





Peter Scott
-
Posts
15 -
Joined
-
Last visited
Peter Scott's Achievements
")
Newbie (1/14)
7
Reputation
-
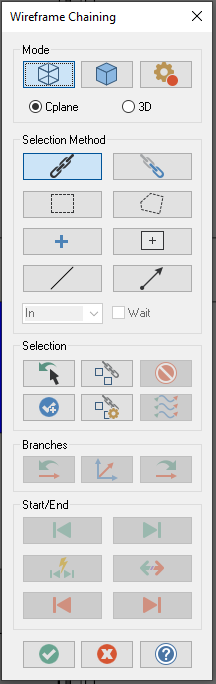
All, I figured it out. It was the "Use cursor position" switch in the Chain manager. That switch wasn't active so the direction for all closed chains was CCW. No matter what I did to reverse the direction it would switch it back to make the chain direction CCW for all closed chains. Once I turned on the "Use cursor position" that annoying reverse chain issue went away. I had gotten so used to the "Use cursor position" being active by default in previous versions, I forgot what it did when it wasn't active. Thanks for the responses though DUM1 and crazy^millman. I hope this helps someone else.
-
crazy^millman I hear you on this. Solid chaining used to be easy, with the occasional issue of having to reverse the chain. I could deal with that. So far in 2021 I'm at a complete loss with solid chaining. I just use wireframe. If I can't use the given geometry, I extend (Modify length) wireframe or make new lines/arcs to chain what I need. Thanks for the response.
-
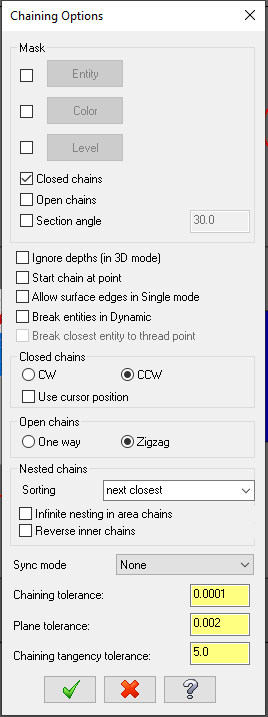
Here are my settings for Chaining. As you can see I don't have exactly the same Options selected as you but I don't see anything in there that would cause this issue to happen.
-
Thanks for the reply DUM1. I looked into the settings and "Reverse inner chains" is not active. Care to comment crazy^millman instead of just reacting? I've been around a while but there are some new tricks this old dog can learn. LOL
-
Hi All, I tried searching for similar topics which discuss this but had no luck so am posting this in hopes that I'm not the only one who has seen this. We just updated to 2021 from 2019 and the new Chain Manager is nice, has a couple of functions that weren't in 2019 that make it easier to manipulate chains. The issue I found is that the "reverse" button doesn't stick. It reverses the chain when you first select the button but when closing the manager, the chain reverts to the direction it was before "reversing" it. Then you have to right-click to reverse it again and right-click to change the side to correct the compensation direction. This doesn't seem to be working correctly. Am I missing something?
-
Part and work holding program combined in one NC file.
Peter Scott replied to Peter Scott's topic in Industrial Forum
Newbeeee, What control is this for? This is very close to what is desired from what has been described to me. I'm not sure if the same parameter exists in all the machines we have here in the shop. We generally have Fanuc controls though for almost everything. I know you're in the UK and guessing around 8 PM in the evening there now so won't expect a reply until tomorrow. Thanks for the input. -
Part and work holding program combined in one NC file.
Peter Scott replied to Peter Scott's topic in Industrial Forum
Leon82 I kind of get the feeling that's what they do here. Everyone does things differently. We definitely need some written process for transferring programs, multiples or not. -
Part and work holding program combined in one NC file.
Peter Scott replied to Peter Scott's topic in Industrial Forum
Leon82 that's true. We have Cimco here but they are not using it to it's full potential. Also when there's a file with a lot of Dynamic mill path they claim it takes too long to transfer using the wired network so they put it on a memory stick and transfer it that way. If only there was a way to train all of the floor guys at the same time. -
Part and work holding program combined in one NC file.
