Leaderboard



Popular Content
Showing content with the highest reputation on 09/26/2021 in all areas
-
Hello forum people! I wanted to let you know that after 9 years here at the helm of Multiaxis and Hole Making, I'm going to let someone else have a turn at the tiller. I'm going to transition into owning a shop nearby in Hartford, starting on Monday. This is my last day @ CNC Software. Thank you all for being here! I've been on eMastercam longer than I've worked at CNC, and I'll be here long after, but I may lose access to this particular account. I'm not sure Cheers,2 points
-
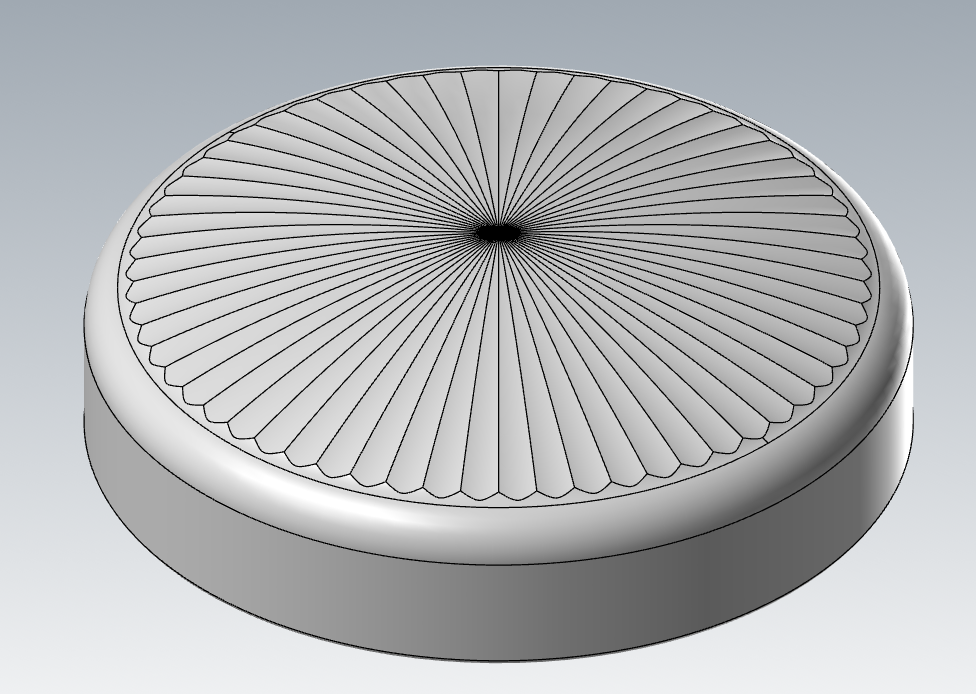
Here is a link to the 2022 file. Sorry much better modeling processes in it than previous versions. You can open in 2022 HLE if you don't have 2022 or can't get it. Level 11 is the process to make the surface to come up with a boolean remove process or trim to surface. Might even turn the surface into a sheet solid and then thicken, but that is a work in progress. I will update the file once I have sorted it out in my head. What I did to create the model above is on level 10. Level 11 is how I use to make my stock models years ago out of solids. I might spend 40-50 hours doing this process to have solids of the progressive models to work from before we got stock models. One project I cut 3000 hours a year out of the production time just eliminating air cuts that had been present for 10 years prior to me reprogramming it. I told the own that one part paid my salary for the next 10 years he was not amused. Link to Dropbox File1 point
-
Here is what I got with using a arc and sweep then boolean remove.
