kkominiarek
-
Posts
555 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by kkominiarek
-
Thank you all for the answers.......we will be making the switch to Nethasp version.
-
Thanks Dan. Do users still require a hasp at each workstation?
-
Dan W " in a DHCP environment" As opposed to what other enviroment?
-
To switch from hasp to nethasp....how much setup is involved on the server end? Should IT be heavily involved? How much setup at the user end? Is the switchover fairly painless? Is there a mastercam stoppage? We have 10 hasp at present. All answers appreciated.
-
Is there a solution? In x7 can MRU toolbar be moved? (i can't move mine) LMK....thanks
-
New to Heidenhain.
kkominiarek replied to MotorCityMinion's topic in Machining, Tools, Cutting & Probing
To add closure to my question.......The TNC 530 control needs to be rebooted for changes to take effect. After reboot I was able to ping the machine. -
Just to clarify, you want to change origin of a WCS or a plane?
-
New to Heidenhain.
kkominiarek replied to MotorCityMinion's topic in Machining, Tools, Cutting & Probing
Yes, I know the issue is at the control. -
New to Heidenhain.
kkominiarek replied to MotorCityMinion's topic in Machining, Tools, Cutting & Probing
In "define net", the only fields available to fill in were ip address and subnet mask. I filled in the correct info and verified that my network connection is good. But when I go to ping the machine it comes back with host unreachable. Would anyone know why this is? -
New to Heidenhain.
kkominiarek replied to MotorCityMinion's topic in Machining, Tools, Cutting & Probing
Dwain code number worked .....thanks a bunch. -
New to Heidenhain.
kkominiarek replied to MotorCityMinion's topic in Machining, Tools, Cutting & Probing
Dwain thanks for response. We will be connecting our machines to the network then we will be using Cimco DNC for file transfer. We have done this in the past with other machines that have a ethernet connection. I may have not asked my question correctly....I can find the ethernet physical connection on the back of the control, what I can't do is navigate the control and find where to set my static ip address, subnet mask....etc...etc.... Would you know how to navigate control? I can find the serial connections page but not the ethernet page. thanks again.... -
New to Heidenhain.
kkominiarek replied to MotorCityMinion's topic in Machining, Tools, Cutting & Probing
I'm going to piggy-back this topic. I am also new to Mikron HSM 600 machines with Heidenhain ITNC530 controls. We have 2 here, need to connect machines to our network. I see they have ehthernet connections, I searched the Heidenhain site as well as the Agie site. I can find the serial connections on the control but I can't find the ethernet connections on the control. Can anyone steer me in the right direction? Thanks in advance...... -
dj, thanks for your time and explanations with formulas......it is very much appreciated!
-
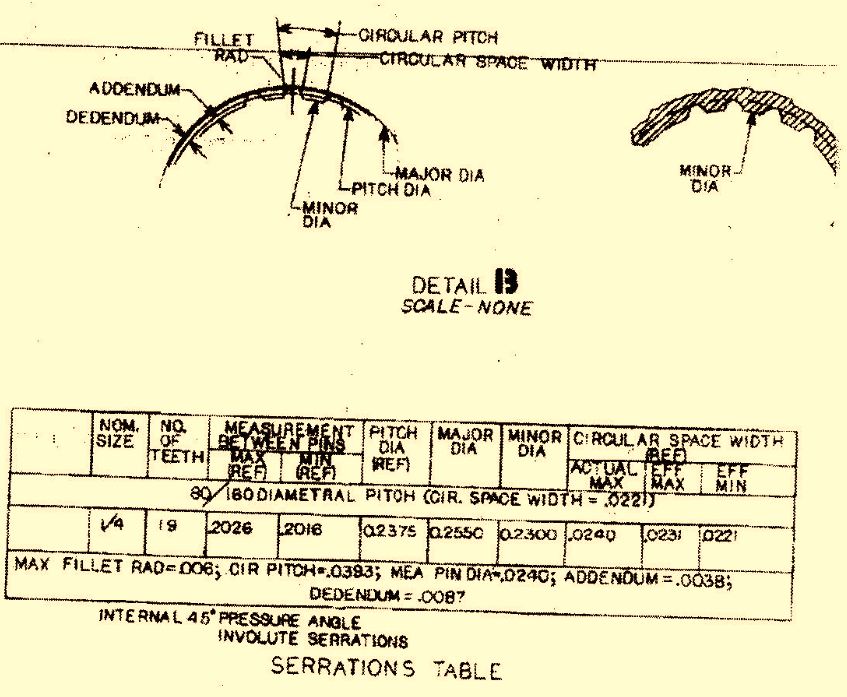
dj, see attched file. All specs same as yours except for Circular Tooth Thickness. After entering data into chook.....CTT and Roll Measurement auto fill to - .01961 and .197956 This seems correct to my calculations. CTT or tooth thickness at pich diameter = 1.5708/P (1.5708/Diametral pitch) 1.5708/80 = .019635 Any thoughts? Your opinion counts as you work on more gears than I do. You'll notice my gear is more "pointy" then yours, if I change to .0157 CTT then it looks like yours.

