Leaderboard


.thumb.jpg.9ec558122c0479d844e9a9707b913308.jpg)
Popular Content
Showing content with the highest reputation on 09/22/2020 in all areas
-
One-click perfection! Thanks JP2 points
-
Might look at the Plunge Turn for that shape in the future. It says ISCAR, but every Lathe tool company has a tool that will work.1 point
-
Seems excessive for a lead in. Another setting worth looking at is 'use stock for outer boundary' which looks at stock remaining from previous ops and minimizes air cuts.
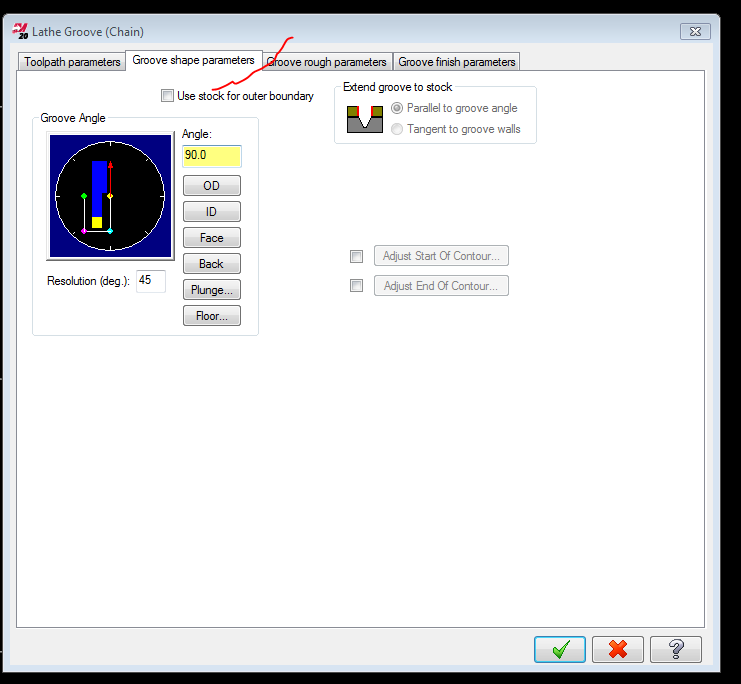 1 point
1 point -
Just because it is in the documentation doesn't mean it is getting passed through the NCI into the MP to read it. Might need to send a requests to the Post department at CNC Software and see if this is one of them that just isn't. Post this up on the official Mastercam forum and they should answer you pretty quickly. Looks like you have the understanding of how might just be one of these just not been found missing till now.1 point
-
G54.2 Variables information I have1 point
-
Try the chook FLATTENsURF.DLL1 point
-
Don't forget that Mastercam still supports the Autocad method of inputting X, Y and Z locations. To keep it simple, pick the point tool. Now, just start typing. 0,0,0 will put a point at X0-Y0 and Z0. Typing .5,1.5,2.0 will put a point at that location. Don't forget the commas. This also works for any and every position input. Paul1 point
-
Just some friendly advice - no pun intended. This should have been two separate questions. The title should reflect your question so that your post is visible, or else people have no idea what it's about. 1) "How to Remove Duplicate Feedrates During Roughing Cycles - 2020 Generic Lathe" 2) "How to Control the Placement of the M8 Command During Roughing Cycles - 2020 Generic Lathe"1 point
-
Create Point > Click Relative autocursor1 point
-
Inserted tools will not match the MRR of a solid carbide tool. And the tool body will likely cost more than the carbide cutter, increasing the cost of your operator's mistake. If you have probing you can idiot proof the setup by making sure the stock is where it needs to be, at the cost of a few seconds of probing per part.1 point
-
Bob, All of the drill cycle customization is available in MT as it is elsewhere in Mastercam. Your local reseller should be able to get the items added into your machine environment. In the Mill-Turn platform we opted to replace the limited misc value (10 integers/10 reals shared between all toolpaths) with an unlimited number of tokens which can be used for integer, real, boolean, or string values. The tokens can also be limited to use for specific operation types and other conditions. I am not sure that I understand the question of whether they persist or not but I think maybe there is a misunderstanding that has occurred somewhere. When you post from Mastercam to the sync manager you can edit any of the available tokens in the sync manager nodes, including multi-selection of operations to set similar values at the same time. Once you have done so, click save and the data will be written back to the .mcam file. For coolant, we opted for a strategy approach to better deal with the myriad number of coolant types that generally appear in the more complex mill-turn style machines. The strategies allow you to finely control how the various coolant options are applied across tool changes and reposition moves. The strategies are applied in the sync manager where you can easily visualize the work flow for the operations across the various streams. For example, if you use the same tool in your b-axis head on your left spindle and follow with using it on your right spindle, do you want the coolant to turn off while the b-axis rotates and repositions, or do you want it to spray all over? Do you need to enable your through spindle coolant prior to approach to allow the pressure to build before cutting and then enable your flood to turn on after approach? Do you reverse the process for retract or do you simply turn everything off prior to retract or even after retract? Strategies can be defined to handle any of these cases and any others that you may desire. I will keep an eye on this thread and will try to add more information if needed.1 point
-
Paul would be the one to speak on the design decisions, but my guess (from experiencing the same thing on the the hole making side) is that he couldn't figure out a way to deal with the classic Mastercam flexibility problem with coolant cycles, the same way we're constantly running into issues with Drill cycles. For example, in "normal" mill, you go into your drill toolpath and set it to be cycle #8, a special slow,fast,slow drilling cycle you made for doing alumilite or something. The order in the list is determined by your Control Parameters. The values and fields available to edit are set through there as well. Now, you change your machine type and post. The new machine was using the generic mpfan, which has cycle #8 as a rigid tap cycle. There's no way for us to know on the program side what the NC output will be. In this case, you're going to get your rigid tap cycle and all of your parameters will be thrown away. There's been a lot of refinements and improvements I haven't been able to make because it would throw away 38 years of precedence that the drill cycles are set by the control def/post. I can't rely on position #1 being regular drill cycle, #2 being peck, etc. Coolant is even worse since it's so scenario-based with the newer stuff supporting before, with, after, and MT machines having such flexibility such as variable pressure coolant pumps needing misc values to control them, it was entirely possible that you needed a coolant cycle that started after your plunge and turned on thru-tool @ 60% pressure or whatever. That's why if you use Advanced Drill in MT, you don't even have the option to set the coolant for individual segments. The MT team asked me to just let people control it by the Code field and they could control it globally for the toolpath in Code Expert. My guess is they made the call to take that completely away from the toolpaths themselves so that by controlling it through Code Expert after the fact, you always knew exactly what you were going to get and when you were going to get it. No surprises. tl;dr: Talk to your reseller about getting it customized for your needs1 point
-
This appears to do a bit more than rename e$. It appers to allow the user to add a end of line string to every output line in one place. For example if you wanted to add '*' to the end of every string you could do the following. pe '*', e$ Even if the post isn't encrypted this seems to have value, no? I'm not a post expert so I'll differ to you; objectively whats wrong with the above? How would you handle this? What standards would you like to see set in regards to MP posts? Software development is an art as much as it is a science; a standard in something so abstract seems like telling a painter they can only paint black circles on a white background. How can innovation happen if everyone is required to do the same thing?1 point
-
What do you hope to get out of maintenance? It should come with a free can of Raid.0 points