 1 point
1 point -
Go the right view and make the bull wireframe on center. Use the new arc fit the toolpath geometry and sweep it. Then rotate the solid the number of times you want to repeat then boolean remove and good to go. I was just using what you got and make and arc from it. Make a new level and then use to create arc 3 point using the geometry you got from the toolpath. You can try filtering the toolpath and use the max arc settings and see if that will make the arc and allow you to save it to a level, but what you had using the method I have shown will work also. I tried several different filter settings and none gave me an arc and to make a nice looking model I would use an arc for the sweep verses the lines backplot is giving me. Maybe someone else has a secret handshake method when refit spline or simply spline, but using the 3 Point arc always work so I go with what I know works verses trying to reinvent the wheel.1 point
-
I developed my own routines within Mastercam and they reference the Renishaw macros on the machine. In short, I didn't buy the Mastercam add-on, I did it myself and built in a lot more functionality. [POST_VERSION] #DO NOT MOVE OR ALTER THIS LINE# V23.00 P0 E1 W23.00 T1593638671 M23.00 I0 O0 # Post Name : Makino A51.pst # Product : Mill # Machine Name : Generic # Control Name : Fanuc # Description : Generic 4 Axis Mill Post # 4-axis/Axis subs. : Yes # 5-axis : No # Subprograms : Yes # Executable : MP 14.01 point
