Leaderboard




Popular Content
Showing content with the highest reputation on 11/23/2021 in all areas
-
I like to back them up as individual files on our network. It is part of our periodic maintenance that I try and do. At least once a year back programs and parameters up. That way, when the batteries go dead, or when they move something and they don't hook it back up or someone shorts out a drive, or someone deletes a program,.....or whatever.....I have what I need to get it back up to speed. It's just way easier to dump them out as one program. Thanks James, that's what I was looking for.2 points
-
2 points
-
Yep, anytime you get a moment I'd love a video or example. We want to make sure Safety Zone is solid going forwards, as it'll be integrated into more and more areas of the software. TP users have probably already seen glimpses of this in the new Job Setup for 2023.... Ron, there's a couple scenarios with things like Safety Zone and feature recognition tools where we have entities appearing on levels that may or may not be blanked, and perhaps there's a different way to implement these in the future. For now, as a power user, you just need to be aware of where that data is if you're wiping levels/etc.1 point
-
Here is a c# version of a split up program. To compile open a command prompt and enter "c:\windows\microsoft.net\framework\v4.0.30319\csc.exe SplitNC.cs". You may have to change the command based on the location of the c# compiler but "csc.exe" is on every windows system. To use the program just drag and drop the dumped NC file onto the SplitNC.exe file. It will output O#.NC files using O# or :#. HTH using System; using System.IO; using System.Text.RegularExpressions; class program { static string ProgName; static string strLineIn; static StreamWriter fileOut; static StreamReader fileIn; static void Main(string[] args) { ProgName = Regex.Replace(args[0], @"\\","\\\\"); fileIn = new StreamReader(ProgName); fileOut = new StreamWriter("PRE.NC"); // Open for any Lines not in a program while ((strLineIn = fileIn.ReadLine()) != null) { if (strLineIn.Length > 0) if ( (strLineIn[0] == 'O') || (strLineIn[0] == ':') ) // If Line starts with O or : { fileOut.WriteLine("%"); // Close old Output File fileOut.Close(); Match match = Regex.Match(strLineIn,@"^[O:]\d+"); // Get New File Name ProgName = match.Value+".NC"; ProgName = Regex.Replace(ProgName, @":","O"); // Change Program Name to start with an O fileOut = new StreamWriter(ProgName); // Open New Output File fileOut.WriteLine("%"); } fileOut.WriteLine(strLineIn); // Always Write to an Output File } fileIn.Close(); fileOut.Close(); Console.WriteLine("Done"); Console.ReadKey(); } }1 point
-
Is it a hardened pen can you use a pulley tap?1 point
-
sinker edm1 point
-
#3201.3 is the parameter. 0 = ":: and 1 = "O"1 point
