



Leaderboard




Popular Content
Showing content with the highest reputation on 06/24/2019 in all areas
-
I'd recommend the Okuma over the Mazak, any day, and twice on Sunday.2 points
-
eMastercam Community, For the last 10 years we've hosted the Verisurf Free Tools for Mastercam on this forum and over this time you all have contributed to positive discussion, feedback and enhancements on our Free Verisurf Tools. We've released a new website, and along with that we also have made the decision to host our latest Tools on our new Tools page. We will continue to expand on Tools and monitor this forum closely for any suggestions you all may have and improve on existing features. Downloads for the free Verisurf tools are now on the Verisurf webpage. Verisurf Tools for Mastercam Thanks Ernie
 1 point
1 point -
Yes.. we should have put ours in a pit. We didn't and I think the face of the chuck is about 6ft off the floor The flip side of that is it would have been a deep expensive pit.1 point
-
The Okuma VTM1200 will work and the Okuma rep told me these can be put into a Fastems cell. I have always had a lukewarm feeling on Mazak but that is entirely from what I have heard over the years. I think very highly of Okuma for the exactly the same reason, what I have heard over the years. We are currently an all Makino shop and if they made something in this category it would be a no-brainer. I have nothing but good things to say about them. I do want to maintain that level of quality in this shop.1 point
-
Yeah, as other have mentioned, that's called the Binary NCI which is what I prefer to work in for my line of work The BNCI is pure code that comes from the toolpath, so it's as machine agnostic as you're going to get. ASCII NCI (what you get if you hit the "post" button and tell it to output NCI) is flavored based on what your machine settings are. Posted code is just the ANCI being formatted formally by your post processor. So for your sample code above, use the ultra-secret (documented in the MP post editing manual, I believe) CTRL+SHIFT+Right Click on the operation, you can choose "Display Binary NCI" (I prefer without line numbers, but you do you), and see if that call is being output on an arc. If it's not in the BNCI, then your post is adding it to the ANCI for you for some reason.1 point
-
I made a quick excel spreadsheet to compensate for interpolating ID's. I just keep it open and punch numbers in while i'm programming.
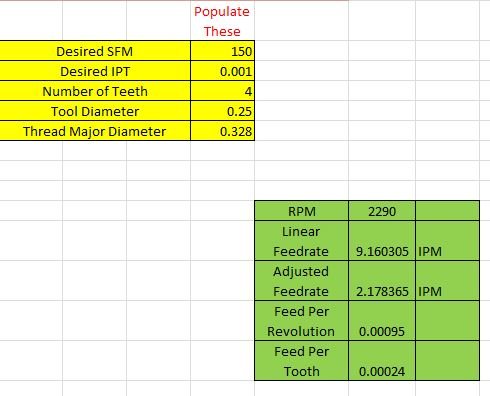 1 point
1 point -
Hello, I finally took the plunge and learned how to use Active Reports Designer which comes with Mastercam. Originally I started using X+ for setup sheets. X+ isn't bad to use but it wasn't very easy to change the layout without knowing basic webpage design. Active Reports Designer is very easy to create a layout, even from scratch but it is cumbersome to learn the basics behind Active Reports Designer. Once you get the basics under your belt its not too bad to use and its definitely more powerful than X+. You can pull almost every parameter from a toolpath, work offsets, tools, you name it and it can probably be pulled into a report. Having said all that, I did actually enjoy creating my reports and made 3 different reports. 1st report is just for tools and meant to give the tool kit guy enough info to assemble the tools. 2nd report is for the setup/operator and has basic info so they can setup and know what the program does. 3rd report is an in depth report which includes things like all operations using a specific tool, all operations using a specific work offset, ect. . . Contact me to discuss having a custom report created. I will be happy to answer questions or tweak reports to your liking, THAT I CREATED FOR YOU. Sorry I don't have enough time to take on everyone's general tech support questions. I have included PDF files of my 3 reports to show the info captured. Dave Tooling & Design Concepts [email protected] Tooling.pdf Simple Report.pdf Detailed Report.pdf1 point
-
Likely due to not having SMB 1.0 support in Windows 10 turned on.1 point
-
On the latest Smooth controls, holding size, machining corners ever, recently noticed an issue at the overlap of a start/stop in G64.....feeds were only in the 45IPM range Turned on G61.1....issues all went away....seems these very latest controls are very picky1 point
-
I flip back and forth with G64 and G61.1 via misc int. The dynamic paths really love G64 but leave enough stock!1 point
-
We have a VC300A-5X....runs fine with the dynamic paths, I do send out programs with G61.1....I have found the new Smooth controls seem s to prefer it that way.1 point
-
