Leaderboard




Popular Content
Showing content with the highest reputation on 08/02/2021 in all areas
-
LOL! We are trying something new, a social experiment in our shop I thought some might find interesting. We currently have redundancy in every department in our shop. We have multiple good machine operators, multiple physical inspection experts, multiple CMM programmers, etc... What we are doing as a shop for the month of August (trial run) is half the team will work Monday-Thursday and half the team will work Tuesday-Friday with each team working four 8 hour days. The fifth day will be paid at 8 hours so essentially they will be given 52 extra days of paid vacation if this is sustainable. My goal is to hit our monthly deliveries and sales targets and so long as they can manage that this arrangement will continue. The ball is in their court on this. If we get the work done there is no additional cost to the shop, our payroll will remain unchanged but the employees will have an additional 2.5 months per year (52 days/ 5 days per week = 10.4 weeks) to enjoy life. We are currently doing well and profitable and we leverage technology to the hilt (cells, robots, etc...) so the shop runs well with a skeleton crew. Monday and Friday will be light but we should be able to shift our work flow to accommodate this. I really hopes this works well because my ultimate goal is to create solid employee loyalty and facilitate a better work-life balance for them. I will keep you posted on the outcome. I'm thinking this will also make hiring pretty easy as well4 points
-
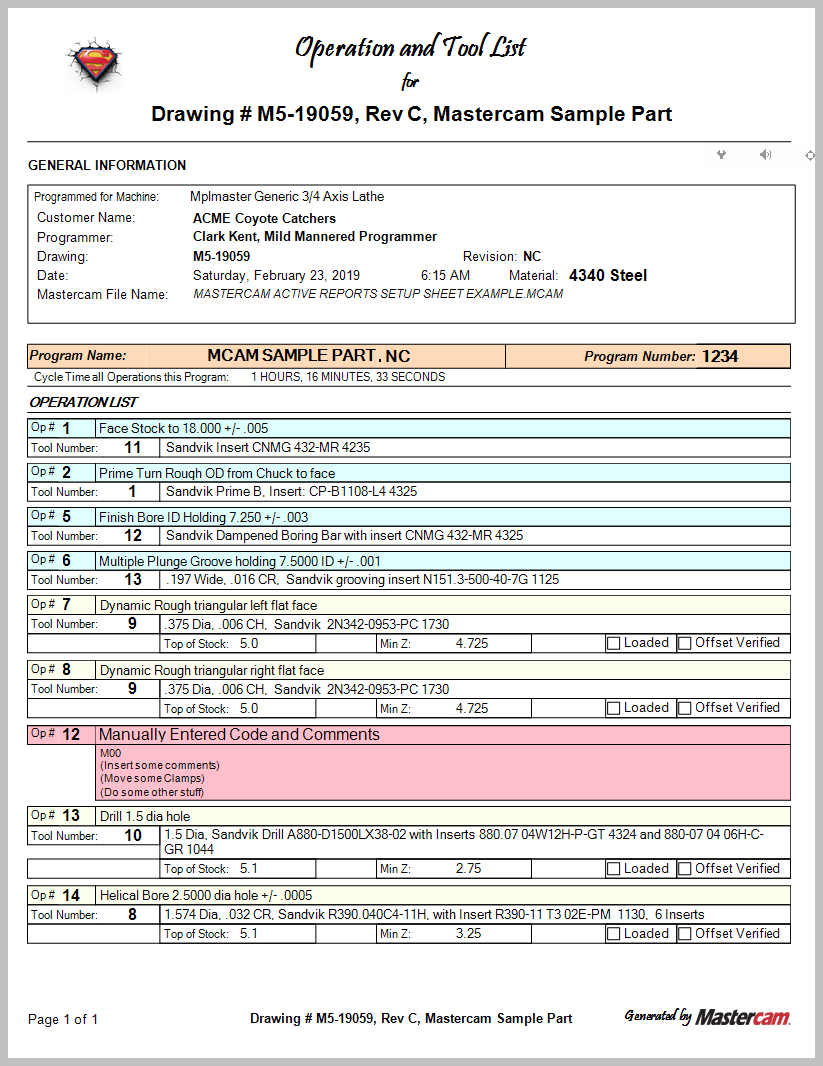
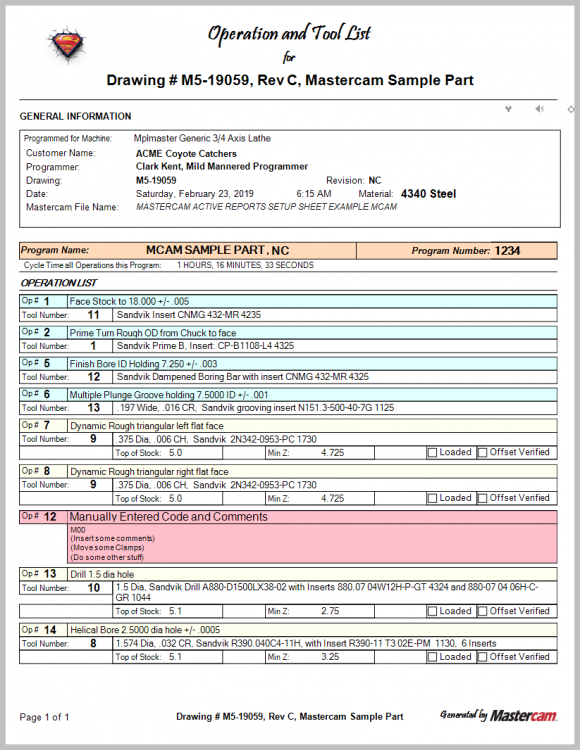
Greetings all, I have developed a setup sheet that is really more of an Operation check list. Developed for minimal paper waste. It works with all three of the main program types without changing report templates: Mill, Lathe, and Mill/Turn. The operations are color coded: Blue is turning, Yellow is Milling, and red is Manual Entry. If the tools are named in Mastercam the way that I recommend, all of the information will be there for the operator: Insert codes, etc. Included in the zip file that is attached is a sample turning program with milling, the Active report templates, a Word doc with instructions on how to install and where to enter information. For best results, pay close attention to the Word doc on what and where I enter the names and comments of the tools and operations. Disclaimer: Use at your own risk. Active_Reports_OP_Tool_List_short.zip
 1 point
1 point -
Hello all I have two adjacent surfaces with uneven UV lines. What will be the best option to make them even ?. Reflow UV ? or Overflow UV (Mastercam 2022 command) ?. Is anybody knows what is overflow UV used for ? Thank you1 point
-
My boss made me work 10-12 hours 7 days a week for the last four months. (I'm self employed)1 point
