



Leaderboard



Popular Content
Showing content with the highest reputation on 07/20/2020 in all areas
-
Can disable this in the options, which is what i prefer
 2 points
2 points -
ok, here is an example file that shows axis subsitution on your file. sample part file - https://fastechincorporated-my.sharepoint.com/:u:/g/personal/support_fastechinc_net/ERaMd39pHRdCjdeVAFz-IhABs3NxwD8zKBxKj7OJB8yDXQ?e=KUgEyc video https://fastechincorporated-my.sharepoint.com/:v:/g/personal/support_fastechinc_net/EcvfKeRag0FCgeG9FDiICVUBMRE8vJPy06Oh-ETuDKqAiA?e=CtD6Lv if the video quality is poor in the browser you can download the video from that same link and if you download the .mp4 video it will play high quality EDIT: i just updated a new part file because i had that transform toolpath setup incorrectly, with axis subsitution we translate an axis subsitution path to get it to rotate like KB article 50169 shows. So please use this new link to the file since i have fixed the tranform toolpath2 points
-
One thing to not discount is having full access to the Mastercam Web site. There are useful tool and holder libraries, and tutorials and sample files that can help you understand some of the new toolpath's and their settings. The forum has quite a few CNC software employees on everyday and can help with any bugs that may pop up and get them logged in to hopefully get them corrected.1 point
-
This looks pretty cool1 point
-
I used Section turning all the time, a great tool that is really flexible. You can also turn on semi finish and put stock to leave to 0.0 and add number of semi finish cuts to 2-3 and really dial stuff in.1 point
-
If you let your maintenance lapse for more than 3 years or so, it becomes cheaper to buy a new seat than renew maintenance. This is true for almost all CAD/CAM software. I used to be able to let my SolidWorks seat slide for a couple of years Eventually they would call and I'd cry broke and they'd let me renew without paying for the missed years or the renewal penalties. They stopped doing that about 3 years ago. Now it is (annual maintenance fee/12) x the number of months you've been off maintenance + plus a bad dog fee. Occasionally, usually a few months from a new version release Mastercam will do a "get back on maintenance" special offer. I do not know how good they are as I've never needed to take advantage of the offer. I have always paid my maintenance no matter how bad it hurts, cause I know if I miss a year I will never catch up1 point
-
Yes that is true. Same goes for just about any software now a days. My Video editing software has maintenance. I don't pay it I can pay for it again in 5 years not really different. the difference is the cost of the software. Go get Fusion or any other ransom Autodesk product and don't pay their monthly ransom and then you loose everything if you don't pay it.1 point
-
See attached..ENGR-4DEC.H1 point
-
There is also a setting in the lathe rough toolpath called Section Turning that works great for long small dia parts. You can simply activate section turning, set it to a certain number of sections, and then instead of turning the entire dia. down it will turn the part down in sections to maintain rigidity. Its similar to how Swiss or screw machine parts get cut into sections to maintain rigidity. Works great from my experience1 point
-
Another thing to try is turn is back in steps.... Z0 - Z-,25 Z-.250 - Z-,50 Z-.50 - Z-,75 Z-.75 - Z-1,00 Z-1.00 - Z-1,25 A center can help but the pressure will have to be exceedingly light1 point
-
What we do here regarding vise work is use hard jaws as much as possible and use extra material to get around the specialty jaws. We do have the luxury to work with engineering to add features to our parts to help achieve this goal.1 point
-
You could use Canned Text instead of Misc. Int./Misc. Reals as well. I think it's a cleaner method.
