Leaderboard




Popular Content
Showing content with the highest reputation on 11/22/2019 in all areas
-
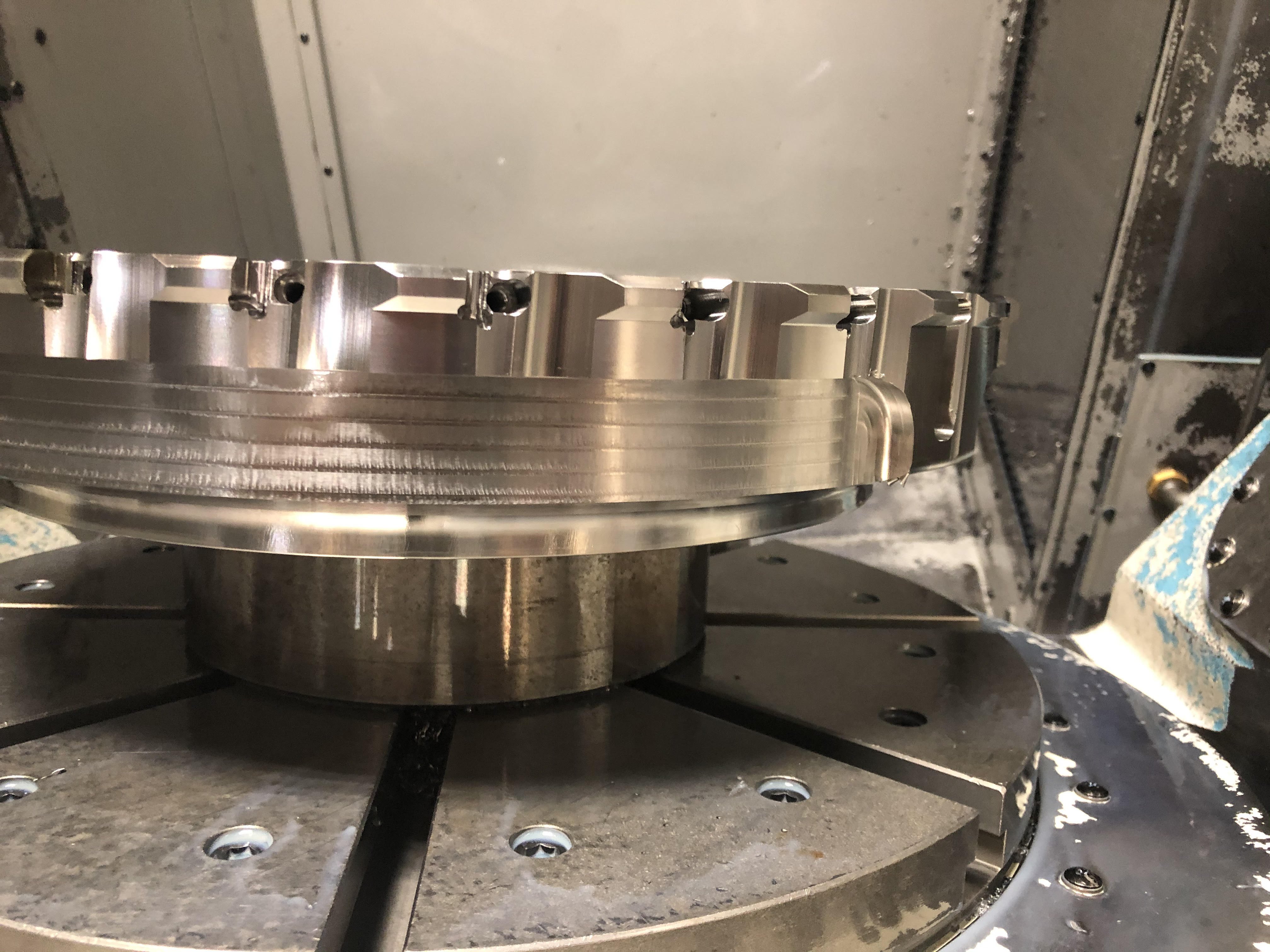
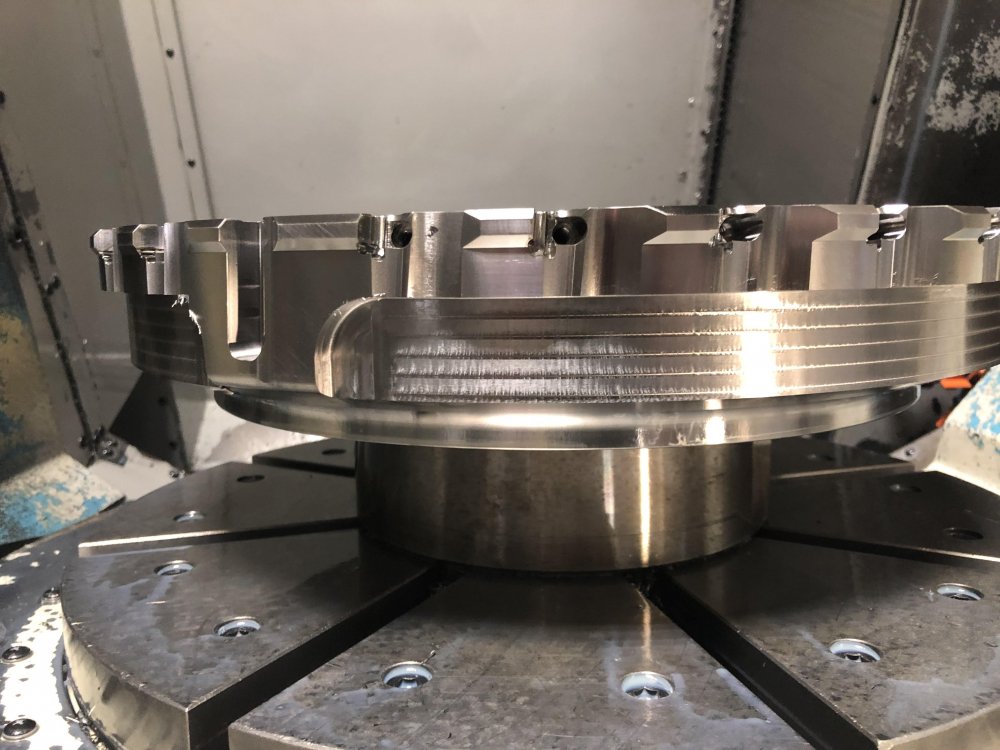
I'd like to let yall know that that endmill from Sandvik worked GREAT! The cut is super smooth, looks weird but very smooth. Thanks again.
