SLuong
-
Posts
30 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by SLuong
-
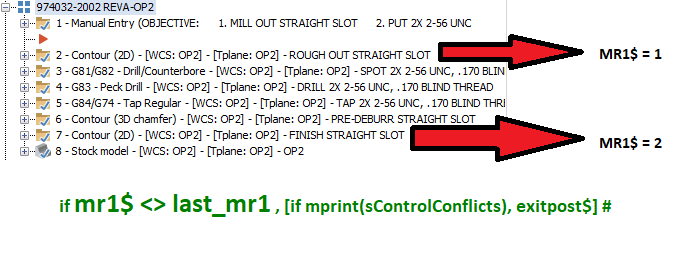
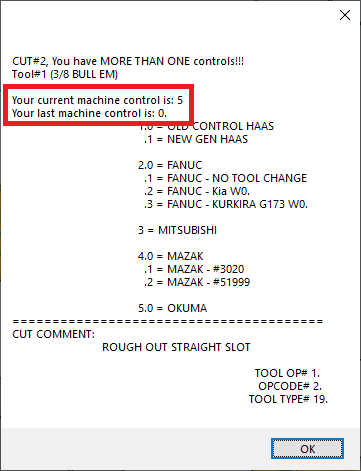
Hello, I would like to use MR1$ in the MISC and I've been trying to use a statement like this. If LAST_MR1 <> MR1$ then show alarm but I think it could not store the previous value of MR1$ and it is showing "0". I have MR1$ = 1 on operation#2 and operation#7 I have input MR1$ = 2 Would you guys tell me what is the easiest way to make this work? ps: I have a alarm message such as Thank you. Output...
-
Thank you Crazy MillMan, this is what I have adjusted and you are so right. Once, again. THANK YOU.
-
Hello support, I have OKUMA INDEXER such as taking + and - degrees or ABSOLUTE. Somehow my post spits out as a COMPLETE TURN whereas the index built-in MACRO SHORTEST rotation such as A70, A113 from A0, left turn and right turn. My post as ONE WAY turn such as A70° and all the way to A247° of which is the same but not turning to the side such as: A360°-A247° = A113°, same as above. My question is which section of the post that I can make it going to A113° instead of A247°? Thank you ========================= NT21(SPOT 4X .380 THRU HOLES, CUT#7) G0 G17(XY PLANE) G40 G80 G90 M19 G30 P2(ZY HOME) G0 G90 A70.(A INITIAL ROTATION) G116 T21(.25, 1/4 SPOTTER - 140° 140.°, CBD, 140.°) G90 G15 H2(WOS) X-.835 Y.0241 S1500 M3(SPOT DRILL CYCLE) G56(TLO) HA Z3.5(DOC= Z.475) T3(OKUMA NEXT TOOL WAITING) M8(ADOC=.025DP) G71 Z3.5(CORRELATES M53) Z.625(RETRACT) G81 Z.475 R.625 F5. M53(READS G71=G98) X-2.785 X-4.735 X-6.685 X-8.635 G80 G0 G90 Z3.5(OKUMA DRILL CLEARANCE) M9 (*) (PROGRAM JUMPS HERE) (FROM A70.° TO A247.°) (*) NT2102(SPOT 4X .180 THRU HOLE, CUT#8) (.25, 1/4 SPOTTER - 140° 140.°, CBD, 140.°) G0 G90 G15 G17(XY PLANE) H2(WOS) X-4.515 Y0. S1500 M3(SPOT DRILL CYCLE) A247.(INDEX MID ROTATION) =========================> Should be A113° G56(TLO) HA Z3.5(DOC= Z.475) M8 G71 Z3.5(CORRELATES M53) Z.625(RETRACT) G81 Z.475 R.625 F5. M53(READS G71=G98) G80 G0 G90 Z3.5(OKUMA DRILL CLEARANCE) M9 G30 P2(ZY PULL IT UP) M5 M1
