RCgendraft
-
Posts
4 -
Joined
-
Last visited
RCgendraft's Achievements
")



-
5 Axis drilling on 4 different planes with 1 WCS
RCgendraft replied to RCgendraft's topic in Industrial Forum
Sorry for not replying yesterday, apparently i can only make 2 posts in a every 24 hours so when i noticed some more replies i wasn't able to respond. i just started on monday for the mastercam university so im going to start learning through that way since our mastercam reseller is pretty far away. I also dont think im up to current on maintenance and definitely should see about getting this post fixed since it does some little annoyances like all the multi axis toolpaths post M08 right after M03 on the same line so the machine reads M08 and not M03, so i have to change that manually. another is that when i use two different work offsets on the machine for two different faces to machine on, is will not post my A axis unlock code where it needs to be so the program freezes when it trys to move the A axis. its not an issue i cant fix, but makes me think that these issues im running into are because of this post. so i will definitely contact them. What i am understanding about what Chris and Aaron are saying, is that I am not properly matching my G54 with mastercam. I always use Top plane as my G54 of how it would be if i was looking straight down at my part. From there all 3 axis stuff goes great, when i make a plane on another face of the part and set that as G55 and also do the same on the machine and run 2d/3d toolpaths with that plane, that also goes great. Now when i use the Top plane and the multiaxis toolpaths