-
Overflow is exactly what this scenario is for. Here's how to use it (from the Mastercam.com forum's "whats new" posts): Reflow is to realign a single surface at a time. It won't take multiple surfaces and "stitch them together" or anything.1 point
-
I'm currently using my hasp at both home and work It's very convenient. The only real danger is losing it while carrying it back and forth. I don't know the process for moving a software license from machine to machine but I doubt it will be as simple as a moving hasp1 point
-
Being pushed is not the same as being encouraged,1 point
-
Yes we are continuing to renew and use it for now at least1 point
-
used to work in a shop that was around since the 60's. They wanted everything programmed in control and to the print, reason being operators could adjust programs on the fly. I realized very early on the only thing I hate more than Control comp, was operators making changes to my programs!!!!!1 point
-
first i had to check my calendar to make sure it wasn't April 1st where were you you 40 years ago when i started this trade, sounds like a great place to work, i hope that your plan is successful1 point
-
Bob this is a wonderful example of being a great employer. Kudos!1 point
-
I will normally program from the datums (avoids errors), however I always reserve the right to change WCS position to suit the situation, or simply for my own amusement if the machinists are being annoying..... Typical would be using the center and top of the stock block for OP1.1 point
-
So, combining the logic from MIL-TFP-41 & Johns program would get this: % O8888 #121=#3011 (capture date) #101=FIX[#121/100] #102=FIX[#121/10000] #103=#101-[#102*100] IF[#103LT1]GOTO9000 IF[#103GT12]GOTO9000 IF[#103EQ1.]GOTO1001 IF[#103EQ2.]GOTO1002 IF[#103EQ3.]GOTO1003 IF[#103EQ4.]GOTO1004 IF[#103EQ5.]GOTO1005 IF[#103EQ6.]GOTO1006 IF[#103EQ7.]GOTO1007 IF[#103EQ8.]GOTO1008 IF[#103EQ9.]GOTO1009 IF[#103EQ10.]GOTO1010 IF[#103EQ11.]GOTO1011 IF[#103EQ12.]GOTO1012 N1001 G81X.1Z-.01R.01F10. G80 M99 N1002 G81X.15Z-.01R.01F10. G80 M99 N1003 G81X.2Z-.01R.01F10. G80 M99 N1004 G81X.25Z-.01R.01F10. G80 M99 N1005 G81X.3Z-.01R.01F10. M99 G80 N1006 G81X.35Z-.01R.01F10. G80 M99 N1007 G81X.4Z-.01R.01F10. G80 M99 N1008 G81X.45Z-.01R.01F10. G80 M99 N1009 G81X.50Z-.01R.01F10. G80 M99 N1010 G81X.55Z-.01R.01F10. G80 M99 N1011 G81X.60Z-.01R.01F10. G80 M99 N1012 G81X.65Z-.01R.01F10. G80 M99 N9000 M991 point
-
You know you are still allowed to move.1 point
-
I just ran this on my new Boxx Appex S3_06 at work i9 11900K overclocked to 5.3 ghz 32g ram Quadro RTX 4000 2 min 35 seconds1 point
-