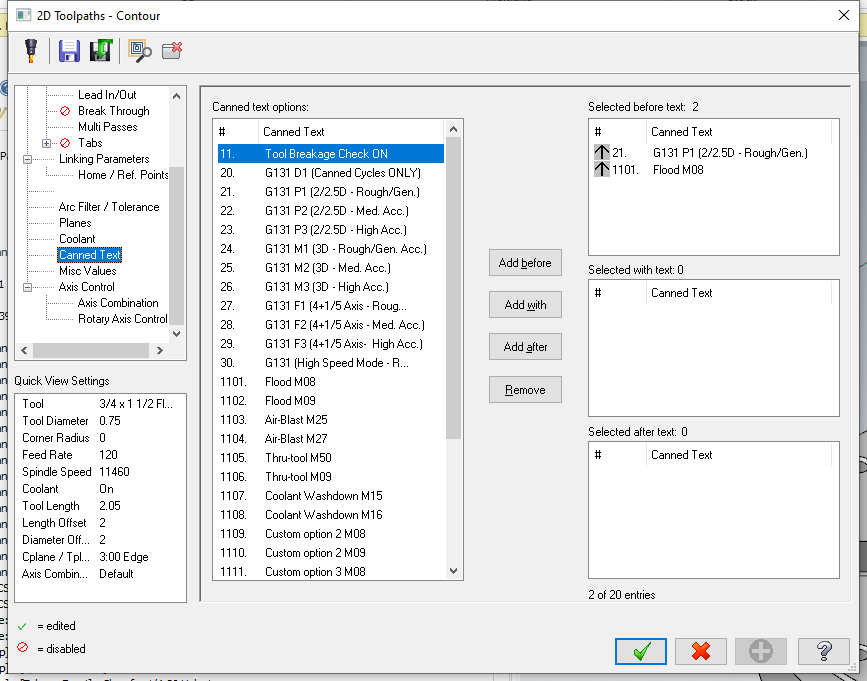 1 point
1 point -
All those controls serve a purpose and I'm not going to knock one over the other...at least not too much The biggest differentiation by far is always the guy programming them. Most of the time they won't even matter, but in those special circumstances...it could be a difference between making a profit or not for the shop owner. There is also no excuse for a modern control to puke when reading large program and going thru thousands of lines of code at high rate of speed...not good. Changed my profile name, so I can say more1 point
-
FANUC really does itself a disservice honestly. When I took a class in Chicago last year at their US HQ, I told 'em as much. They don't do a good job of educating those that support it's product, they don't do a good job of educating end users. THe only thing they do a good job of is making the most robust motion control product on the market. That must be enough for them I guess. So, it's up to folks like me that have a pretty good handle on them (and believe me I still feel like I'm only scratching the surface on what's possible with them) to pass along what we know so we can stop the disinformation fest the Heidenhein and Siemens fans continue to perpetrate. JM2CFWIW YMMV1 point
-
Hi Joey, Use scomm_sav to output the operation comment inline. pcan1, pbld, n$, *sgdrill, dwell$, pdrillparam1, sopen_prn, scomm_sav, sclose_prn, e$ scomm_sav is set in pcomment$ or pcomment2 pcomment2 #Comment from manual entry #1005 - As Comment #1006 - As Code #1007 - As Comment with output line, change at point #1026 - As Code with output line, change at point #1008 - Operation comment #1051 - Machine Name #1052 - Group Comment #1053 - Group Name #1054 - File Descriptor spaces$ = 0 scomm$ = ucase (scomm$) if sof & gcode$ >= 1051, scomm_str, scomm$, scomm_end, e$ if gcode$ = 1005, n$, pspc, scomm_str, scomm$, scomm_end, e$ if gcode$ = 1006, n$, pspc, scomm$, e$ if gcode$ = 1007, scomm_str, scomm$, scomm_end if gcode$ = 1026, scomm$ if gcode$ = 1008 & header = zero, n$, pspc, scomm_str, scomm$, scomm_end, e$ if gcode$ = 1008, scomm_sav = ucase(scomm$) #<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<THIS LINE spaces$ = sav_spc If you wanted to use the group name instead, you could create a new string variable, and use that with gcode$ = 1053 if gcode$ = 1053, scomm_sav2 = ucase(scomm$)1 point
-
Cause everybody has a Swiss laying around. I think I will call it a day.0 points
-
I'm not gonna say I'm surprised. He had a GREAT attitude!!!0 points