-
I agree with you at certain point. Owners don't pay extra for the MACHINE SIMULATION. Even some mom and pop shops when they see programmer to do the regular VERIFY he started to get angry about. He only likes back plot as saving time. As the result, I saw he crashed the machine and he angry on the part and screaming on the floor. That was the MOLDING shop in REDWOOD CITY, California as a VERTICAL with FULL 4A-XIS part. That is why I try to catch as much as I can when I take someone's program because some, they don't even try to do the VERIFY due to the owner's demand. Tough but it is always a way for me a way check throughout the post.
-
This is what I worry about when people cannot have CLEARANCE ON, RETRACT ON . Setup men need some kind of precoding as "Z" value for them to SINGLE BLOCK and double check their distance and program distance. I've seen people crash 5-Axis the spindle (I am not saying you). N1(TOOLPATH NOTE) G0 G17 G40 G49 G80 G90 G91 G28 Z0. T1 M6(TOOL NAME) G0 G90 G54 X0 Y0 S1500 M3 G43 H1 Z5.(CLEARANCE) Z1.(AWAY FROM PART) Z.125(RETRACT) G1 Z-2.5 F5. (CUTTING INTO PARTS) G2 X Y.... (CUTTING....) G3 XY..... G0 G90 Z.125(RETRACT) Z1.(AWAY FROM PART) Z5.(CLEARANCE) (NEXT POCKET WITH SAME TOOL)
-
Live 4th Axis with comp error on control
SLuong replied to SLuong's topic in Post Processor Development Forum
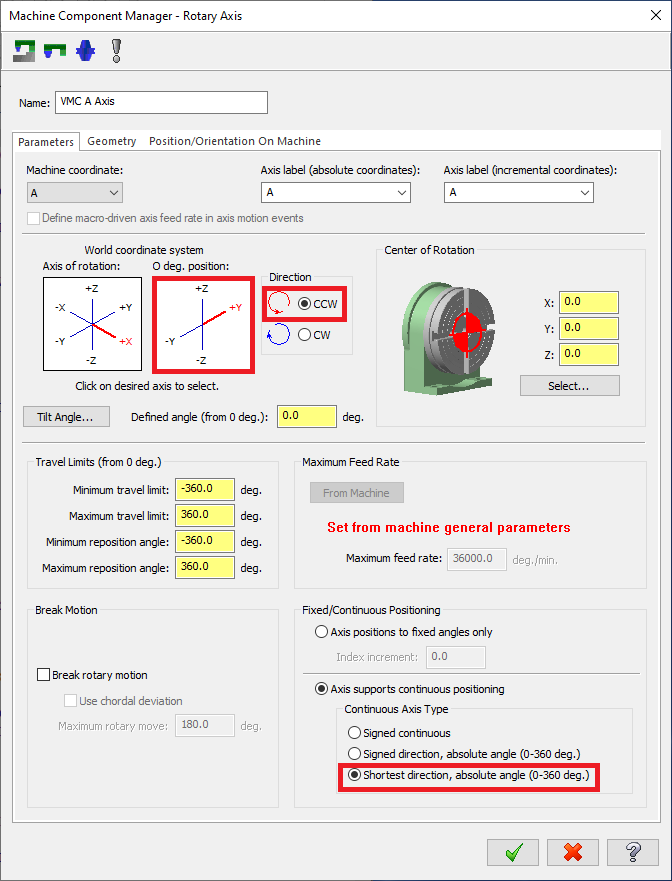
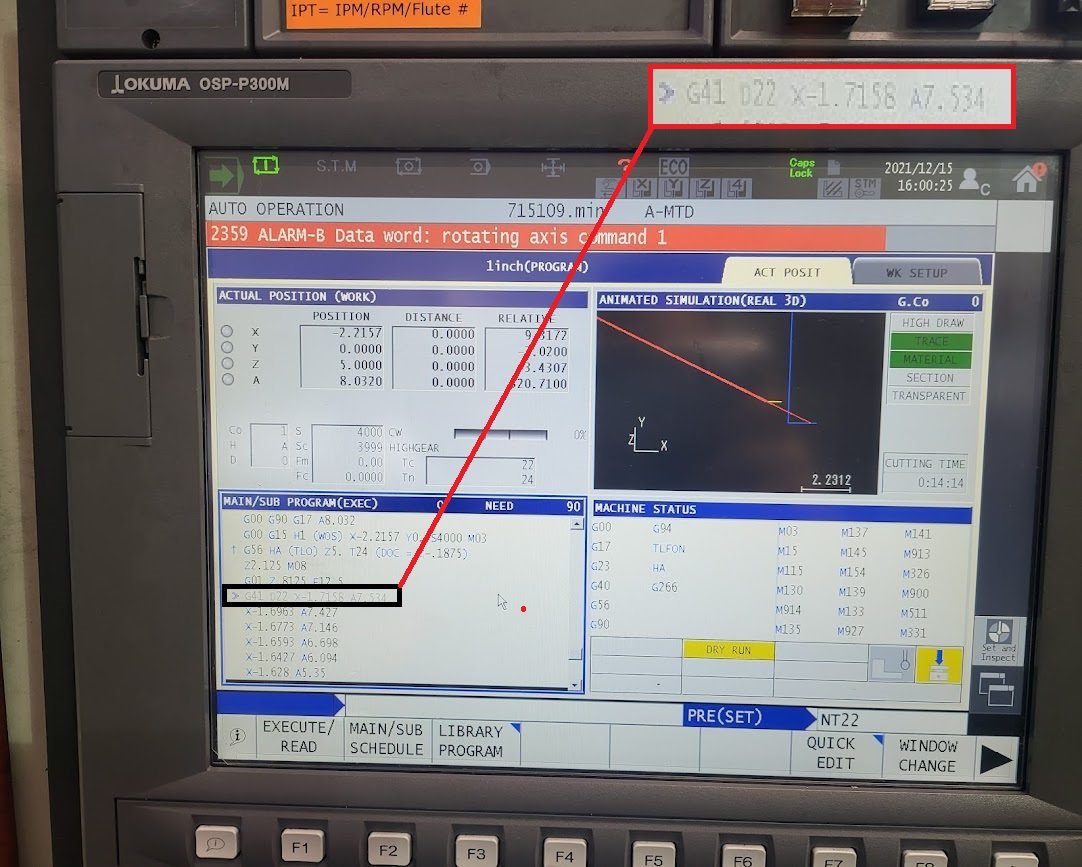
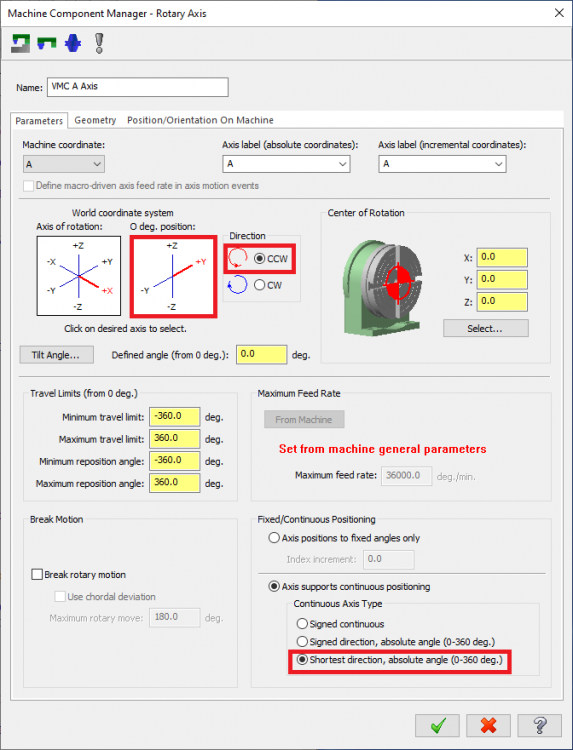
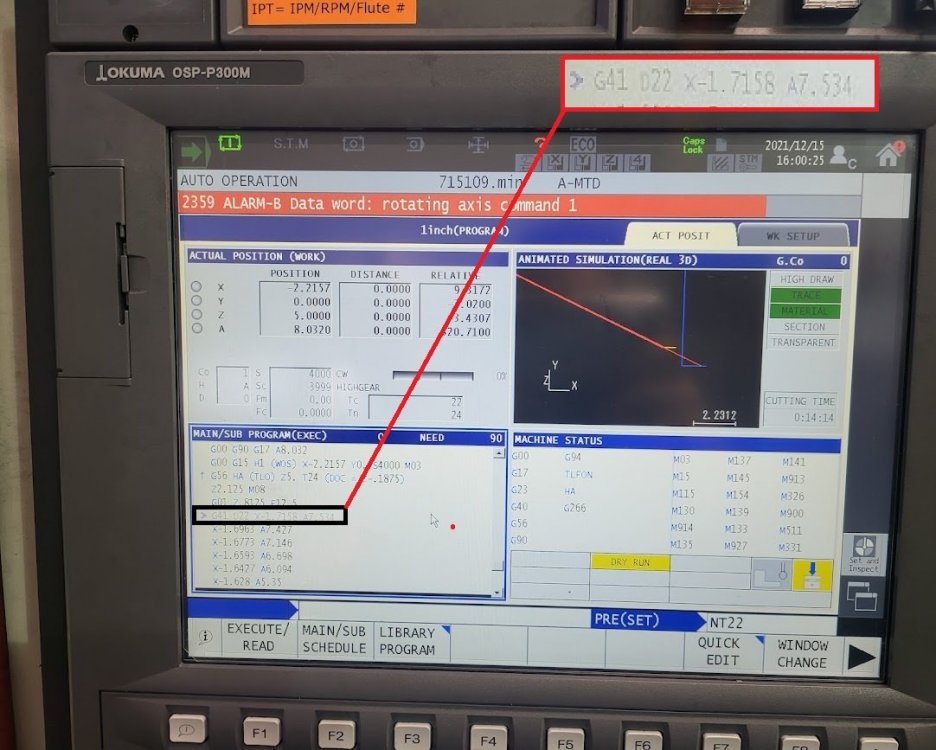