There is probably a more elegant way to do this, but my approach would be something like this: #121=#3011 (capture date) #101=FIX[#121/100] #102=FIX[#121/10000] #103=#101-[#102*100] so for today's date, as Fanuc writes it (202107270) that little bit would make #103 equal to 7 From there it would be something like this: IF[#103EQ1.]GOTO1 IF[#103EQ2.]GOTO2 IF[#103EQ3.]GOTO3 IF[#103EQ4.]GOTO4 IF[#103EQ5.]GOTO5 IF[#103EQ6.]GOTO6 IF[#103EQ7.]GOTO7 IF[#103EQ8.]GOTO8 IF[#103EQ9.]GOTO9 IF[#103EQ10.]GOTO10 IF[#103EQ11.]GOTO11 IF[#103EQ12.]GOTO121 point
-
This is just a rough sketch You can call it at whatever point you want G65P8888A1. You can set A to your correct month % O8888 IF[#1LT1]GOTO9000 IF[#1GT12]GOTO9000 IF[#1EQ1]GOTO1001 IF[#1EQ2]GOTO1002 IF[#1EQ3]GOTO1003 IF[#1EQ4]GOTO1004 IF[#1EQ5]GOTO1005 IF[#1EQ6]GOTO1006 IF[#1EQ7]GOTO1007 IF[#1EQ8]GOTO1008 IF[#1EQ9]GOTO1009 IF[#1EQ10]GOTO1010 IF[#1EQ22]GOTO1011 IF[#1EQ12]GOTO1012 N1001 G81X.1Z-.01R.01F10. G80 M99 N1002 G81X.15Z-.01R.01F10. G80 M99 N1003 G81X.2Z-.01R.01F10. G80 M99 N1004 G81X.25Z-.01R.01F10. G80 M99 N1005 G81X.3Z-.01R.01F10. M99 G80 N1006 G81X.35Z-.01R.01F10. G80 M99 N1007 G81X.4Z-.01R.01F10. G80 M99 N1008 G81X.45Z-.01R.01F10. G80 M99 N1009 G81X.50Z-.01R.01F10. G80 M99 N1010 G81X.55Z-.01R.01F10. G80 M99 N1011 G81X.60Z-.01R.01F10. G80 M99 N1012 G81X.65Z-.01R.01F10. G80 M99 N9000 M99 %1 point
-
We do some S/N engraving along with our logo and part info here. I set mine up to be simple for the operator to input a few numbers and press start. Anyways, you would set a macro variable and then subcall another program with a G65P_____. You could do it all in the same program, of course, but I like having a simple program so that nothing important gets deleted when the operator makes a typo. Here is a quick sample of the structure I use for the number part of my programs. In your case I would just engrave the number of the month or a letter corresponding with the month for easy identification at a later time. % :8503(NUMBERS) (08-03-18) IF[#105EQ1]GOTO1(1) IF[#105EQ2]GOTO2(2) IF[#105EQ3]GOTO3(3) IF[#105EQ4]GOTO4(4) IF[#105EQ5]GOTO5(5) IF[#105EQ6]GOTO6(6) IF[#105EQ7]GOTO7(7) IF[#105EQ8]GOTO8(8) IF[#105EQ9]GOTO9(9) IF[#105EQ0]GOTO10(0) GOTO9999 N1 ( ENGRAVE 1 ) G0G91X-.0286Y.0714 Z-1.8 G1Z-.21F#131 X.0286Y.0286F#132 Y-.2 X-.0286 G0Z.26 X.0286 Z-.05 G1Z-.21F#131 X.0286F#132 G0Z2.01 GOTO9999 N2 ( ENGRAVE 2 ) G0G91X-.0555Y.0714 Z-1.8 G1Z-.21F#131 G2X.0495Y.0286R.0571F#132 G1X.0044 G2X.0571Y-.0546R.0571 X-.0148Y-.0358R.0572 X-.0513Y-.0384R.4745 G3X-.0492Y-.0712R.0965 G1X.1196 G0Z2.01 GOTO9999 N3 ( ENGRAVE 3 ) G0G91X-.0575Y.0712 Z-1.8 G1Z-.21F#131 G2X.0498Y.0286R.0576F#132 G1X.0073 G2X.0416Y-.0156R.0631 X.0156Y-.0344R.0457 X-.0425Y-.0498R.0505 G1X-.0143 G0Z.26 X.0143 Z-.05 G1Z-.21F#131 G2X.0453Y-.0502R.0505F#132 X-.0156Y-.0344R.0457 X-.0415Y-.0156R.0631 G1X-.0131 G2X-.0498Y.0286R.0577 G0Z2.01 GOTO9999 N4 ( ENGRAVE 4 ) G0G91X.0371Y-.1 Z-1.8 G1Z-.21F#131 Y.2F#132 X-.1035Y-.1529 X.1328 G0Z2.01 GOTO9999 N5 ( ENGRAVE 5 ) G0G91X.0583Y.1001 Z-1.8 G1Z-.21F#131 X-.1209F#132 Y-.0886 G2X.0537Y.0172R.0923 