I have a customer that has the ability to call the pallet number based off of a Mcode. M60 is a standard pallet change and M61 is Pallet #1 and M62 is Pallet #2. I looked around in the generic posts and even Mpmaster and see no thought given to this. I looked up old topics and such and must have missed one that laid this out so I thought I would share this for others. BEFORE ATTEMPTING ANY POST MODIFICATION BACK UP YOUR POSTS, MACHINE AND CONTROL DEFINITION. USE THIS AT YOUR OWN RISK!!!!! Okay disclaimer out of the way lets start the process. Using the latest Mpmaster since this is In-House's web site here is what I did. I decided to use mi3 as the trigger since it was not used by the post. We have to decide how we want to handle this. I like 0 as my default which will trigger M60 if it is turned on to be used. We need to define that using our control definition for Mpmaster. By doing this through the control definition the correct way we know it updates our associated Machine Definition as well. We need to change the post to support the use of mi3 for this process. Under Mirc Variables section of the post define the sav_mi3 since we will be suing it for error checking. #Misc variables sav_mi3 : 0 #Store mi3 value for error checking on pallet call In the error messages on the post add the output statement for this function if used wrong. Meaning if you have pallet 1 called and call it again the system will alert you of this error and if done the other way will error out. # -------------------------------------------------------------------------- # Error messages # -------------------------------------------------------------------------- spalleterror : "ERROR - CANNOT USE SAME PALLET NUMBER AT START AND END OF PROGRAM" We need to define our string to use this process. I like using strings for this process, but hard coded values for output would work as well. I placed this one under the Table Rotations strings in Mpmaster # -------------------------------------------------------------------------- # Pallet Call Process using mi3 spallet_0 : "M60 (PALLET CALL)" #Pallet Call Standard spallet_1 : "M61 (PALLET #1 CALL)" #Pallet Call for Pallet #1 spallet_2 : "M62 (PALLET #2 CALL)" #Pallet Call for Pallet #2 spallet : "" #Target for string fstrsel spallet_0 mi3$ spallet 3 -1 We need to put the call statement for this in the bottom of our pheader$ section of the post: pheader$ #Call before start of file hour = int(time$) min = int((time$ - hour)* 100) if hour > 12, hour = hour - 12 if hour = 0, hour = 12 year$ = year$ + 2000 "%", e$ spaces$=0 if progno$ = 0, progno$ = 1234 # Added so there is never a program number Zero *progno$, " ", scomm_str, sprogname$, scomm_end, e$ spathnc$ = ucase(spathnc$) smcname$ = ucase(smcname$) comment$ # File descriptor spaces$=0 #scomm_str, "PROGRAM NAME - ", sprogname, scomm_end, e #scomm_str, "DATE=DD-MM-YY - ", date, " TIME=HH:MM - ", time, scomm_end, e #scomm_str, "MASTERCAM - V", *vers_no$, scomm_end, e$ # scomm_str, "MASTERCAM - X", scomm_end, e$ scomm_str, "MCX FILE - ", smcpath$, smcname$, smcext$, scomm_end, e$ if spostname_sav = snull, spostname_sav = spostname # scomm_str, "POST - ", snamepst$, scomm_end, e$ #scomm_str, "MP - V", *dll_vers$, scomm_end, e$ stck_matl$ = ucase(stck_matl$) # scomm_str, "MATERIAL - ", stck_matl$, scomm_end, e$ scomm_str, "PROGRAM - ", sprogname$, sextnc$, scomm_end, e$ scomm_str, "DATE - ", *smonth, "-", *day$, "-", *year$, scomm_end, e$ # MON-DD-YYYY #scomm_str, "DATE - ", *year$, "/", *month$, "/", *day$, scomm_end, e$ # YYYY/MN/DD #scomm_str, "DATE - ", *day$, "/", *month$, "/", *year$, scomm_end, e$ # DD/MN/YYYY #scomm_str, "DATE - ", date$, scomm_end, e$ # DD-MM-YR scomm_str, "TIME - ", *hour, ":", *min, [if time$ < 12, " AM"], [if time$ >= 12, " PM"], scomm_end, e$ # 12 hour #scomm_str, "TIME - ", time$, scomm_end, e$ # 24 hour # scomm_str, "POST DEV - ", *slicense, scomm_end, e$ spaces$=sav_spc if seqno$ = 0, omitseq$ = yes$ sav_progno = progno$ if tseqno = 1 & omitseq$ = 1, [ seqno$ = 1 seqinc$ = 1 n$ = seqno$ ] sav_rot_on_x = 0 header = 0 pallet, e$ #Added for Pallet Call Logic Then also at the end of for the code to come out: peof$ #End of file for non-zero tool pretract if lock_codes = one & rot_on_x, pbld, n$, *sunlock, sunlockcomm, e$ rotretflg = 1 # pbld, n$, *sg28, "X0.", "Y0.", protretinc, e$ pbld, n$, *sg28, "Y0.", protretinc, e$ rotretflg = 0 if lock_codes = one & rot_on_x, pbld, n$, *slock, slockcomm, e$ comment$ if not(index), n$, *sg90, e$ pallet, e$ #Added for Pallet Call Logic n$, "M30", e$ mergesub$ clearsub$ mergeaux$ clearaux$ "%", e$ #Multi-post logic spath_in = spathnci$ + snamenci$ spath_set = spathpst$ + sset spath_out = spathnc$ + snamenc$ + sextdoc sparams = ssq + sdq + spath_in + sdq + sspace + sdq + spath_set + sdq + sspace + sdq + spath_out + sdq + ssq Then we add the logic, error checking and outputting section into our post. I placed this after the pgear secton of the post: pallet #Call the Pallet Number from the mi3$ Varaible. if mi3$ = 0, *spallet else, [ if mi3$ = sav_mi3, result = mprint(spalleterror) #Added for error checking else, *spallet ] Now you should have a process where in the 1st operation you use the mi3 for the pallet you want called and in the last peration you put in the mi3 value for the next pallet. If you use the 0 to call M60 you will not get an error, but if you use 1 or 2 and repeat that value then the post will tell you there is an error and not output the last one. You could make it a fatal error with exitpost$, but I did not think that was needed. Hopefully this will help someone and can be of benefit for anyone trying to add or make changes to their post. I am not expert and I again and open to anyone pointing out my mistakes or things I missed.1 point
-
Get some training, clearly you are guessing ...0 points










