Leaderboard



Popular Content
Showing content with the highest reputation on 08/14/2019 in all areas
-
Thank you! Go Blue1 point
-
Uncheck these in the ribbon options area:
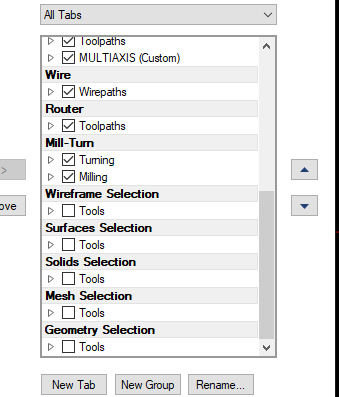 1 point
1 point -
Form Tapping isn't going to work very well in that material. The plastic will not 'cold work harden', the way metal will. You'll deform the plastic, and it will spring back, making a threaded hole that is undersized from the print requirements. First, PVC (polyvinyl chloride) and Acetal (POM, or polyoxymethelene), are very different materials. POM machines "on size", very easily. I've cut a lot of Delrin (Acetal or POM) parts, and rarely have problems with driling or tapping this material. If you have the option; use Delrin. It's like the difference between cutting aluminum and bubble gum. Sure, the bubble gum cuts quickly, but try holding a tight dimension! PVC on the other hand, simply sucks to machine. The material "pushes" out of the way, and you'll have difficulty getting the tool to actually cut a chip. Tools will make a big difference here. You'll want plastic specific cutting tools for PVC. I'd consider the Single Flute cutters from Harvey Tool. For tapping, same story. You'll want very sharp rake angles, on the cutting teeth. I've had to order special "oversized taps" before, so that the threaded holes would gauge to size properly. What is your thread callout? 2B or 3B for the Thread Class? Sometimes you can make a 3B Tap work, if you have to hit a 2B Class. But 3B is going to be extremely difficult to Tap, without an oversized tap. For my money, I'd Thread Mill the threads, and be done with it. With Thread Milling, you control the pitch diameter by using cutter compensation. Since you have the ability to adjust the threaded hole diameter with the Thread Mill, it will give you the ability to cut the thread on-size, in a single machine operation. Once you dial-in the first hole, all the subsequent holes will be sized perfectly, without having to fiddle with anything, or run a tap through by hand.1 point
-
Yeah, time to get away from that. Axis sub has it's uses but general 4 axis programming isn't one of them. First you need to decide where / what your WCS will be. Then which axis you will be rotating around. So typically a 4 axis vertical with the head on the right will be rotating about the X axis (normally). Horizontals rotating around Y axis (normally) You can establish this by creating your own WCS using geometry or you can arrange your part around Mastercams system origin (even in this case I will make a copy of top and rename it WCS A0.). It used to be that using Mastercams origin was far more stable, so that is what I use, and it is the only way to go if you want to use multiaxis toolpaths and not lose some functionality. Not sure what the present state of play is about the stability of constructed WCSs. Use "Rotate Planes" function to create your views. Remember when you are doing this you are rotating the plane, not designating the angle output here. Angle output for the cutter is relative motion to the plane so to drive an A60 move you will rotate your plane -60 degrees. This is where most people come adrift. As you use the "Rotate Planes" function a dialog box will pop up to label your new view.1 point
-
Gosiger has some of the best Applications Engineers and Service Techs on the west coast. There are quite a few great machines to choose from, but service and tech support are key. I'll put my vote in for an Okuma Multus.1 point