I did as PERPENDICULAR and below here are the codes. Still got an alarm... NT22(FINISH WALLS, THRU*, CUT#3) G0 G17(XY PLANE) G40 G80 G90 M19 G30 P2(ZY HOME) G0 G90 A14.553(A INITIAL ROTATION) G116 T22(.5, 1/2 BULL EM, .031RAD, , FIN, TiNC,) G90 G15 H1(WOS) X-1.9877 Y0. S4000 M3 G56(TLO) HA DA(D22) Z5.(DOC= Z.8125, .0625 THRU) M8 Z1.125 G1 Z.8125 F5. G41 D22 X-1.628 A-5.349 F572.96 X-1.6156 A-4.481 X-1.6056 A-3.513 X-1.5984 A-2.468 X-1.5942 A-1.37 X-1.593 A-.249 X-1.594 A3.323 X-1.5977 A7.101 X-1.6036 A10.869 X-1.6119 A14.623 X-1.6226 A18.357 X-1.6398 A23.417 X-1.6688 A30.491 X-1.7918 A56.402 X-1.825 A64.406 A115.621 -
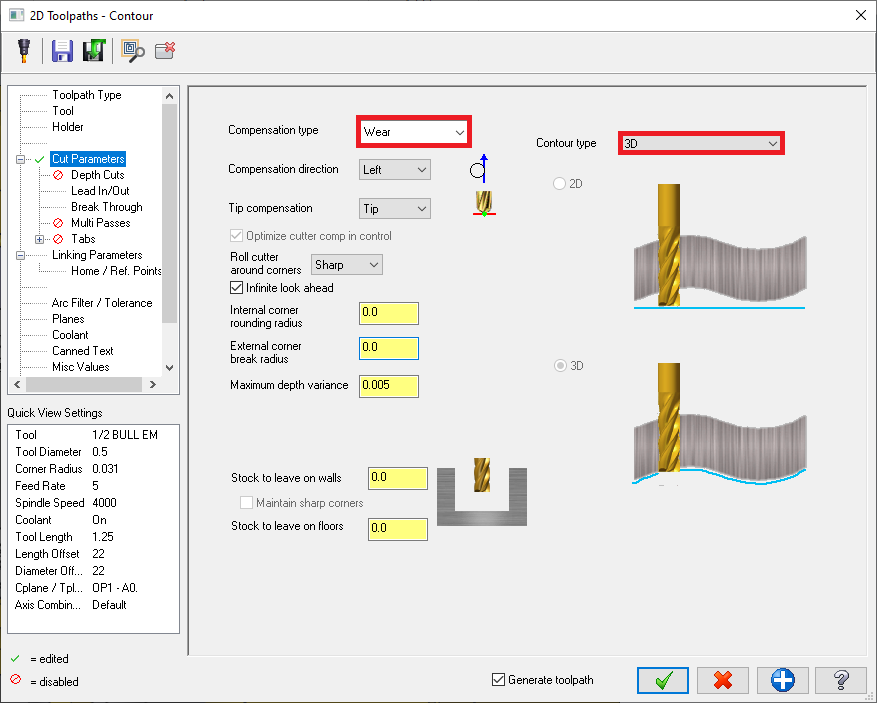
Hello everyone, I am programming live 4 axis with WEAR turned on as 3D CONTOUR. However, it has an alarm the the following line (see imabe). My question is where is the best for me to put G41 Dxx value? I also tried to use the standard post they they have the same problem. Thanks, S.Luong ========================== G-CODES ===================== NT22(FINISH WALLS, THRU*, CUT#3) G0 G17(XY PLANE) G40 G80 G90 M19 G30 P2(ZY HOME) G0 G90 A-8.032(A INITIAL ROTATION) G116 T22(.5, 1/2 BULL EM, .031RAD, , FIN, TiNC,) G90 G15 H1(WOS) X-2.2157 Y0. S4000 M3 G56(TLO) HA DA(D22) Z5.(DOC= Z.8125, .0625 THRU) M8 A-8.032 Z1.125 G1 Z.8125 F5. G41 D22 X-1.7158 A-7.534 X-1.6962 A-7.427 X-1.6773 A-7.145 X-1.6593 A-6.697 F572.96 X-1.6427 A-6.094 X-1.593 A-.249 (CUTTING...) X-1.6787 A366.927 X-1.6977 A367.196 X-1.7172 A367.291 G40 X-2.2172 A367.464 G0 Z5. A367.466 A367.464 M9 G30 P2(ZY PULL IT UP) M5 G0 G90 A0.(A HOME)
-
SURFACE HIGH SPEED(Horizontal) toolpath with COMP?
SLuong replied to SLuong's topic in Post Processor Development Forum
mmr1 is same as MR1$ I separated to flag the MR1$ -
SURFACE HIGH SPEED(Horizontal) toolpath with COMP?
SLuong replied to SLuong's topic in Post Processor Development Forum
I am trying to make it work for my daily life, would you tell me where can I put my G41 in side the PCCDIA? Thank you. -
SURFACE HIGH SPEED(Horizontal) toolpath with COMP?