G1X.0034 G2X.0338Y-.008R.0757 X.0234Y-.0206R.0606 X.011Y-.0362R.0653 X-.0087Y-.0324R.0653 X-.0545Y-.0316R.0628 G1X-.009 G2X-.0419Y.0157R.0636 X-.0112Y.0129R.0636 G0Z2.01 GOTO9999 N6 ( ENGRAVE 6 ) G0G91X.0576Y.0699 Z-1.8 G1Z-.21F#131 G3X-.0518Y.0303R.0594F#132 X-.0566Y-.0411R.0594 X-.0115Y-.063R.1781 X.0075Y-.0512R.1781 X.0577Y-.0451R.0594 X.0566Y.0411R.0594 X.0028Y.0181R.0594 X-.0594Y.0594R.0594 X-.0594Y-.0594R.0594 X.0017Y-.0141R.0594 G0Z2.01 GOTO9999 N7 ( ENGRAVE 7 ) G0G91X-.06Y.1 Z-1.8 G1Z-.21F#131 X.12F#132 G3X-.06Y-.2R.3634 G0Z2.01 GOTO9999 N8 ( ENGRAVE 8 ) G0G91X-.0064Y.0071 Z-1.8 G1Z-.21F#131 X.0128F#132 G3X.0465Y.0465R.0465 X-.0465Y.0464R.0465 G1X-.0128 G3X-.0215Y-.0053R.0464 X-.0249Y-.0411R.0464 X.0464Y-.0465R.0464 X-.0535Y-.0535R.0535 X.0094Y-.0305R.0535 X.0441Y-.0231R.0536 G1X.0128 G3X.0536Y.0536R.0536 X-.0536Y.0535R.0536 G0Z2.01 GOTO9999 N9 ( ENGRAVE 9 ) G0G91X-.0576Y-.0699 Z-1.8 G1Z-.21F#131 G3X.0518Y-.0303R.0594F#132 X.0566Y.0411R.0594 X.0115Y.063R.1781 X-.0075Y.0512R.1781 X-.0577Y.0451R.0594 X-.0566Y-.0411R.0594 X-.0028Y-.0181R.0594 X.0594Y-.0594R.0594 X.0594Y.0594R.0594 X-.0017Y.0141R.0594 G0Z2.01 GOTO9999 N10 ( ENGRAVE 0 ) G0G91X-.0467Y.0674 Z-1.8 G1Z-.21F#131 G3X-.0119Y-.0674R.1972F#132 X.0119Y-.0674R.1972 X.0467Y-.033R.0496 X.0467Y.033R.0496 X.0119Y.0674R.1972 X-.0119Y.0674R.1972 X-.0467Y.033R.0496 X-.0467Y-.033R.0496 G0Z2.01 GOTO9999 N9999 M99 % If you are interested in learning Custom Macro stuff, I highly recommend this book by Peter Smid. It's an easy read and will really open your eyes up to all the possibilities of Custom Macros. I am far from an expert on the subject, but know enough to get by. https://www.amazon.com/Fanuc-Custom-Macros-Peter-Smid/dp/0831131578/ref=sr_1_8?dchild=1&keywords=custom+macro&qid=1627384092&sr=8-8 Another book: https://www.amazon.com/Programming-using-Fanuc-Custom-Macro/dp/0071713328/ref=sr_1_3?dchild=1&keywords=custom+macro&qid=1627384127&sr=8-31 point
-
Aladdin, the company that sells our HASP's has been bought out.. and the HASP products kicked to the curb Our Hasps are limping along with legacy support and it's only a matter of time they are gone Given a choice between a hasp and a software license, I'll take the hasp all day long but that's not going to be an option soon. Every year when I renew my maintenance I expect the bad new but so far, so good.1 point
-
The last time I looked, which was a couple of years ago, the only way to get HSMWorks for Solidworks was to subscribe to a pricey manufacturing suite A stand alone HSMWorks for Solidworks was not available. I do not know how AD is treating the HSWWorks people who owned it when AD ate them1 point
-
Mastercam was slow rolling out the SDK. CAMplete got it Thursday June 10th. This is why I'm still running Mastercam 2021. Once the CAMplete plug-in hits, Mastercam 2022 is all I'll have then.1 point