-
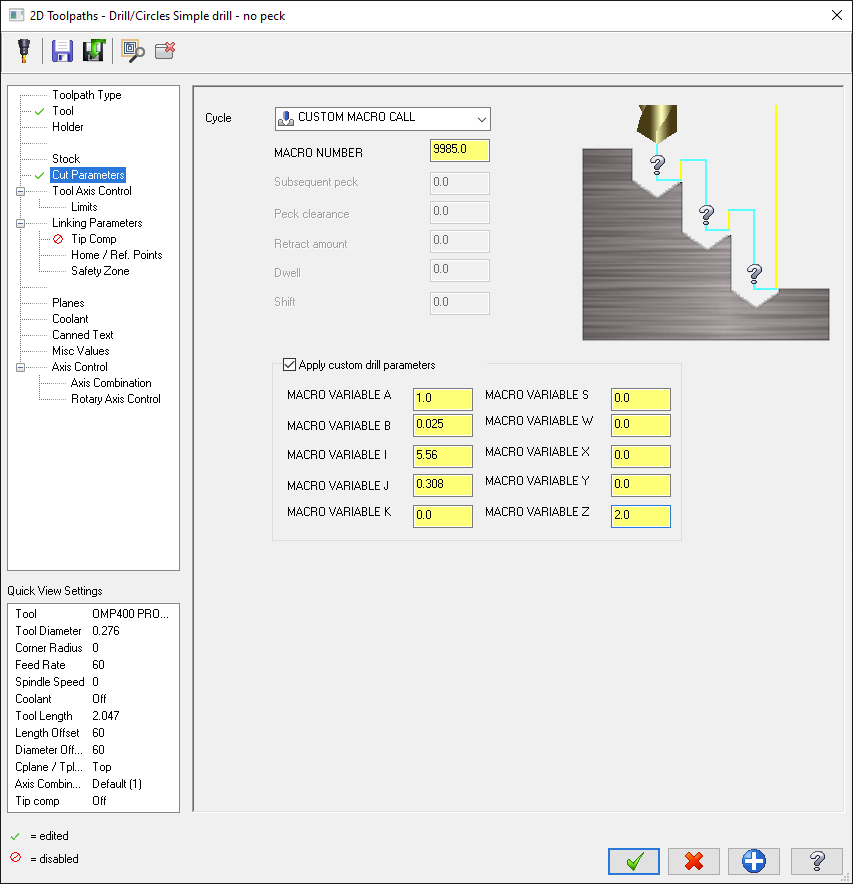
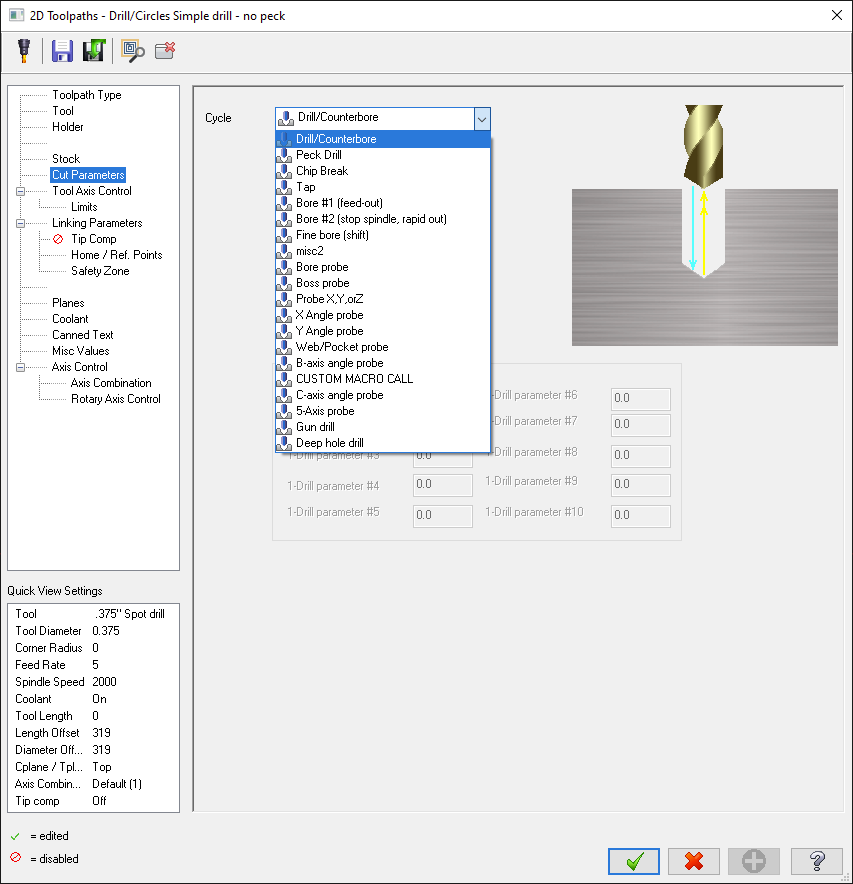
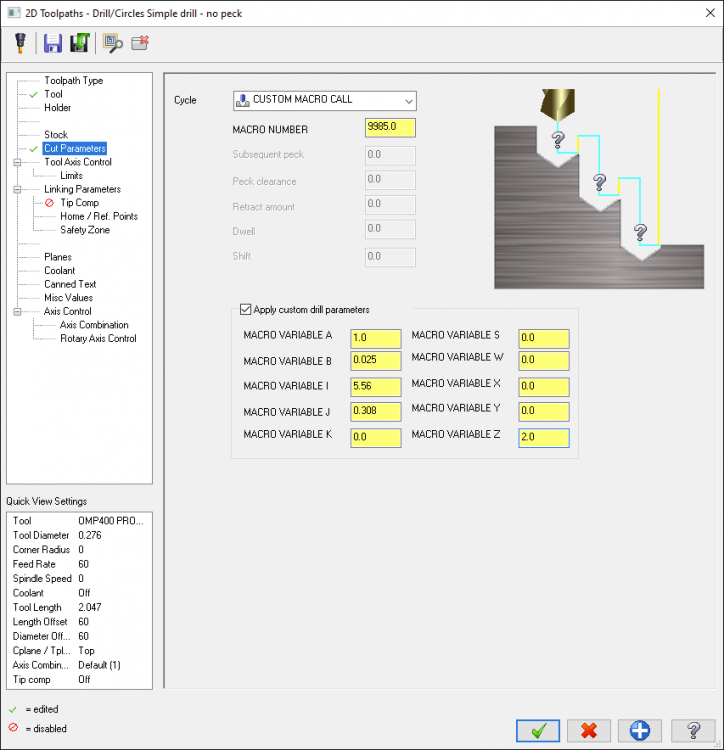
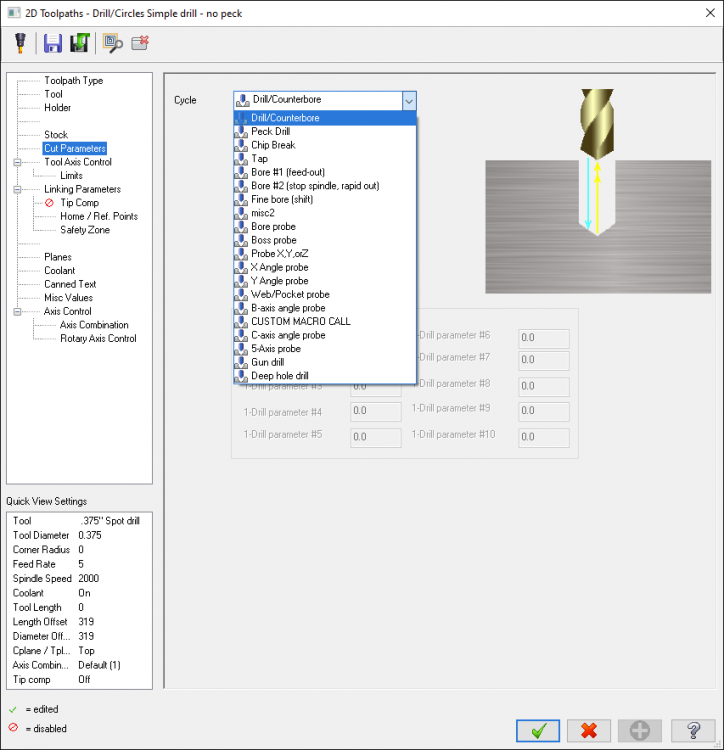
I noticed that and it is why I added the custom macro call. That pretty much gives me a few hundred custom drill and probing cycles. We have a word document that outlines the inputs/ outputs for all of the different macro cycles.1 point
-
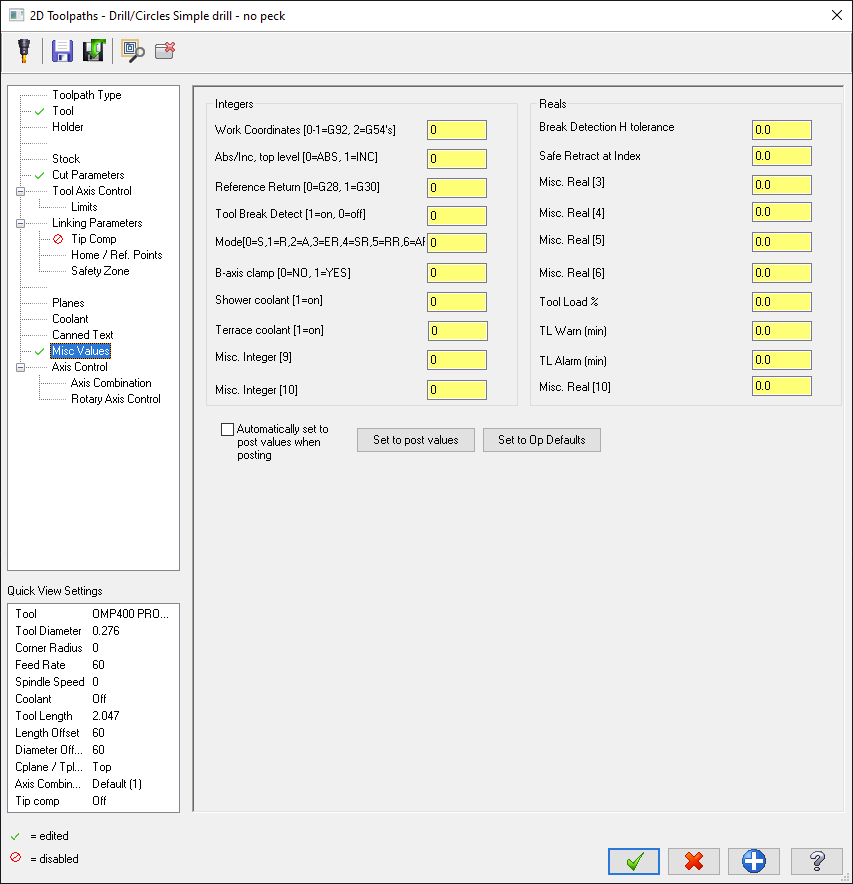
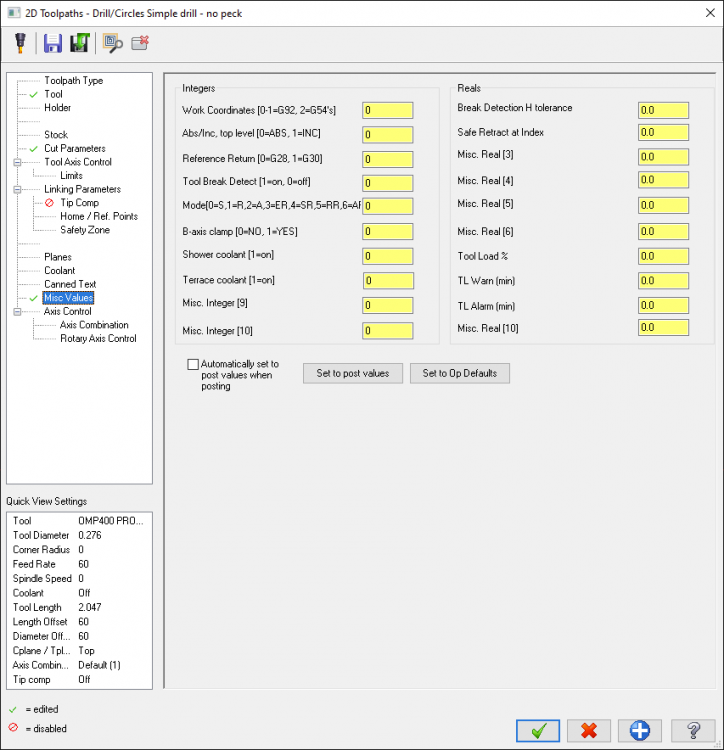
Here are a few things we have done to make things easier. One of our drill cycles is a custom macro call which allows Mastercam to control the tool, coolant, tool start position, etc... It also allows calling pretty much an unlimited number of macros with up to 10 inputs. The standard input for variable 'Z' is the macro revision, allowing revision control and checking at the machine if there is a significant tweak/ improvement to the macro. This drill cycle has been VERY handy indeed. In the misc reals there is a tool load % input that allows specifying the tool load limit at the machine on a operation by operation basis. If