SLuong replied to SLuong's topic in Post Processor Development Forum
Hello Crazy MillMan, I am trying to put a statement at the PCCDIA such as: If TOOLPATPTH IS HORIZONTAL AREA then out put as G41 and end as G40 (see codes below..). I didn't do right, can you assist me to do so? Thank you. =========================== #Region pccdia pccdia #Cutter Compensation #Force Dxx# if mmr1 = 4.1, tloffno$ = 3020 if mmr1 = 4.1 & (strstr("VERTICAL", sMachineDefinitionManagerDescription) | strstr("VERTC", sMachineDefinitionManagerDescription) | strstr("VERT", sMachineDefinitionManagerDescription) | strstr("VTC", sMachineDefinitionManagerDescription) | strstr("VER", sMachineDefinitionManagerDescription)), result = nwadrs ("D#", tloffno$) if mmr1 = 4.2, tloffno$ = 51999 if mmr1 = 4.2 & (strstr("VERTICAL", sMachineDefinitionManagerDescription) | strstr("VERTC", sMachineDefinitionManagerDescription) | strstr("VERT", sMachineDefinitionManagerDescription) | strstr("VTC", sMachineDefinitionManagerDescription) | strstr("VER", sMachineDefinitionManagerDescription)), result = nwadrs ("D#", tloffno$) if (mmr1 = 4.1 | mmr1 = 4.2) & (strstr("HOR", sMachineDefinitionManagerDescription) | strstr("HORI", sMachineDefinitionManagerDescription) | strstr("HORIZONTAL", sMachineDefinitionManagerDescription) | strstr("HORIZONTALS", sMachineDefinitionManagerDescription) | strstr(" HRZ", sMachineDefinitionManagerDescription)), result = nwadrs ("D#", tloffno$) #ToolDia = tldia$/2 #if HorizontalCellSystem = 3 & prv_cc_pos$ <> cc_pos$ & not(cc_pos$ = 0), "#2499=[2400+#129]-", no_spc$, *ToolDia, e$ #if HorizontalCellSystem = 3, tloffno$ = 99 if not(xform_type = 13 | xform_type = 16 | xform_type = 18) & prv_cc_pos$ <> cc_pos$ & cc_pos$, prv_tloffno$ = c9k sccomp if cc_pos$ & (mmr1 < 4 | mmr1 = 4.1 | mmr1 = 4.2 | mmr1 = 5), tloffno$ str_comp = slout(comp_dir, sdir0) if cc_pos$ = two & cc_error_flg = zero & ContourMultiPassesRoughPassCutDirectionIO = 0, [ if mprint(sG42, 2) = 2, exitpost$ #G42 was used cc_error_flg = one #Set flag to suppress redundant calls to error message at operation level ] #EndRegion pccdia ======================================== NT26(FINISH EVERYTHING, BABY!!!, CUT#5) G0 G17(XY PLANE) G40 G80 G90 M19 G30 P2(ZY HOME) G116 T26(.5, 1/2 EM, FIN, TiNC,) G90 G15 H1(WOS) X-.6298 Y-.5477 S3500 M3 G131(OKUMA LOOK AHEAD ON) G56(TLO) HA Z1.(DOC= Z-.8795) M8 G1 Z.1599 F25. X-.6306 Y-.5481 Z.1484 X-.633 Y-.5492 Z.1372 X-.6369 Y-.5509 Z.1266 X-.6423 Y-.5533 Z.1167 X-.649 Y-.5562 Z.1079 X-.6568 Y-.5597 Z.1002 X-.6656 Y-.5636 Z.094 X-.6752 Y-.5678 Z.0893 X-.6853 Y-.5723 Z.0862 X-.6958 Y-.5769 Z.0849 X-.6984 Y-.578 G41 G2 X-1.0281 Y-.4503 Z.0156 I-.101 J.2287 ================> G41 HERE G3 X-1.4235 Y-.3649 Z.0141 I-.2287 J-.101 X-1.3825 Y-.7674 Z.0125 I.1667 J-.1863 X-1.0124 Y-.604 Z.0109 I.1257 J.2161 (CUTTING...) G1 X-1.453 Y-1.306 X.3591 G3 X.4341 Y-1.231 Z-.8587 I0. J.075 G40 G1 Y-1.2281 Z-.8586 ================> G40 HERE Y-1.2167 Z-.8573 Y-1.2056 Z-.8543 Y-1.1952 Z-.8496 Y-1.1855 Z-.8433 Y-1.177 Z-.8357 Y-1.1697 Z-.8269 Y-1.1638 Z-.817 Y-1.1595 Z-.8063 Y-1.1569 Z-.7952 Y-1.156 Z-.7837 Z-.7587 G0 Z1. G130(OKUMA LOOK AHEAD OFF) M9 G30 P2(ZY PULL IT UP) M5 -
Hello everyone, Surface HIGH SPEED Horizontal is great toolpath for me to finish walls and floors and the only thing it keeps me anxious about it is the "COMP". There is not G41 and G40 in the toolpath at all. Is there away I can manually add it in the toolpath or post? Thank you, S.Luong
