Leaderboard



Popular Content
Showing content with the highest reputation on 03/27/2020 in all areas
-
This comes from the Default Settings in the Mastercam Default Operations Files. By "default" this ".Mastercam-defaults" file (there is only 1 default), always "pulls" the coolant settings from "MPFAN.PST". Why? Because that is Machine Definition that is "tied to the Ops file". You have the ability to create a "separate default Operations File", for each machine that you have a MD/CD/PST Combo for. This gives you the ability to have "default settings" which are tweaked for each of your machine preferences. If you want all Operations to default to "Coolant After", then you need to edit each Operation in the "Operations Defaults" file. Pretty simple to have these all set to "After", but it also depends on what coolant options you have on the machine. The default for MPFAN is to use "V9 Style Coolant", not "X-Style Coolant". For that reason, I recommend making an individual copy of the Operations Defaults File, for each machine, and then going through and editing each Operation Type to use the correct default settings. Yeah, it is a lot of work. But it also gives you a ton of control over exactly what your output is. I have been in 100's of shops, and the only thing I can tell you that is common throughout them all is this: there is no "official standard" for how parts or machines are run. Everyone thinks their system is either "perfect" or it is "totally messed up". I happen to think customization is healthy, as it gives you the ability to control exactly what your code output looks like. Like a great majority of users who first start learning Mastercam; you are going to be frustrated that the system doesn't work "like you think it should". I can tell you that the more you embrace how the software is built, and learn how to control it instead of fighting with it, the more efficient you'll be at generating good clean code.3 points
-
Something to notice (for those who still don't know...) is that Mastercam 2021 will bring a new drill toolpath to manage this kind of stuff.2 points
-
I guess this is because of 'smart' Tool tabs which have been implemented in Mastercam 2020. You can deactivate that useless thing...1 point
-
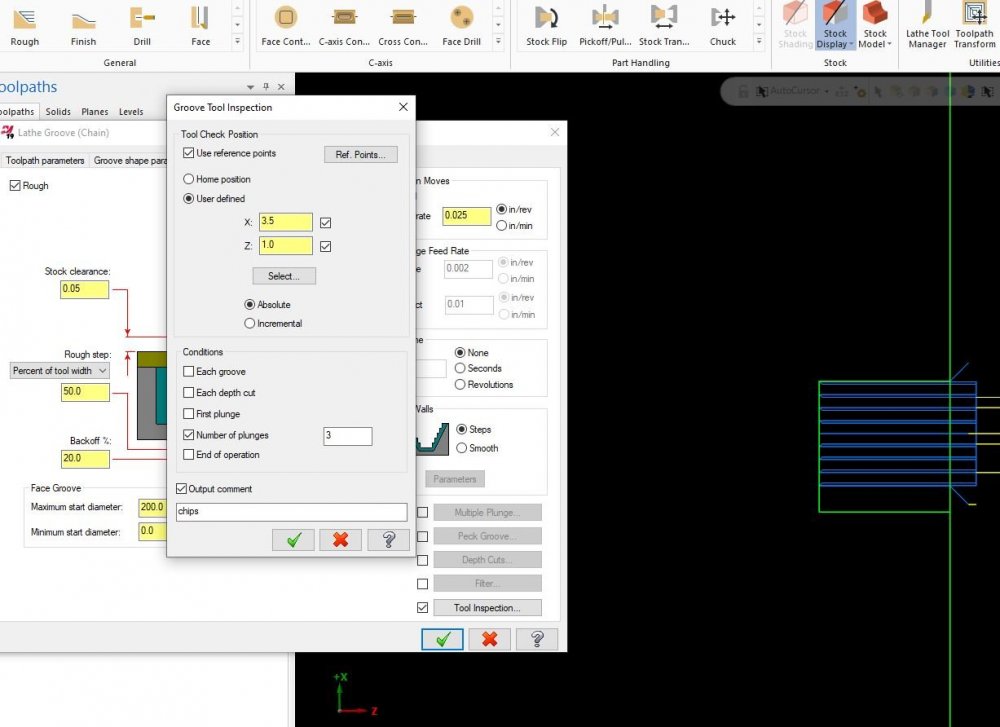
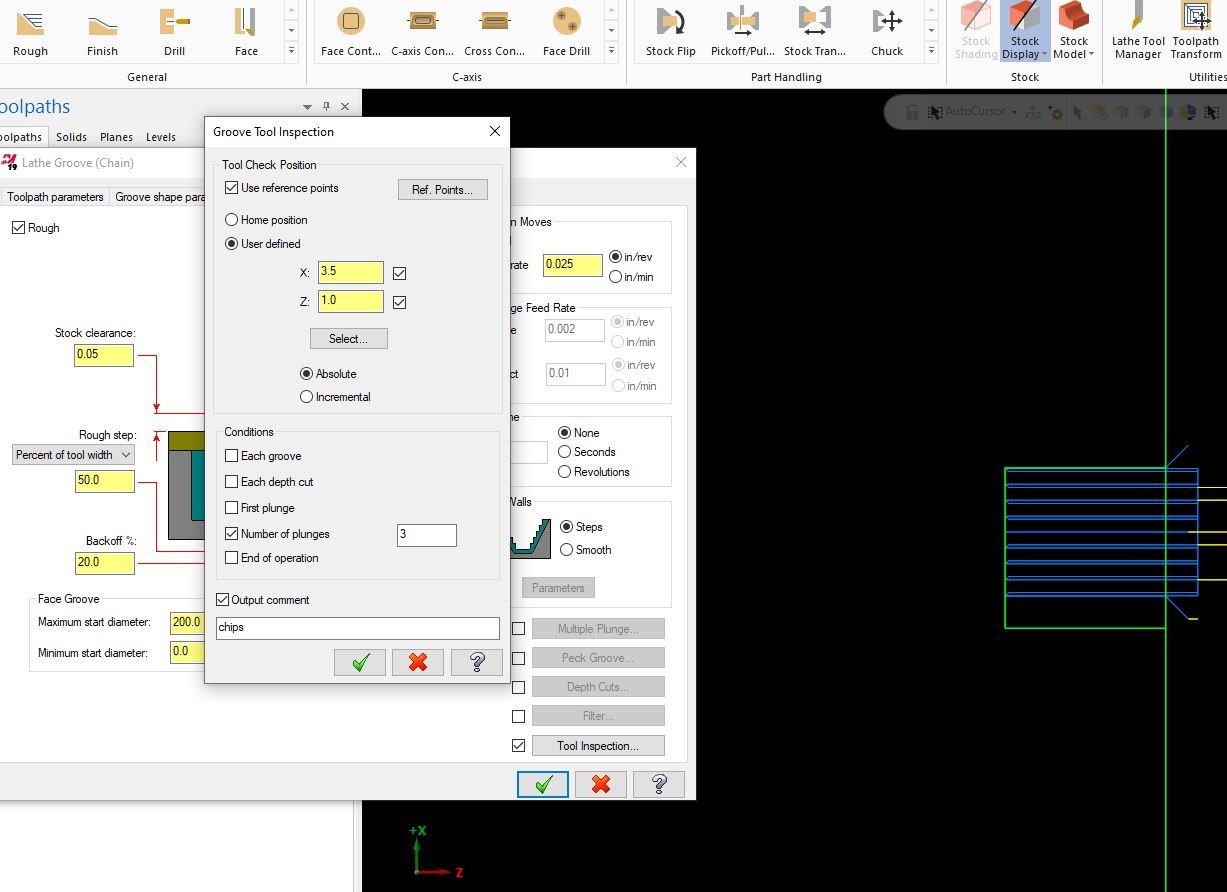
i just pulled a file from mc2019 to verify, but 3 posts that were in the library and the 3 custom posts we have, seem to support 'inspections'. I just threw this together to verity. If no value is put in the "comments" section ( i put "chips" in there) it will pull out the go right back to cutting without an "M00. your post as ron said, will probably not have that due to its age.
