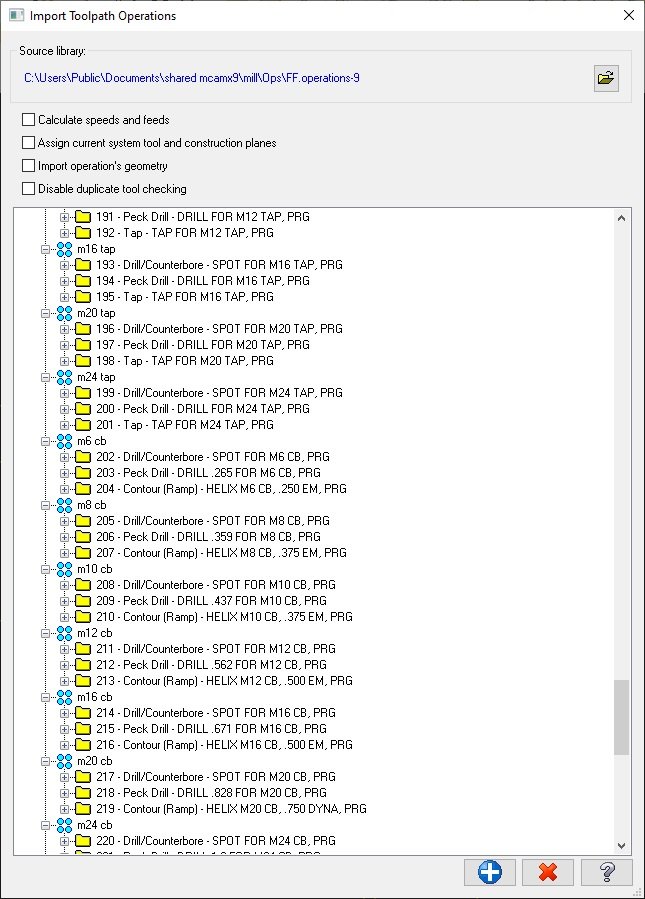
Why stop at editing your toolpath defaults? Make an operations library. With toolpath defaults, you can only set the parameters for a single pocketing operation or a single contour operation. Don't you want different defaults if you're using a 3/16 end mill versus a 3/4 end mill in a pocketing toolpath? Take lead in/out, for example. Percentages can be OK for some of these settings but I like to define constant numbers for most of those things. You can do that with an ops library, but you can't with the defaults file. Here's a few shots of my library. I have pocketing, contouring, finishing operations for each tool that I use. I also have groups of ops to perform common tasks like reaming, tapping, c'boring. I have all of my spot drill ops go a little deeper than actually needed so that when the hole is complete, there's already a chamfer on the hole. 95% of my programming is covered in my library so I just import the ops and go.
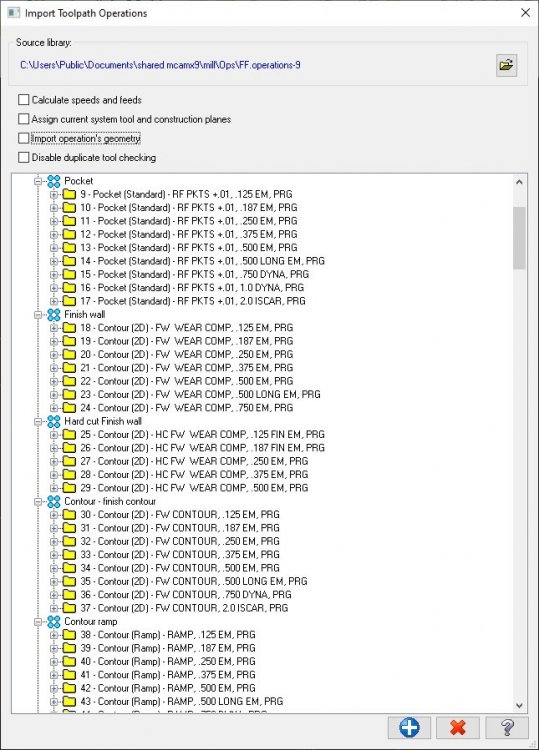
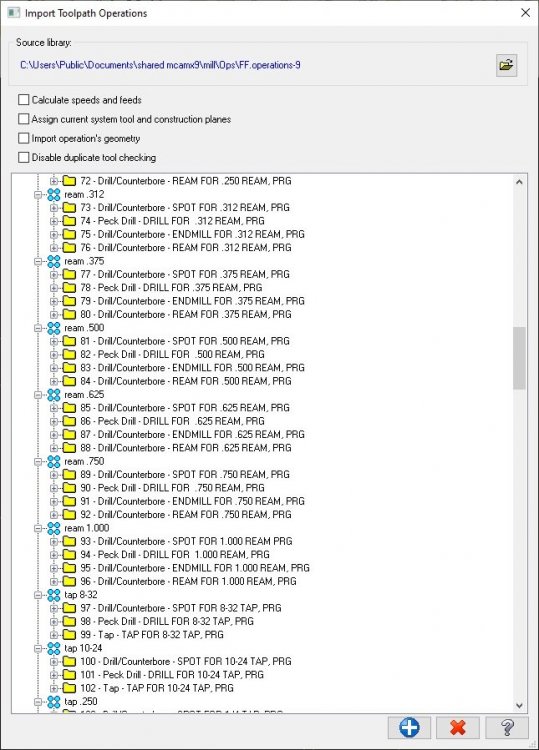
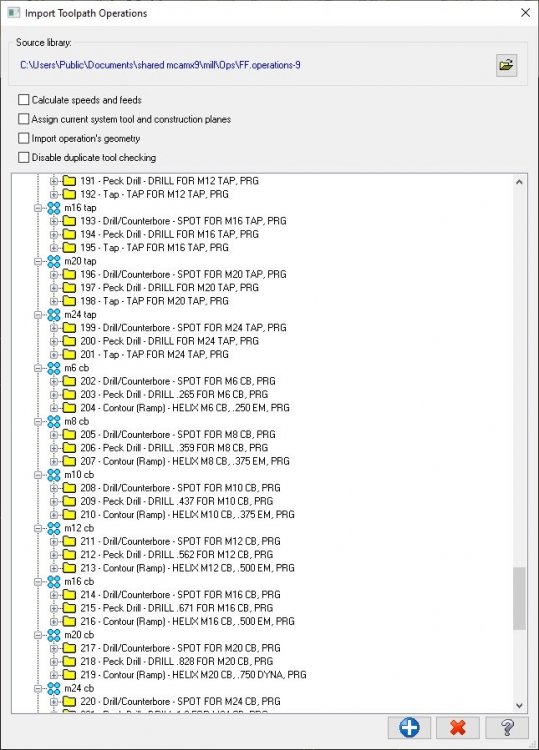 1 point
1 point -
Version 1.0.0
432 downloads
This book is only available in printed form. Published by: In-House Solutions Inc. ISBN: 978-1-77146-829-9 All books are print-on-demand. Please allow 1-2 weeks for delivery. All 3 books in the curriculum can be purchased as a bundle, saving $50, here This book can be purchased here. This book is the first one in the 3-part series curriculum design to prepare you for the Professional Level Mastercam Certification Test. The book introduces the 2D design commands through simple training exercises followed by project based parts that are using the explained commands. The 2D toolpaths used to machine the parts follows. Challenging exercises are provided after each part. It starts by introducing you to Mastercam user interface and basic geometry commands and toolpaths. It gradually progresses into more complex concepts such as geometry manipulation, levels, multiple setups and 2D High Speeds Toolpaths. You will also learn how to import a CAD part and how to analyze geometry and fix any problems. All the parts within the book are designed with machinability in mind. IMPORTANT: Merely reading this book does not make you Mastercam Professionally Certified. You must arrange testing with your local Mastercam reseller or certified instructor and pay any applicable fees to them. Purchasing this book does not automatically entitle you to testing or exams, it is intended to teach you the skills to prepare you for testing if you choose pursue it. The lessons taught are still useful even without completing the exam.Free0 points