toolpath.png.1da9c6b6d151f2ea1728046dfc04adc1.png)
-
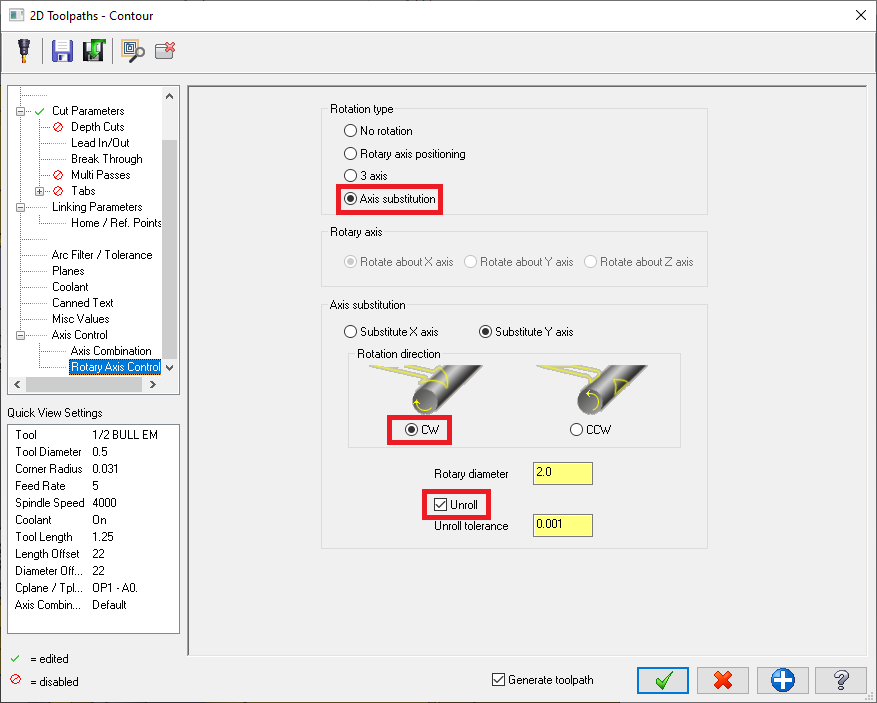
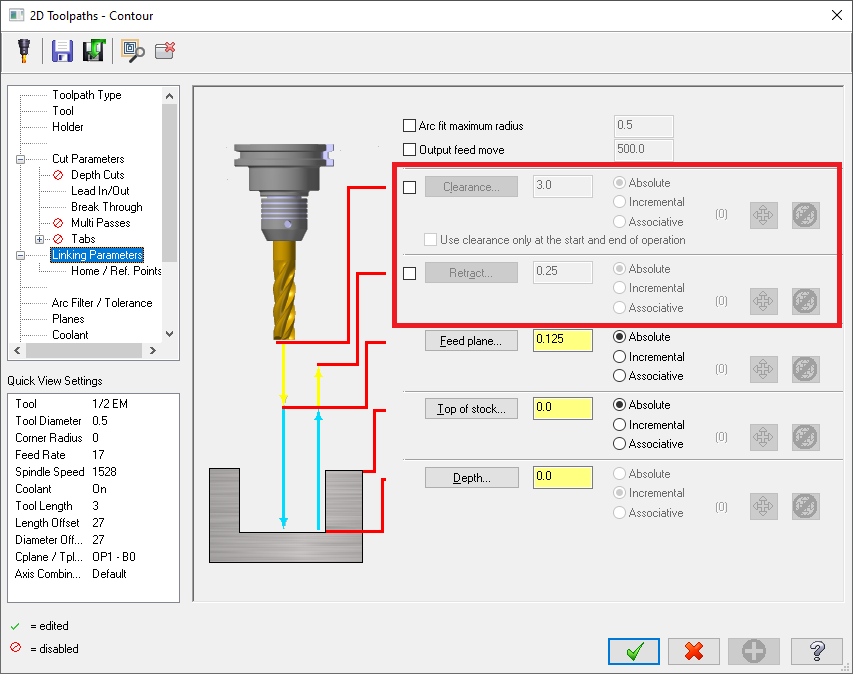
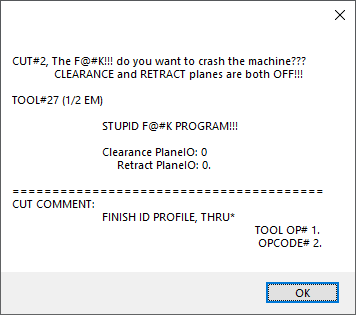
Hello everyone, I just want to cheer you guys over the holiday and I have found some previous programmers of which turned off the CLEARANCE and RETRACT planes. I got so mad about it and I have written a warning because it is very DANGEROUS for HORIZONTAL and 5 AXIS... =======================
-
Thank you, I just emailed you.
-
Hello everyone, I already had the solid models for my Horizontal machine + index attached to it. I would like to look for someone who can create Machine Simulation files for me to simulate. I did ask my dealer but he stated that IMPOSIBILITY company demand my company to purchase post + machine simulation. However, we already have post for it. The post itself it costs us $2,500 we can't just purchase another post + machine simulation. If any of you guys know where I can get only machine simulation service company, let me know so I can request my company to purchase from. Deal's debate was the machine simulation is tight to the post and that is not very convince able. I used to use the machine only without the post, it worked fine. When on the machine simulation crash, it means outside crash as well. I think nowadays dealers are must making harder for end users to get what they need not what dealer want (more money charge). ps: I already had the solid models, all I need is a person to create the machine simulation. Thanks
-
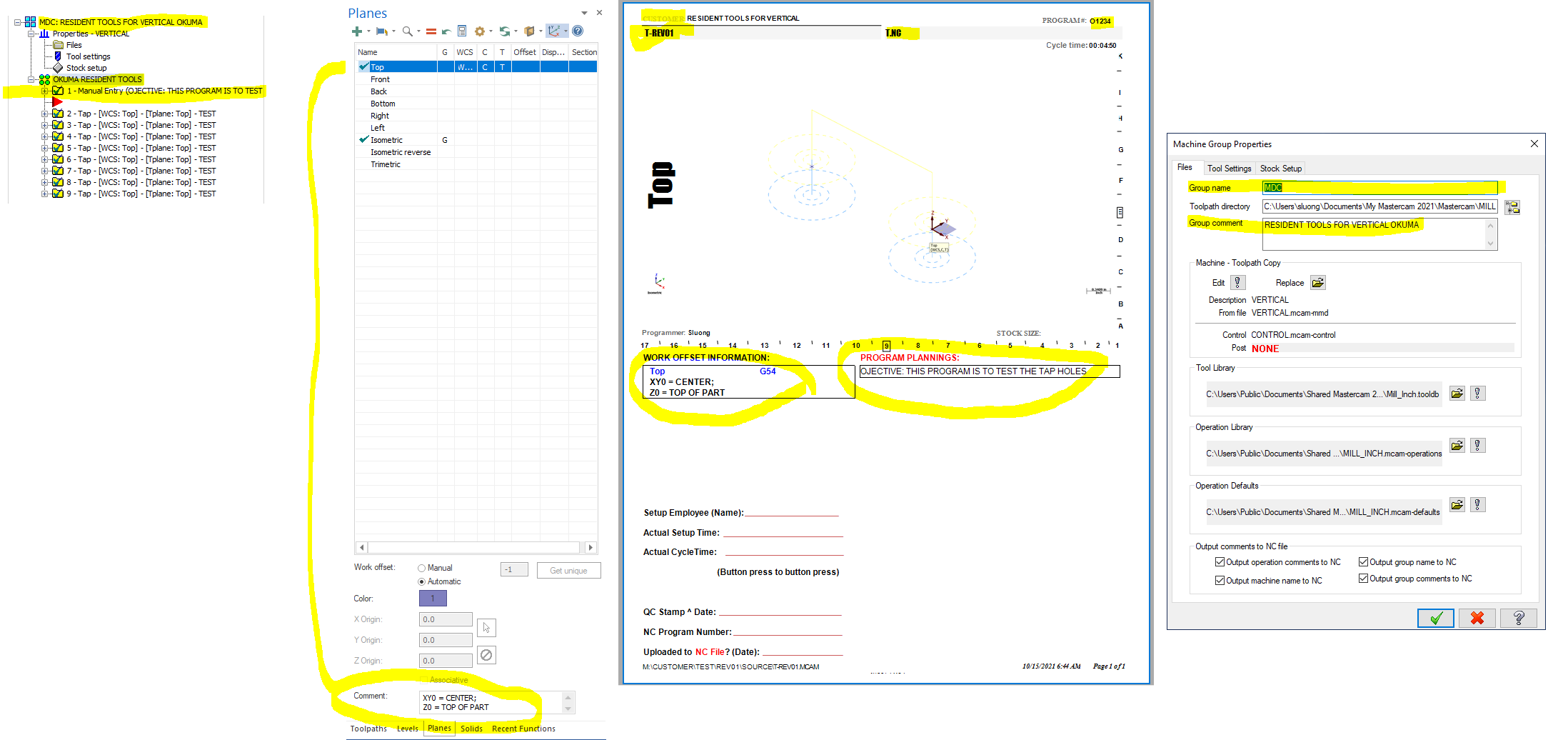
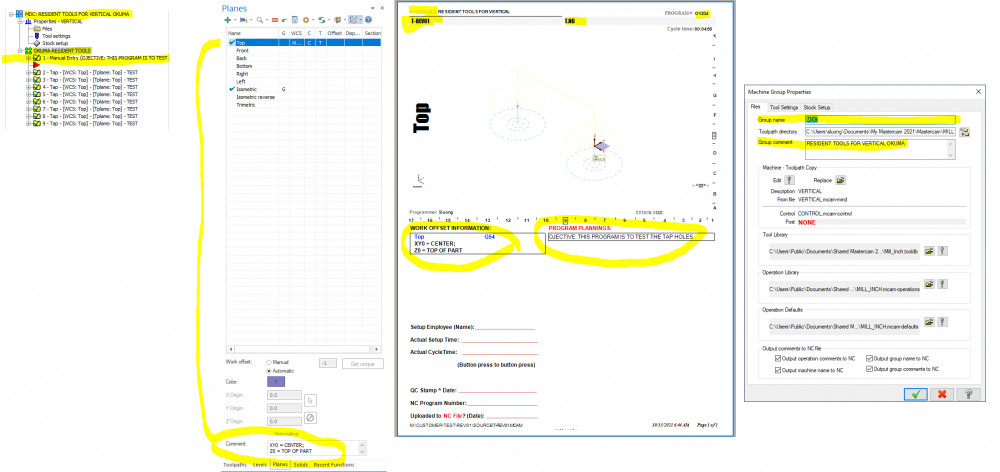