 1 point
1 point -
As always, there's an XKCD for everything. ^Compliments of https://xkcd.com/927/1 point
-
You're saying American shops need to do a better job of standardization... Then you call out two controls of Japanese origination that lack said standardization... In a roundabout way I think you're saying everyone should buy Haas?1 point
-
Post doesn't support it because that was right before or right around it was put into the software. You should grab the Generic 4 Axis Lathe post in Mastercam and post with it and see if it does what you need. If so then rob the logic out of that post and put it in your or get a hold of the originally post developer and have them add it for a fee.1 point
-
One of the main reasons I use Mastercam is because it allows programming dept. to tune itself to the problem at hand. Although we are an aerospace job shop, we make a specialized product, swaged tubes with a gazillion derivatives. Our machining problems are not the same as a typical structural hog out shop and our code and machine set ups reflect that,... customization.1 point
-
It could be the 1125 grade, (I'm a mill guy). I was relaying information to our lathe operators.1 point
-
A point path is perfect for this. Just add a point, above the hole, where you want your clearance height. Then create your point path. (TEST) (COMPENSATION TYPE - COMPUTER) N1 T17 M06 (1/2" JOBBER DRILL) (MAX - Z1.05) (MIN - Z-2.17) S764 M3 G0 G17 G90 G54 X9. Y0. G43 H17 Z1.05 M8 Z.05 G94 G1 Z-.3575 F6.11 G0 Z-1.7625 G1 Z-2.17 G0 Z1.05 M9 M5 G53 Z0. G53 Y0. G90 M30 TUBE_DRILLING.mcam1 point
-
I've been asked by the Marketing folks here at CNC to post the following link to a mastercam.com forum post they just put up : Free Mastercam University Courses "...As we all adjust to the changes caused by the COVID-19 outbreak, many of us are finding ourselves working from home or spending more time on our computers and devices. We would like to offer you a way to sharpen your Mastercam skills while we are all dealing with the disruption..."1 point
-