like multiaxis curve or multiaxis flowline, I get some weird numbers resulting in big compensation numbers. Does this sound like and adjustment needed in the post, the machine/control or error on my end with my programming. Because what I recall from the little I had learned on multiaxis in tech school was that you only needed your 1 G54 offset and that the machine could figure out from there with various Gcodes like G68.2 and i remember using G68.2, but can't remember how to use it. this machine says it can use G68.2 and G68.3 in its Gcode/Mcode list, but in MDI it says "no function" when i type it in. Mastercam has never used it for me either. Will probably have to contact the people who we bought the machine through to see if it has the option. Boss said he got everything for the machine, but who knows. The only G code ive had it post for me regarding kinematics is G43.4 if that helps with anything I think ill leave it to that until you guys get back to me on what you guys think i might be doing wrong. In the mean time I will go through some of the mastercam university on planes so i can hopefully better understand the information you guys are giving me. Thanks for the replies! Also, Is this the page you were looking for So not a guru? I have never messed with these up until yesterday, since Chris made that change too the Z axis homing after drilling. I set the rotary and tilt locks to "0" on a part for the spotting operation and it saved quite sometime because it takes about 2 seconds to lock and unlock and saved about 32 seconds just on the spotting operation of this part I am working on.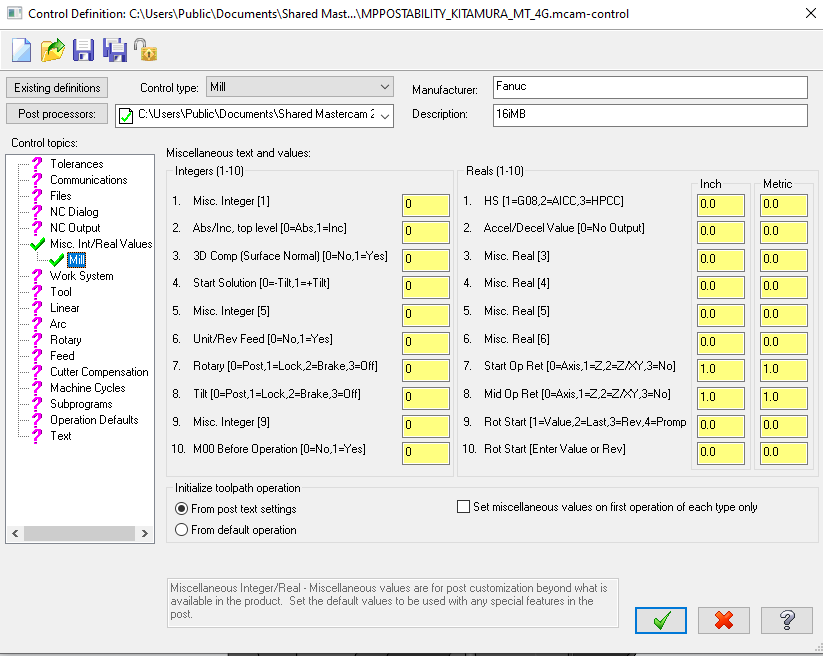