I have tried like the way you've done it and it ended up with I have to type every single time with a different part number, job, etc... However, there is a way to make it AUTOMATICALLY of which pulling the data from SOURCE. Here how I made it work as below. PRORAM NAME AS "NC FILE" MACHINE GROUP COMMENT AS "CUSTOMER NAME" SOURCE FILE AS "PART NUMBER" I have been working on this templates several years (15 minutes per day) and now this is finally completed as really want. I think it may take you up to six months to if you have your own layout and design it through ACTIVE REPORT.
-
Hello everyone, I just got hired into a company who is previously bought a used UMC750 METRIC and it also came with METRIC POST in POST as well. Now they have called SELWAY to convert the METRIC to ENGLISH. I would like to convert from their current post processor from METRIC to ENGLISH as well. Is there a quick way or switch from the MACHINE DIFINITION to ENABLE the ENGLISH and DISABLE the METRIC? Thank you.
-
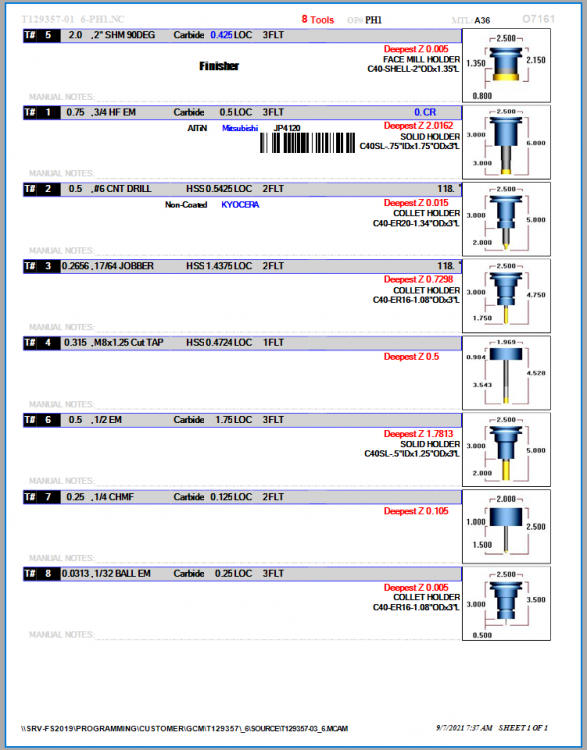
Active Reports: Minimum Z depth for each operation
SLuong replied to saltedfish's topic in Industrial Forum
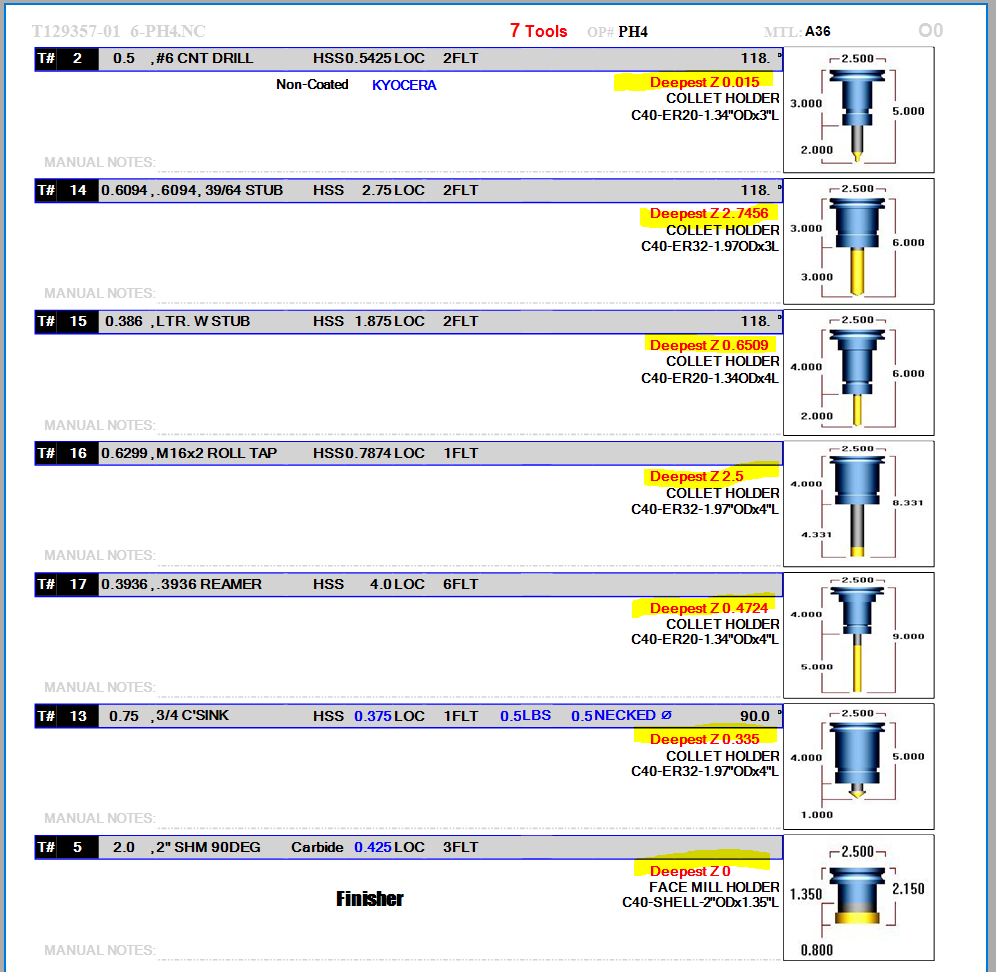
Guess what? I've got this done by paying MasterCam $300 just to make my DEEPEST Z DEPTH shows up. I think it worth it. Just send to MASTERCAM, they'll do it for you.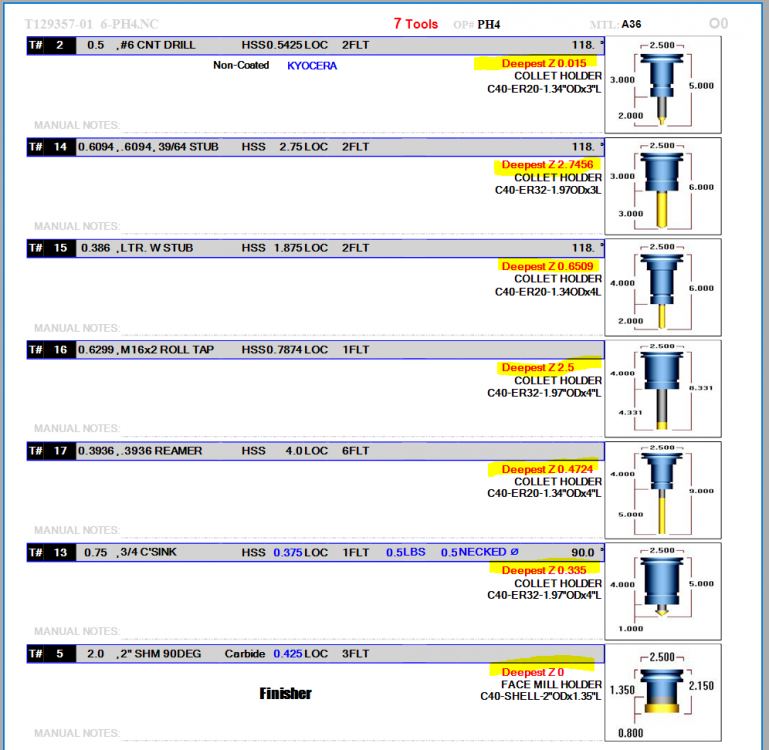
-
I have my own too. I am trying to steel some of your ideas and putting on mine of which already existed. Thanks for the share.
- 49 replies
-
- 2
-

-
- active reports
- setup sheet
- (and 1 more)
-
To be honest, Japanese are very smart why they make such a so DUMP control like MAZAK? The machine is an amazing thing to use it. For the control, it is TRASH!!!!!