Since I am currently laid off, due to Covid-19, I will be taking advantage of this free resource. I appreciate CNC Software making this available to the public. Good stuff! Certainly a good time for personal development! Stay safe out there everyone.1 point
-
1105 is their "generic grade". It is going to wear quickly more quickly. I much prefer their 1125 grade. It is superior for "harder materials", but the 1115 grade is also good. Entering Angle can be used to help control chip thickness. A 45 degree entering angle, or less, is good if you have the option to specify. If you use a typical CNMG style 80 degree insert with 5 degrees of side clearance, then your entering angle would be 85 degrees. But often based on part geometry, we don't have that luxury. If you opt to rough with a round insert, you can use the Dynamic Turning path to get better tool life, and faster metal removal. Plus, depending on your settings, you can use the Chip Break function to keep the chips from wrapping on your tool or part/spindle.1 point
-
For those who don't know this, Some of the best free posts on the planet are available from this website MPMaster Mill Posts MPLmaster Lathe Posts1 point
-
ITT: My way is the only way things should be. I want the world to do everything the way I want it. No other program should be formatted differently than mine. I'm the best.1 point
-
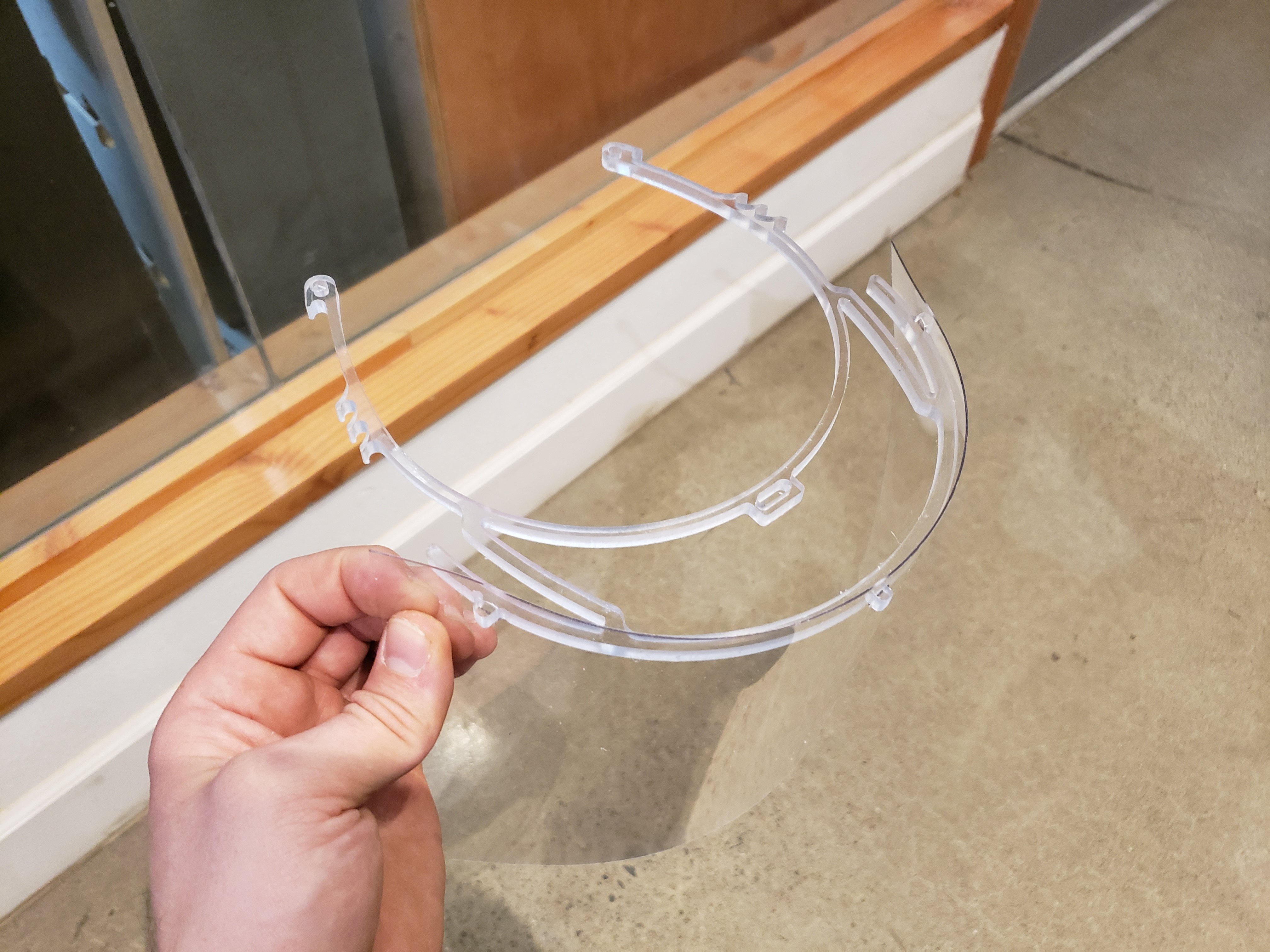
I've suddenly found that my normal work load has dropped off... Last week I started looking for ways that I could use the equipment and skills I have available to make Personal Protective Equipment for our Healthcare Professionals. I'd like to share a project I found and ask if anyone else has found other projects along these lines. I've adapted a 3d printing project to be cut on a CNC router. 2+ hours to 3d print, under 2 minutes to route. Grabcad files for routing: https://grabcad.com/library/covid19-face-shield-hole-punch-v1-1-1 Original Prusa 3d Printing Project: https://www.prusaprinters.org/prints/25857-protective-face-shield-rc1 I hope this is appropriate here, I wanted to reach people who may have the capability to make parts for their local communities, I feel that sharing on social media reaches a more diluted demographic...