 3 points
3 points -
Here is what I added to my post it's a bit of a hybrid of what MPMaster does, ...it checks both Comp on & Comp off moves In error messages.. scompwarn : "WARNING - CUTTER COMP APPLIED ON ARC MOVE, POST WILL EXIT, CHECK PATH AND REPOST" In motion output components under pccdia pcompwarn #Cutter Compensation Check #added 10/02/15 if prv_cc_pos$ <> cc_pos$ & cc_pos$ & gcode$ > 1, [ if compwarnflg = 0, result = mprint(scompwarn) spaces$ = 0 n$, pspc, *sm00, " ", sopen_prn, scompwarn, sclose_prn, e$ n$, pbld, exitpost$, e$ spaces$ = sav_spc compwarnflg = 1 ] if prv_cc_pos$ <> cc_pos$ & cc_pos$ = 0 & gcode$ > 1, [ if compwarnflg = 0, result = mprint(scompwarn) spaces$ = 0 n$, pspc, *sm00, " ", sopen_prn, scompwarn, sclose_prn, e$ n$, pbld, exitpost$, e$ spaces$ = sav_spc compwarnflg = 1 ] and my pcirout was modded to this pcirout #Output to NC of circular interpolation if not(arccomp), pcompwarn # added 10/02/15 pcan1, pbld, n$, `sgfeed, sgplane, sgcode, sgabsinc, pccdia, pxout, pyout, pzout, pcout, parc, feed, strcantext, scoolant, e$ and the switch for it arccomp : 0 #Allow for cutter comp to be applied on arc, 0=no, 1=yes # added 10/02/ compwarnflg : 0 #Flag for compensation warning output #added 10/02/15 I have previously been questioned why I exit the post as I do...I tend to post larger files, I don't want to chance one getting to the production floor and them finding the error than.. so I created mine to bomb at the point of the error to make finding it easy & immediate and to force you to fix it "now". JM2C YMMV2 points
-
I would typically use the Force Toolchange check box for this. The Tool Inspection option also works very well for long roughing toolpath You can control the stopping points by time in cut, length of cut or number of passes1 point
-
What post do you have? If you have the Postability Post then there is a mid restart in the mr section that allows you do do what you need and restart the spindle and everything.1 point
-
Using Mastercam 2020 Tool path is Highspeed Raster. When I select all machining surfaces and set my stock to leave (.010 on floors .010 on walls) For avoidance I have 3 surfaces selected (my fixture ) floor and wall stock is set to zero . Run verify and backplot and toolpath is going to zero on all machining surfaces !! Been out of the loop on this forum for quite some time not sure if this is a glitch with this version.1 point
-
If its an old dinosaur machine from the 90's I don't believe g95 works but on anything newer it does. I have our post set to output g95 so the guys can change rpm at machine without having to calculate the feed rate. Also have post modified to allow for peck tapping.1 point
-
i always try to keep the feed rate to as close to a whole #, your control might round to 2 places also1 point
-
Download a FREE program called Inkscape, this is a poor man's version of Adobe Illustrator. This link shows how to use it and create the DXF.1 point
-
The most reliable thing I've found when trying to do this, is to make sure the logo is black and white only. Something I've done also is convert the file to a .dxf file then bring it into Mastercam. It still may not be perfect, but if the original image is black and white only, it will come in a lot cleaner than if it's not. Hope this helps. Brent1 point
-
I had Postability add a Misc Real for tool breakage detection. Zero is off, any other value is the tolerance for the break check.1 point
-
I 100% understand. For urgent Post issues, I recommend emailing with Postability, and CC'ing the Reseller to keep them in the loop. I get the whole "the Reseller is the gatekeeper" concept, but I have a hard time seeing how the Reseller playing middle-man in simply passing information back-and-forth to the Developer, helps the situation in any way? I like keeping them in the loop, as long as they aren't also impeding the flow of information. It's a fine line sometimes I suppose. I just think "getting the software that the customer has already paid for to actually work" should be the primary objective for the Reseller, for any Post Processor they are selling to the customer.1 point
-
Just dont want to step on my resellers toes by going over there head also. And I really like the PostAbility post they come already neat when you post and not cluttered up.1 point
-
If it were a solid then you could use the Modle Prep and pick the two faces and use Simple solid option to make those two faces as one.1 point
-
We have several seats of Mastercam. X3 on all of them, but one computer will not allow the toolpath to be renamed, (Edit selected operations, Change nc file name). Clicking this does nothing on this one computer. Have tried re-installing, repairing and everything else I can think of. Anybody have any suggestions? Thanks, Patrik1 point