-
Hello support, I am using a HORIZONTAL of which contains the "B" rotation and I would like to make an alarm such as: IF LAST ROTATION <> CURRENT ROTATION & PREVIOUS T$ = CURRENT T$ & RETRACT FLAG = 0 then show alarm.... I've got nothing alarm, I think the problem is the "prv_cabs <> cabs ". Please help, S.Luong =================== if srot_label = "B" & rotretflg = 0 & prv_cabs <> cabs & (prv_t$ = t$ | last_tool$ <> t$ | t$ = next_tool$), [if mprint(sHorizontalBRotationHomeDemands), exitpost$], e$ #Region sHorizontalBRotationHomeDemands sHorizontalBRotationHomeDemands = "CUT#"+sToolPathNumber+", When rotate with differnt B ROTATION ANGLE," +no2asc(13)+" Z MUST BE HOME!!!" +no2asc(13) +no2asc(13)+"TOOL#"+no2str(t$)+" ("+s20001+")" +no2asc(13) +no2asc(13)+ " FROM B" + no2str(prv_cabs) + ", TO B" + no2str(cabs) +no2asc(13)+no2asc(13) +no2asc(13)+"=======================================" +no2asc(13)+"CUT COMMENT: " +no2asc(13)+ " " + sop_com +no2asc(13) +no2asc(13)+ " TOOL OP# " + no2str(tool_op$) +no2asc(13)+ " OPCODE# " + no2str(opcode$) +no2asc(13)+ " TOOL TYPE# " + no2str(tool_typ$) #EndRegion sHorizontalBRotationHomeDemands
-
Hello, I am looking for "tool_op$" for these below, would you guys tell me where to get it in the MASTERCAM PARAMETER pdf file? I have them all but I cannot find them. Perhaps they are another PDF file? Thanks ========================= shst00 : "CORE ROUGHING" # String definition shst01 : "AREA CLEARANCE" shst02 : "WATERLINE" shst03 : "CONSTANT STOVR" shst04 : "HORIZONTAL" shst05 : "RASTER" shst06 : "PENCIL" shst07 : "HYBRID" shst08 : "NULL" shst09 : "SPIRAL" shst10 : "RADIAL" shst11 : "REST ROUGH" shst12 : "OPTI AREA" shst13 : "OPTI CORE" shst14 : "OPTI REST" shst15 : "PROJECT" shst16 : "" shst17 : "" shst18 : "" shst19 : "" sopnotehst : "" # Target string # -------------------------------------------------------------------------- #Region Select High Speed Name # -------------------------------------------------------------------------- sDynamicMill : "(DYNAMIC MILL)" sAreaMill : "(AREA MILL)" sContourMill : "(2D HIGHSPEED CONTOUR)" sPeelMill : "(DYNAMIC PEEL MILL)" sBlendMill : "(2D BLEND MILL)" sDynamicArea : "DYNAMIC AREA" sDynamicRest : "DYNAMIC REST" sDynamicCore : "DYNAMIC CORE" sDynamicContour : "DYNAMIC CONTOUR" shsname : "" fstrsel sDynamicMill op_type_hsm shsname 9 -1 #EndRegion Select High Speed Name # -------------------------------------------------------------------------- #Region Select Surface High Speed Name # -------------------------------------------------------------------------- sOptiArea : "(OPTI-AREA)" sOptiRough : "(OPTI-ROUGH)" sWaterLine : "(WATER LINE)" Scallop : "(SCALLOP)" sHorizontal : "(HORIZONTAL)" sRaster : "(RASTER)" sPencil : "(PENCIL)" sHybrib : "(HYBRID)" sNoLongerUsed8 : "(NO LONGER USE)" sPrial : "(SPIRAL)" sRadial : "(RADIAL)" sNoLongerUsed11 : "(NO LONGER USE)" sNoLongerUsed12 : "(NO LONGER USE)" sNoLongerUsed13 : "(NO LONGER USE)" sNoLongerUsed14 : "(NO LONGER USE)" sProject : "(PROJECT)" sEqualScallop : "(EQUAL SCALLOP)" sBlend : "(BLEND)" s3DHighSurfaceSpeedName: "" fstrsel sOptiArea op3DHighSurfaceSpeed s3DHighSurfaceSpeedName 18 -1 #EndRegion Select High Speed Name
-
Thanks for the tips. ============================== N6(ROUGH SECOND STEP, CUT#4) G0 G17 G40 G49 G80 G90(19.52S) G91 G28 Z0. M19 (3X RDEPTH CUTS, .025 PER) T6(1.25, 1-1/4 HIGH FEED, .030RAD, , TiNC,) (M 373211) M6 G90 G54 X4.202 Y-1.7956 S1302 M3 G43 H#51999 Z1. T27 (DOC= Z-.0294) M8 Z.125 G1 Z-.0147 F27. X3.9811 Y-1.5746 G3 X3.875 Y-1.5307 I-.1061 J-.1061 (CUTTING...) G1 X4.202 Y1.7956 G0 Z1. M9 G91 G28 Z0. M5 M1 (*) N27(ROUGH DAT A AND DAT B +.02, CUT#5) G0 G17 G40 G49 G80 G90(07M 58.18S) G91 G28 Z0. M19 (DYNAMIC MILL) (.0525 STOVR, 7.PERC TDIA.) T27(.75, 3/4 EM, .030RAD, , TiNC,) (IMC 66222. COLLET=REG 1732.19050 ) M6 G90 G54 X-3.3656 Y-3.1621 S3500 M3 G43 H#51999 Z1. T6 (DOC= Z-.2162) G5 P2(MAZAK LOOK AHEAD ON) M8 Z.1 G1 Z-.2062 F100. X-3.3694 Y-3.1529 (CUTTING...) G1 X.9053 Y1.6777 Z-.2062 X.9519 Y1.6972 G0 Z1. M9 G5 P0(MAZAK LOOK AHEAD OFF) G91 G28 Z0. M5 G0 G90 G54 X0. M1 T6 M6(1.25, 1-1/4 HIGH FEED) M6 #3901 = #3901 + 1 M30(CHARACTERS COUNT = 36,684 - 35.84KB) #3901 = 0 (OPERATOR MANUAL RESET) %
-
Hello Crazy Mill Man, I just called Mazak and this is what they told me: G61.1, K70 (MAZAK LOOK AHEAD ON) G64 (MAZAK LOOK AHEAD OFF) or.... G5 P2(MAZAK LOOK AHEAD ON) G5 P0(MAZAK LOOK AHEAD OFF) Which one have you seen the most common used? Thanks.
-
Hello everyone, I am trying to look for the codes for MAZAK LOOK AHEAD and this if what I found, not sure if these are right or wrong. G61.1, K40(MAZAK LOOK AHEAD ON) G61.1(MAZAK LOOK AHEAD OFF) Thank you. ============================================ N6(ROUGH FACE AND RADII, CUT#36) G0 G17 G40 G49 G80 G90(11M 41.51S) G91 G28 Z0. M19 (OPTI-AREA) T6(1.25, 1-1/4 HIGH FEED, .030RAD, , TiNC,) (M 373211) M6 G90 G55 X-.7812 Y-.5903 S3200 M3 G43 H#51999 Z1. T7 (DOC= Z-.59) G61.1, K40(MAZAK LOOK AHEAD ON) M7 Z.37 G1 Z.345 F125. G19(YZ PLANE) G3 Y-.5653 Z.32 J.025 K0. G17(XY PLANE) G2 X-.216 Y0. I.5653 J0. G3 X.8862 Y1.3821 Z.2896 I0. J1.1305 X-.7065 Y2.149 Z.2593 I-1.1022 J-.2516 (CUTTING...) X-1.3082 Z-.49 Z-.465 G0 Z1. G61.1(MAZAK LOOK AHEAD OFF) M9
-
Hello admin, I guess my hobby is reading all the threads from you guys while I am on break and I have downloaded the mobile app as "MASTERCAM COMMUNITY", does not allow me to view because it said I am a "NON CUSTOMER". I have registered the "SIM" number in my profile and I wonder what would I need to do to make it work. Thank you