a tool that is set up to rough at 3/4" LOC is roughing at 1/4" LOC due to the specific geometry the load limit can be tailored to those parameters for that operation instead of a one size fits all at the machine. We also have break tolerance inputs so we can specify break check tolerances on an operation to operation basis. These sorts of things make it much easier to run challenging parts lights out or with no operator present. Nothing too crazy but I figured some folks might find it interesting. The custom drill cycles for probing are all home grown as well. They allow setting work offsets, DFO offsets, TCP parameters, 5-axis probing, measuring to tolerance, exporting values to macro variables for use in other macros (custom macro calls, etc...). It really closes the loop on a lot of items that usually require intervention from an operator.
 1 point
1 point -
Our goal is to grow through automation, not necessarily adding labor. We leverage our employees time through improving and automating processes to reduce labor in parts and increase their productivity. An example is we have our mill turn semi-finishing, probing, comping the tool, and finishing the feature all automatically. I know this is nothing new but we actively identify challenging or time consuming features and improve the process to reduce labor and increase process reliability. On production parts we have put significant effort into deburring on the machine and some deburr toolpaths are pretty involved but the result is reducing the labor in each part by a few hours so our deburr department can work on other things. These improvements aren't geared toward eliminating people, they are geared towards growing sales with the people we have. The issue in this last month was in rework cycles. If a feature is .0005" out and it is an expensive titanium casting it isn't going back into the machine to be fixed, it gets stoned by a craftsman. We need to reduce/ eliminate the rework cycles through more robust processes going forward. That was the hang up on this. It isn't easy because often a feature is out because a casting relieves a little during machining so that has to be accounted for. It is never ending... Also we only have one operator for our NTX2000 mill-turn so having that sit every Friday wasn't good. That machine produces ~$4k per day... With our three Makino HMCs we are shooting for 250 spindle cut hours per week. Our record (with some OT) was 320 in one week, single shift.1 point
-
You would fit right in....Thee Circle Slack channel...lots of Ribbon Bar and V9 talk!!!0 points