 1 point
1 point -
I gave this so more thought and this situation reminds me of an old boss I use to work for. He cussed and yelled at everyone that worked for him. I was 19 and just transferred into his area. After about a month I had enough and complained to a couple of the other guys about it. They were union guys and were trying to get me fired and told him I was not happy with how he was talking and treating his workers. We were washing hands to go to lunch and he called me out on it. I told him he was rude and didn't know how to talk to people. There was no reason to be cussing at everyone yelling and screaming we all were working hard and doing our best to get our jobs done. I just point blank told him he didn't realize it because he had done it for so long and I was the only one willing to say anything about, but others felt the same exact way I did and were afraid to say anything because he was the boss. He was different after that and some time later this woman came in to the shop and asked if I was who I was. I told her yes and she gave me a hug and thanked me for telling her husband about the way he talked to everyone. She said he didn't realize how bad he had gotten and she appreciated me telling him and he had changed. I quit not to long after that, but kept in touch with a couple of the guys and he had changed and got promoted to a high position because he changed the way he talked to people. No one is perfect and sorry you feel like I was trying to belittle you, but again look at how this topic was started and what was posted. What are you trying to prove? You want to standardize things then offer up some suggestion gives some help and process to standardize things. I have offered up many suggestions and processes over the years on this forum to help people. I don't like it when someone think they can come in here and start trash posting and are going to get away with it. Call me whatever name makes you happy, but I am here to help Manufacturing and have put my money where my mouth is for many years. I have given thousands of hours to help people on this forum over the years! What have you given back to manufacturing? My name and contact is out in the open what about yours? I have a saying so many want keys to the castle without wading through the mud to get to the castle. Sorry no drawbridge to get experience you either put in the time and work for it or complain because it is not how you like it. I have my share of issues with Mastercam and you are more than welcome to email QC and see how I go about getting issues addressed. This forum is to help and support Mastercam programmers. We have complaints and share them, but in a constructive and productive manner. Hopefully you get that and share your expertise and help many on this board or where ever you help others. Hopefully you get the meaning of the post and understand I am not your enemy, but I will not stand by and tolerate what you started that was childish and uncalled for.1 point
-
There are 2 different ways to program mill/turn machines with Mastercam The first is with the dedicated mill/turn module. It is only available for specific machines. If your machine is not on the list, you are out of luck The second way is with a lathe machine definition that supports milling. Very good ones are available for purchase from post builders such as InHouse ( this website) and Postability There are also generic ones available for download from Mastercam.com One of these should work with HLE, though you will have to get your dealer involved to get one. A training tutorial like this will help too Lathe C & Y axis training turorial From the questions you are asking, I'm guessing you are new to Mastercam. I suggest you find some basic training before diving into mill/turn. If you don't, you will quickly get frustrated and give up.1 point
-
This works well. I took the time to try it out and see if I could simplify it a little bit. Not fully tested, but works with the part I am working on right now. Here is what I did to break it down, and reduce the amount of steps. In the plane manager right click on your WCS > Report > Selected. This will generate a report that looks like below. Name : Vise Op WCS Comment : Coordinate display : Mill Color : 1 Associative : No Reserved : No Locked : No ID : 52 View # : 21 Work Offset : 1 Origin (world) : X331. Y-56.77945858 Z25. Origin (view) : X25. Y-331. Z56.77945858 Matrix : X-0. Y-0. Z1. : X-1. Y-0. Z-0. : X0. Y-1. Z0. Open the attached spread sheet. There isn't any code in there, its just a simple calculation. Enter Origin (world) as you see it into Input 1 Enter Origin (view) as you see it into Input 2 Enter your machine work shift as you indicated it in the machine into Input 3 The result is what you put into the XYZ translation field in the MachSim setup. Make sure Transform into WCS is checked as well. Happy Simulating. Sim Transform.xlsx1 point
-
There's no way I'm ever going to call the trunk of my car the boot0 points
-
Foiled again!!0 points
-
Do their Horis still have C designation for the table rotation or have they standardised with the rest of the world using B?0 points
-
At my old shop we had a newbie operator on our mill. And at the end of the shift we would use a small garden style hose attached to the coolant to hose down the inside of the machine. Well he was doing this and it came off the connection and started shooting coolant all over the place. He panicked and used his body as a shield so it wouldn't go onto the floor until someone ran over and hit the Coolant Off button lol. One of the funniest things I've ever seen in a shop.0 points
-
Can we take a poll????0 points


.thumb.jpg.e1ed32e8dc33a68b1f20806bb5d55e08.jpg)