-
Hello. I am the author of the "ALL-PROG.TXT splitter" program. Recently I discovered that the video tutorials for it began to be viewed more often than usual and found this forum. Slightly improved the algorithm of work and added a version in English. Link to download the new version in the video description. If you come across a bug or have any idea how to improve the program, please let me know.
 1 point
1 point -
I think we're close Roger! I've sent you some feedback, but it looks like you may be off through next week for some well-deserved vacation time. Enjoy it in good health with your family, and let's touch base when you are back. Thanks so much for doing this! Best regards, Colin1 point
-
We get silicon nitrate tipped probes from q mark. Aluminum will build up on a ruby1 point
-
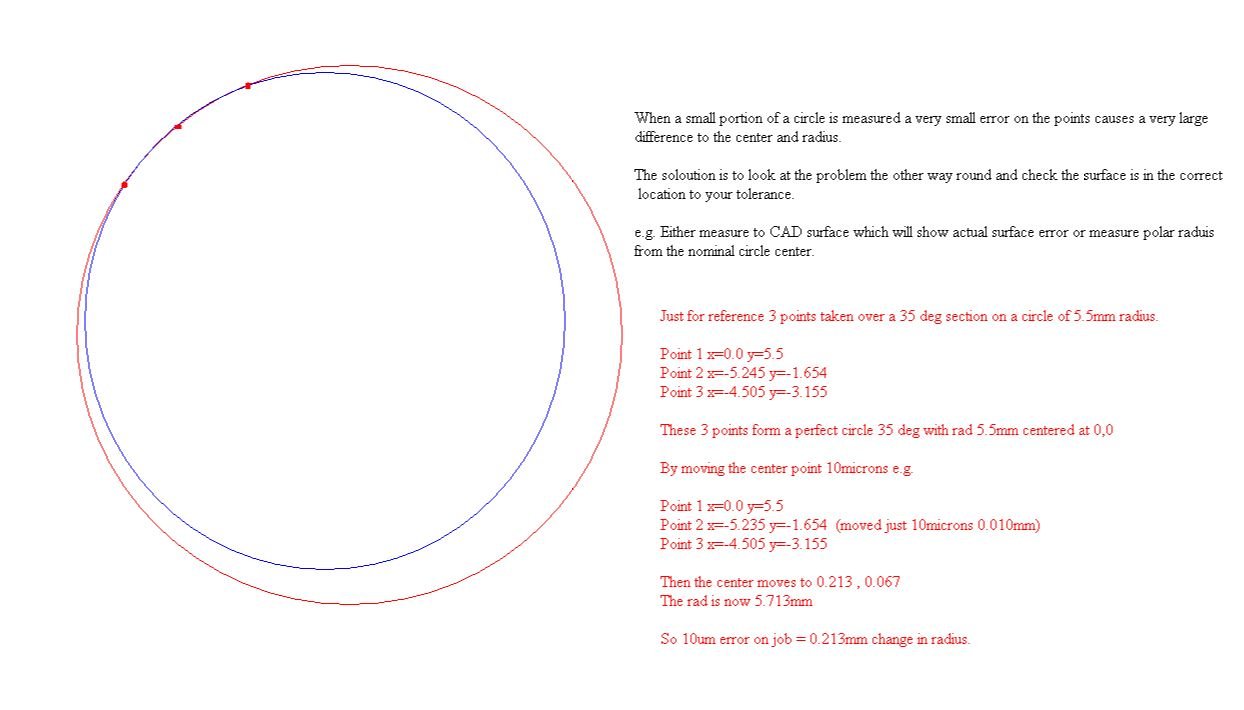
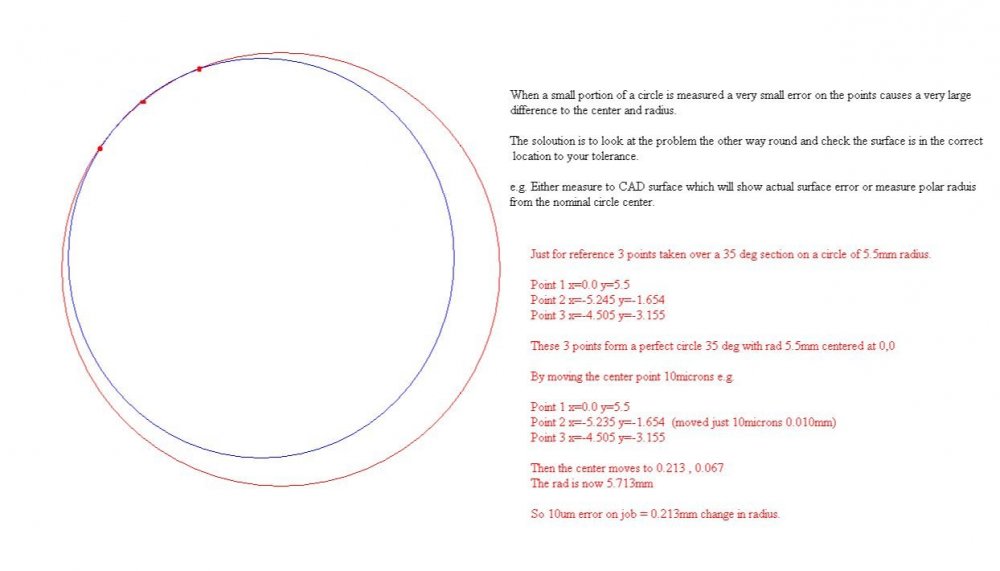
Is the viewing department (Inspection/QA) checking by profile tolerance direct to the CAD model, or are they actually calculating rad centre points? Checking direct to the model is the most accurate way for partial rads - but if you have a print where the jockey has dimensioned rad centre points, and then tied this right down, you could be in trouble. Here's a quick explanation of how a eenyweeny bit of error means BIG deviation:-
 1 point
1 point -
Circle milling a 1.375 dia for a ball lock was my first time on an mx. Hole was .01 undersize.at 130 ipm. As soon as g5.1 was activated and r10 selected it came within .001.(most enddmills are undersized}. Once I changed parameter 1604 bit 0 to 1 g131 works as needed. 1604 but 1 turns aicc mode on by default. On the vplus my chamfer at 40 ipm was making a rounded corner. I tried g5.1 and it worked as desired so I changed 1604 bit 0 to 1 and it's been fine ever since. I tried it myself I never really asked anybody. I'm convinced at the factory they spin a parameter wheel And whatever it lands on they load. So maybe yours don't need it I'm not sure1 point
-
Glad we could help!0 points
-
I was in Malaysia years ago and good parts were being called bad. I took 3 different measuring tools and measured the features they were calling bad and went to inspection and they started trying to explain the problems to me. I said let me see your Nominals in which your doing your inspections to. They said that is not allowed and I went and got the main plant foreman and told him the whole project was on hold until they got me the nominal CMM reports. They gave them to me and 6 months of parts had been rejected because someone had gone in and changed the nominal values of the CMM program. We got them corrected and every single feature on the parts were good. They went back and pulled the 6 months of scrap parts and they were also good.0 points