



Leaderboard



Popular Content
Showing content with the highest reputation on 05/27/2021 in all areas
-
2 points
-
Hello EM, How does someone become a full-time post developer? What is the typical trajectory for obtaining such a position? Is there a formal curriculum of courses and training for this type of work? Do you have to be a reseller or own a Mastercam license? Thank you1 point
-
Some programs have a lot (too many!) options on format export. I'll bet what you're seeing is something that is set to export DXFs without arcs.1 point
-
Thank you. That is my understanding as well.1 point
-
If it's possible thread mill it.1 point
-
Problem is the angle of the tool in relation to the start plane. I have 5 axis drilling toolpath and the Plane is top, but the 1st hole is 150 degrees from that position. When you do like I said and make a dummy point operation and backplot them together then you don't see the drill toolpath start out incorrectly, but by itself back plotted the tool is positioned incorrectly. Same thing happens is 4 axis and 5 axis toolpaths unless the start plane is identical to the operation then you don't see if, but if the tool is different than the plane and you backplot the toolpath by itself it will always be wonky. In transform toolpath doing Multi Axis work and stepping line by line in backplot you also see this.1 point
-
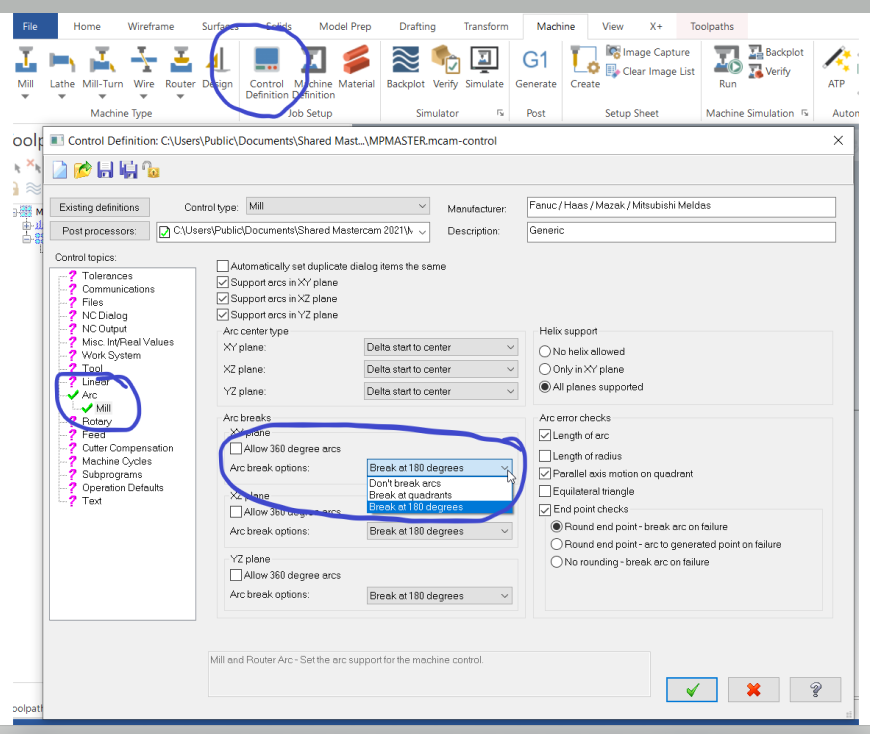
Go into the CMD and use the break arcs at 180 or quads and then repost the program.1 point
-
Hey Kevin, Just played around with what you have setup on my settings here and I think I found your issue. Try changing the 'm99' to 'M99'. Seems like its caps sensitive! I just tried it with my program and switched my $0 to $3 to try it. Seemed to have worked just make sure your 3rd stream has a M99. Mine doesn't typically because its the Machine Configuration for my L20. Just out of curiosity what kind of machine do you have that uses 3 Streams?? Hope this helps out though!1 point
-
When I run your code through NC Plot it doesn't do an arc at that line either. If you don't have Cimco or NC Plot use NCVIEWER.COM for a free webbased backplotter.1 point
-
I think you are already at the XY positions of the skipped arc move. So it would need to be a 360deg arc?? If that's OK then split the move into 2 G03 moves1 point
-
It's because they are splines1 point
-
The MP Post Language is the original "scripting language", used to process NCI data. I think you've figured out this much by now. MP takes NCI data, and formats it into NC Code output. There is a separate "layer" in-between the NCI and the Post, called Machine Definition and Control Definition, which allow options to be configured for output. But these are essentially "switches" that you set in parameter pages, and that's it. Any "manipulation" is done at the Post level, with input data from the Operations, Tools, Machine Definition, and Control Definition settings. With MP.Net, there is now a separate "Simulation Layer" that exists as a Software Layer between Mastercam and the NC Code output. This Simulation Layer is called "Mastercam Extensions". It allows you to bring in Operations, and perform Simulation, Operation Synchronization, and setting of Coolant and Wait Codes. There is bi-directional linking between the "Mastercam Ops", and the "Simulation Ops", to some extent. That allows you to regenerate operations, and have your Tokens stick. Instead of using "Misc. Values" (integers or real numbers), to control output settings, you end up setting Token values in the Extensions (simulation) Layer. A Token is a variable with properties. As a user, you have access to set some "token default values", but most of the tokens should be created for you when you get a .Machine file. (Dot Machine File) I believe that eventually all the Posts will be created in MP.NET, but we're probably at least a decade away from that happening. I bet "Standard MP", will likely be around for another 20+ years. The real question is: at what point will Mastercam (CNC Software), force the switch over to MP.NET? Again, my guess is over a decade, but who knows? The regular MP Language is very powerful, and you can do everything that MP.NET would do, with the exception of integrating into a "Simulation Layer". Technically, you can drive Mastercam Simulation through a MP-Based Post, but that is a not the same thing as what MP.NET provides.1 point
-
Thank you all for the replies. I do agree that if the pitch is not called out on a metric thread it shall be a course pitch. If other than course is required it shall be called out with the intended pitch. I was told by my QA department, (after I had programmed the threads in question), that if a metric thread does not call out the pitch it shall be "1. (across the board)". Whaaaat? I tried to explain otherwise to no avail. So, I did reach out to the customer, (QA was afraid to do it), and they returned with, " no pitch call out designates course pitch and sent a clip of a course pitch chart similar to the one I showed QA. Hens, 1.5, 1. and 1.75. If there is something that we all agree to disagree on yes, ask the customer. But I was correct this time. Okay, so maybe I just wanted vindication. Thanks again everyone!!!!!0 points
-
ya ya .. I didn't see MM always thinking Imperial...0 points







.thumb.jpg.15afa8dbfcde0167893a4a297d335e0b.jpg)