Peter Scott replied to Peter Scott's topic in Industrial Forum
OK so now here it is. I just found out that the end result of this project isn't to keep the work holding portion of the program in the same NC file with the part program. The desire is to have it output as one program but when it is received at the control it will automatically separate the jaw or fixture programs as sub programs. That way the Operators can download one program but still get all the work holding programs with it, instead of walking back and forth from the machine to the computer more than once to send/receive multiple programs. Does this make more sense? I didn't understand it fully myself when I started this topic. Have a good weekend everyone. -
Part and work holding program combined in one NC file.
Peter Scott replied to Peter Scott's topic in Industrial Forum
Hi Thad. Yes I did used to live in Massachusetts and worked for a Mastercam reseller there known then as Services Four Automation. That brings back memories. SFA has since been sold to Cimquest and Steve Biehl who hired me at SFA is working for them now. From the start of 2013 until mid April of this year I had been using Edgecam at another company in Massachusetts but wanted to move to Louisiana for a couple of years now. I'm glad I made the move. Even though Coronavirus made it more challenging than it should've been, my wife and I are much happier down here. It's also good to be back using Mastercam after so many years. Cheers! -
Part and work holding program combined in one NC file.
Peter Scott replied to Peter Scott's topic in Industrial Forum
Tim our "first" jaw is often a hard jaw with precision marks engraved on it which has been called "dedicated". This way we can have extra material on the bottom of the first op for the majority of our parts. Some are long and it isn't possible to use the dedicated jaws initially. Others are shaped addly and we can use the dedicated jaws for the first op but have to mill jaws for the second. The company has upwards of a dozen different engineering groups, summer interns and Technicians who are all using Solidworks to produce drawings. Most of whom don't know any fundamentals of manufacturing. There are just too many people to have to coordinate with to add work holding features to designs to be practical. We're also busy with growing needs from internal sources both domestically and internationally. What you have is indeed a luxury and you should be extremely grateful. Thanks for the input. -
Part and work holding program combined in one NC file.
Peter Scott replied to Peter Scott's topic in Industrial Forum
Leon82 we are doing this now. We use the standard G54, G55 work offsets for the toolpath groups so jaws or fixture are referenced this way (G54 Jaw program, G55 Fixture plate program). I asked whether we save jaws and fixtures and was told only with very complex parts. Years ago workholding was saved and storage space became extremely limited. This is the case in the last company I worked as well. Jaws are saved so repeat jobs can be more quickly setup. The racks of jaws however is constantly growing and very soon there will be no more storage space available. Here it was decided that making new soft jaws every time the job is run actually saves time and space. Tim see response above. It does make some sense to not store workholding indefinitely in inventory. As long as standard fixture plates and soft jaws are readily available, there's no sense in storing machined ones for who knows how long before they are needed again. I have some idea of what I can do. I will have to test out my theories. Thanks All. -
Part and work holding program combined in one NC file.
Peter Scott replied to Peter Scott's topic in Industrial Forum
Yes while a Manual Entry can be added at the end of a group, I was wondering if there are other ways. If Manual Entry is the only way that's OK, just want to be certain when I inform my supervisor. -
Part and work holding program combined in one NC file.
Peter Scott replied to Peter Scott's topic in Industrial Forum
crazy while I do see your point, and it's not what I have typically done as a programmer, it is something that has been discussed many times with the other programmers before I arrived here. I'm new to the company and don't want to ruffle any feathers, especially not my supervisors. There's many reasons I have been presented with for the "why" would it be done this way. One of them is to make it easier for the Operators to setup the job. If all the information is on one setup sheet, all the tools they need are listed on it. AHarrison1 do you copy/paste the jaw program after the M30 manually? How do you accomplish this through Mastercam without manipulating the code? -
Hello Forum. It's been a long time since I've posted anything on here. Let's just say I could be considered a Noob. Maybe not that extreme but you get the idea. I'm working for a machine shop in southern Louisiana. I've been asked by my supervisor to find a way to produce a program which has the part program on top and any jaw or fixture program(s) under it in the same .NC file. This is for Mill programs only. I have been informed this was possible years ago by simply changing the program number and it would produce something similar to a subprogram for different Toolpath Groups. I do have a test program that is rather simple but I want to get an idea from the Forum members if this is possible with Mcam today. We're using 2019 so are a little behind. If it is proven to work in Mcam 2020 or later, that would be a good reason to update us to the latest release. Thank you.