-
This would be helpful.
-
See attached file for gear specs. I'm using the Mastercam gear c-hook. (I also created the involute curves, which did not look correct either) The 45 deg PA creates a tooth that almost comes to a point. I hit most dimensions given. The circular pitch comes very close .0391 (.0393) The measurement between pins is .1987 (.2021) The circular space width is .0196 ( .022-.024) I still say the 45 deg PA is the issue. If anyone has any thoughts....please LMK.

-
VMC's with a Fanuc Series 18i-mb control
kkominiarek replied to kkominiarek's topic in Industrial Forum
We tried a few things....nothing worked for this particular issue. Our vendor had us change parameter 3450 and 5008......this did not work Add lines...G49 G40: G5.1 Q1: before the G43 H4 Z.3:.....this did not work We tried the parameter change with and without the G49 G40: G5.1 Q1:....this did not work. We had no problems before and no problems since. -
A few things to try to improve verify quality. Use turbo then click the accurate zoom button. "Check" the verbose setting this will display your xyz moves so you can see where your tool is at. Adjust your tolerance settings on the verify options page.
-
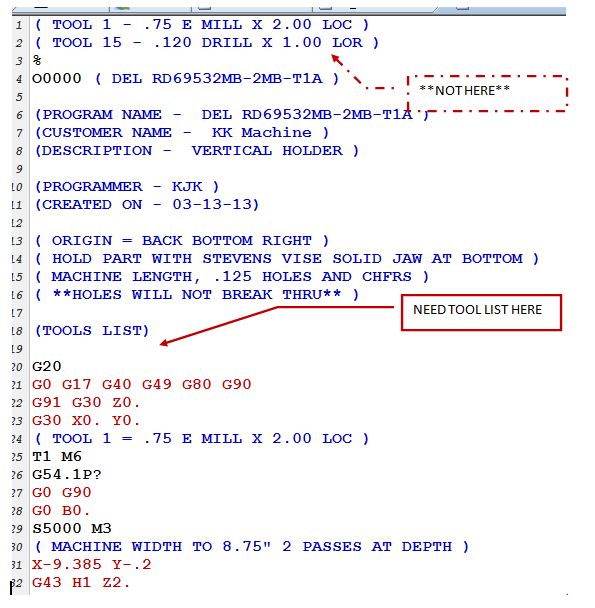
Thanks for response. Post is a Generic Fanuc 4 axis....modified over time (by many) now trying to right the ship. As you stated....code from 'pheaders$' has been modified/moved to 'psof$'. Our other post are not like this but I thought I could make it work....still hopefull! For the Generic Fanuc 4 axis post anything I place in 'pheader$' post out above the 'psof$' which is correct but not the way I need since my 'psof$' contains standard file info. Is there any way to force the tool list to post where I need it? What code/other actually triggers the placement of the tool list in the program?
-
I can get the tool list to post out but it post at SOF. I need it to post out under the "tool list" . I have tried many mods and it just won't move. Whay am I missing? See attached file. Thanks in advance.....

-
My controller file disappers whats up?
kkominiarek replied to RObert TImby's topic in Industrial Forum
I just ran into "tmp" control files being saved .CONTROL-6~RF114485a.tmp. I am using X6 MU3....downloaded the new mccontrol.dll file and updated all my post. All is good....a few hrs behind......but problem solved. Thanks for the info. -
I created a new cplane, ops are using it, ops posted out correctly, file is saved....yet when i go to use this plane it states it is "not saved". I have to select from view mngr...I can't select from planes - named views (even though it is listed there). What does this mean?
-
"You can use ramp height setting in the lead in and lead out with tangent but just make sure that the "gouge check" is un-checked on the lead in and out page" Great tip...nhraguy
-
I want to face at Z0...... Code with Z0 in depth of cut in operation T1 M6 ( TOOL-1. - .750" E MILL X 1.00 LOC ) ( FACE TO THICKNESS ) G0 G90 G54 X-92.45 Y0. S6000 M3 G43 H1 Z3. G1 X-92.45 F1270. G41 D1 X-78.45 F1219.2 Code with Z-.0001 in depth of cut in operation T1 M6 ( TOOL-1. - .750" E MILL X 1.00 LOC ) ( FACE TO THICKNESS ) G0 G90 G54 X-92.45 Y0. S6000 M3 G43 H1 Z3. G1 X-92.45 Z-.0001 F1270. <<<<< G41 D1 X-78.45 F1219.2 Any idea why Z0 won't output???
-
.500" ball mill x 8.00 oal....carbide
kkominiarek replied to kkominiarek's topic in Machining, Tools, Cutting & Probing
We have .500 ball mill x 3.00 loc x 12.00 oal...special order though. We also have ingersol modular, when reach is over 6.00" we find it delfects too much.