Leaderboard



Popular Content
Showing content with the highest reputation on 01/31/2021 in all areas
-
When you open up the tolerance like that (0.004 total, 0.001 Cut, 0.003 Filter), there are 3 options on the Radio buttons below, which allow you control over how the filter is applied. I believe that the "linear filter" is applied first, and then the Arc Filter is applied. For this reason, if you want to limit the amount of lines, and focus more on generating Arc output, you can use the 'Tighten Arc Filtering' Radio Button to do this. You then have a slider to control "how much of the tolerance is linear, and how much is Arc Filter"? In my example, where we are using 0.003 for the Filter Tolerance, I'd typically use the 'Tighten Arc Filter', and set it to 75% or 100%, using that slider. At 100%, you should mainly be creating Arcs for all the curved offsets geometry, for moves the 'filter' can actually do an 'arc fitting' to.1 point
-
Set your planes up like the photo here. Then right mouse click and select your gview.1 point
-
Good strategy Bob, but if you are only leaving 0.001-0.002 stock on the walls, this will limit your filtering tolerance values. In general, you want to be sure that your Cut Tolerance on the Filter page is around 10-20% of your Stock to Leave value. At 20%, and leaving the 'high value' of 0.002, your Cut Tolerance should be down around 0.0002-0.0004. There is nothing inherently wrong with this approach, but there is performance to be gained from your computer hardware, by using a bit more 'Stock to Leave' on the walls. Technically speaking, with a fast enough computer, this is a moot point. But I see many Mastercam Programmers who don't know much about adjusting the Filter, and they just end up using the Filter Default Values. If you were to leave 0.008 Stock on the walls (0.2mm), you could safely put the Total Tolerance around 0.004, the Cut Tolerance at 0.001, and the Line/Arc Filter enabled at 0.003. (25% Cut Tol, 75% Filter Tol). Within the Line/Arc Filter, there are options to control "how the tolerance value is 'split' between Linearization and Arc Creation".1 point
-
I like to finish floors with 2D HST and use a .002" micro lift and leaving .001-.002 on the walls. I would then finish the boss walls using contour or waterline leaving .0005" on the floor so no witness marks.1 point
-
I will share this in 1993 I took a job at a shop and told the owner about the same thing you did. I said give me time to learn and I will learn everything I can to be good at my job on the machine. Within one month I was given the lead CNC Mill Machinist position. I started making my own soft jaws and other things to speed up production. I moved to 3rd shift and when I left production for the whole shop dropped by 80% and that is when they figured out day shift and 2nd shirt were taking credit for my work being done on 3rd shift. One person out working 5 was what I was doing. Not saying that to brag that was the reality. The owner begged me to come back and I told him once I am done with a company I am done. He was a friend for many years after that until his passing. I always had that drive and went in early at one company to learn wire EDM without pay and stayed late. After 3 months I was made the lead of the EDM department. My best piece of advise is be willing to make mistakes and learn from them. Need to be willing to eat humble pie, but if you right and know your right then need to be willing to walk if that is the choice you are forced into. I have been forced into that position about 10 times in my professional life. I learned I am not a good employee per say because I am willing to say no. I am willing to fight for what I think it the best way and I am willing to make mistakes and own them. World is filled with yes people and it really hard to find no, but willing to explain why. No doesn't mean I will not do it the way you have told me you want it done. It just means I am not blindly going off in the direction I disagree with. People pay us all to do our best and give our best. If we are willing to not do it to earn a paycheck then we not doing our best. I came up through in a time when I was teaching half of the apprenticeship classes because I knew the computers and math better than the people trying to teach the classes. Funny teaching the teacher in the fundamentals of CNC Programming in the early 90's. I had been doing it about 7 years at that point and he thought he could just pick up the book and teach the class never having done it. He lasted about 2 weeks and realized he was in over his head. That was when I realized that program was a joke and I was better off forging my own path. I just threw out my old hand written notebooks from that time. No need for them anymore as everything is online now. Back then you made up notebooks of important information. I still have about 20 of them. I have some the early 1900 books on Steam Generation and repair. Those have not made it online and not sure they ever will. Read, Read and Try and Try and fail and fail and pick yourself back up and fail some more and try again and again. This is what those of us who are what others call good at what we do do. Those who think they are good and don't know how to really do it are all talk. They love to talk about what they can do, but ask them to get on a machine and show you. I can setup and run every single machine I have ever programmed. I might take some time familiarizing myself with the machine, but I am not scared to setup, operate and run any machine I program. Guess what floor needs to be sweep, moped or machines cleaned I got no problem doing that either.1 point
-
its the flag holder plaque , it does look pretty good with ole glory hanging above it on a bright clear winter morning1 point
-
As Leon82 said, Highspeed pocket works well.
 1 point
1 point -
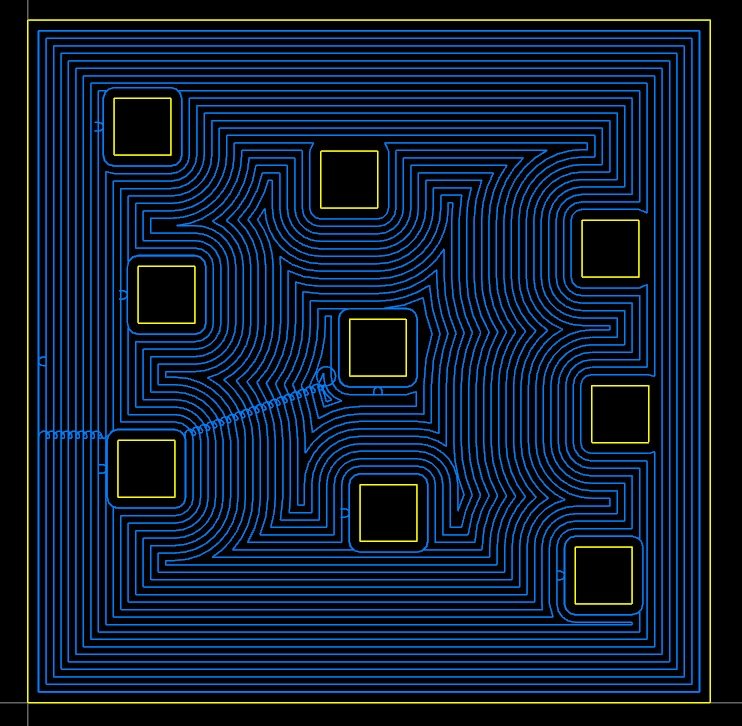
there were a few "snail trails , as you can see the ones that aren't uniform but there were only a few and they too were kind of uniform and by playing around with it a bit i could have got it closer to complete uniform , but yes there are almost always some kind of darn its, that you just run out of time on and have to move on1 point
-
when im after a pleasing look i go with true spiral from inside to out , start at center , there is a lot of "air time " but it comes out uniform, and aesthetically pleasing .
 1 point
1 point -
That has to be the best explanation of mastercam pocketing tool paths that I've ever seen.0 points