-
5 Axis drilling on 4 different planes with 1 WCS
RCgendraft replied to RCgendraft's topic in Industrial Forum
i see what your getting at, i believe this machines rotary axis is not inline. at that point i think its probably easier for me to just work with multiple work offsets because that way will work. Thanks for the help chris. im especially happy that you showed me the misc values. -
5 Axis drilling on 4 different planes with 1 WCS
RCgendraft replied to RCgendraft's topic in Industrial Forum
It helped me because i previously didnt know how to get rid of it toolpaths returning home, i thought that was just the post so like on all my 5 axis curve toolpaths that have multipasses, it would do that which was very annoying but now i know that. so this was a big help in that sense, but my issue still remains of how the post isnt accounting for when the part tips A-90. because my part is much higher than the A axis trunnion's center of rotation. I guess a better question for me to ask is, what tool height offset code is usually used when doing 5 axis drilling G43 would only work if i set the four sides as their own work offset, or like how you had it for me, which was just a c-90. rotation and only one work offset. Im just trying to eliminate having to probe multiple work offsets that because i believe that the machine should be able to calculate those locations with my G54 being the top of the part. Am i correct? im also probably not wording this right. -
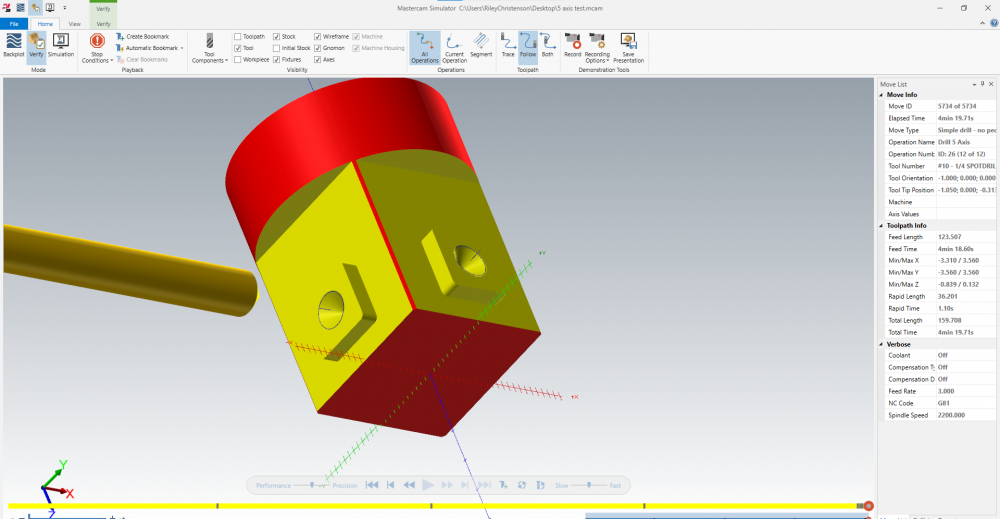
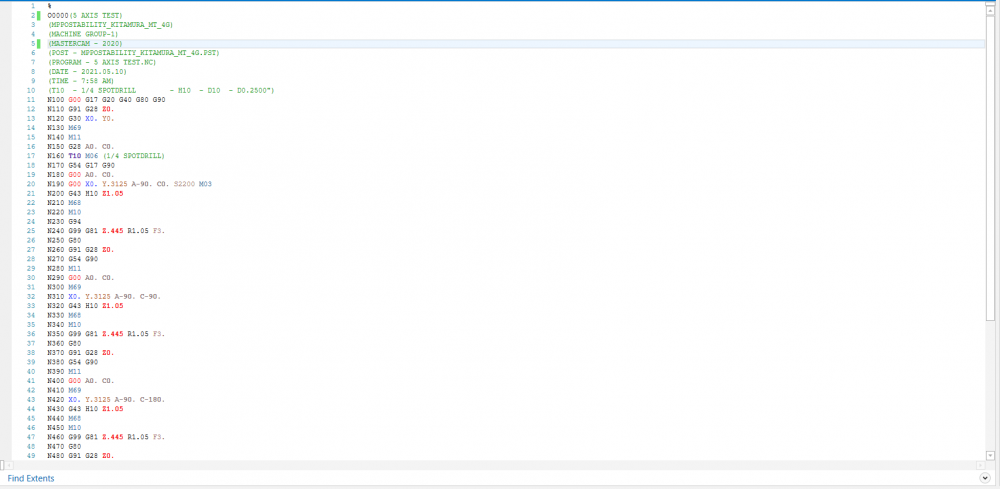
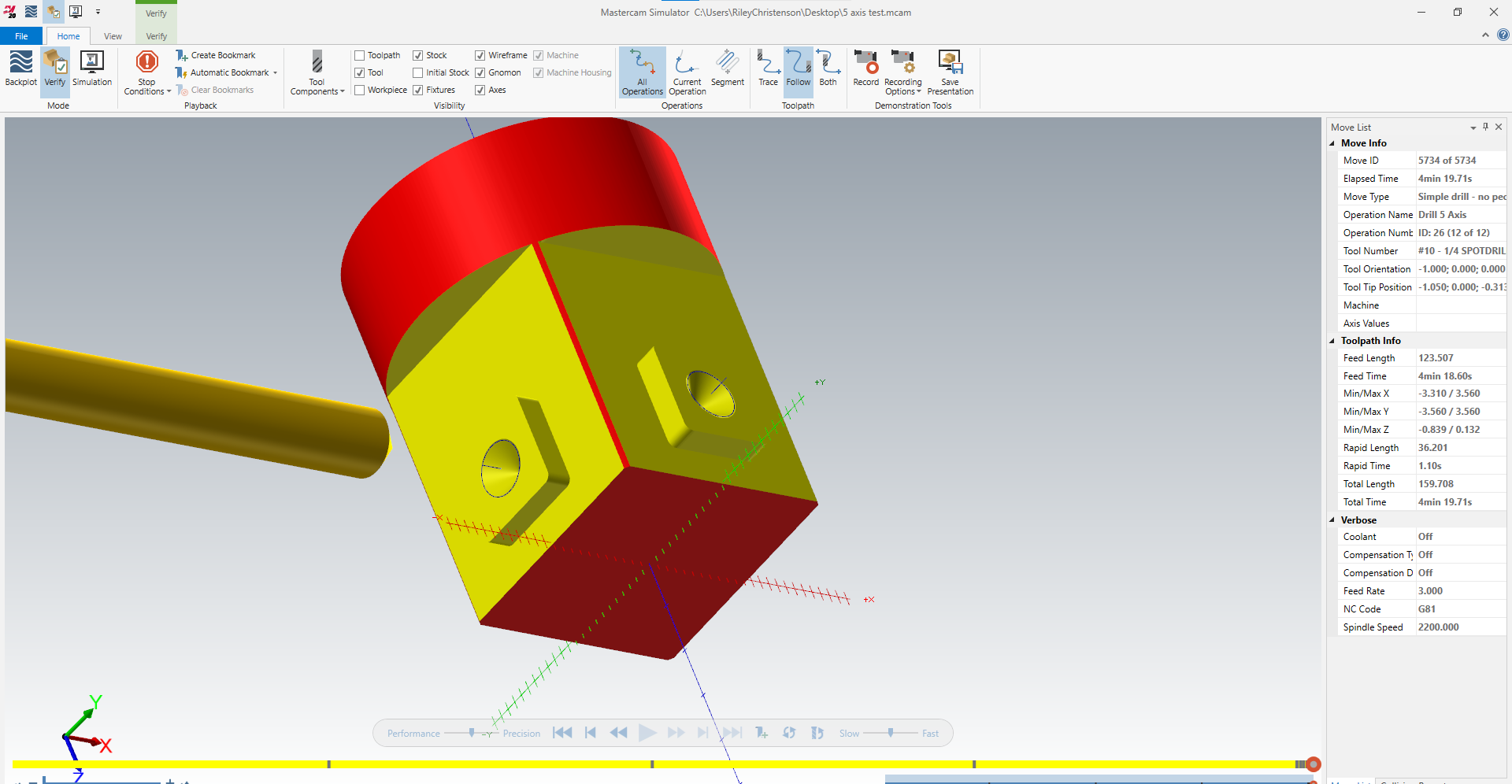
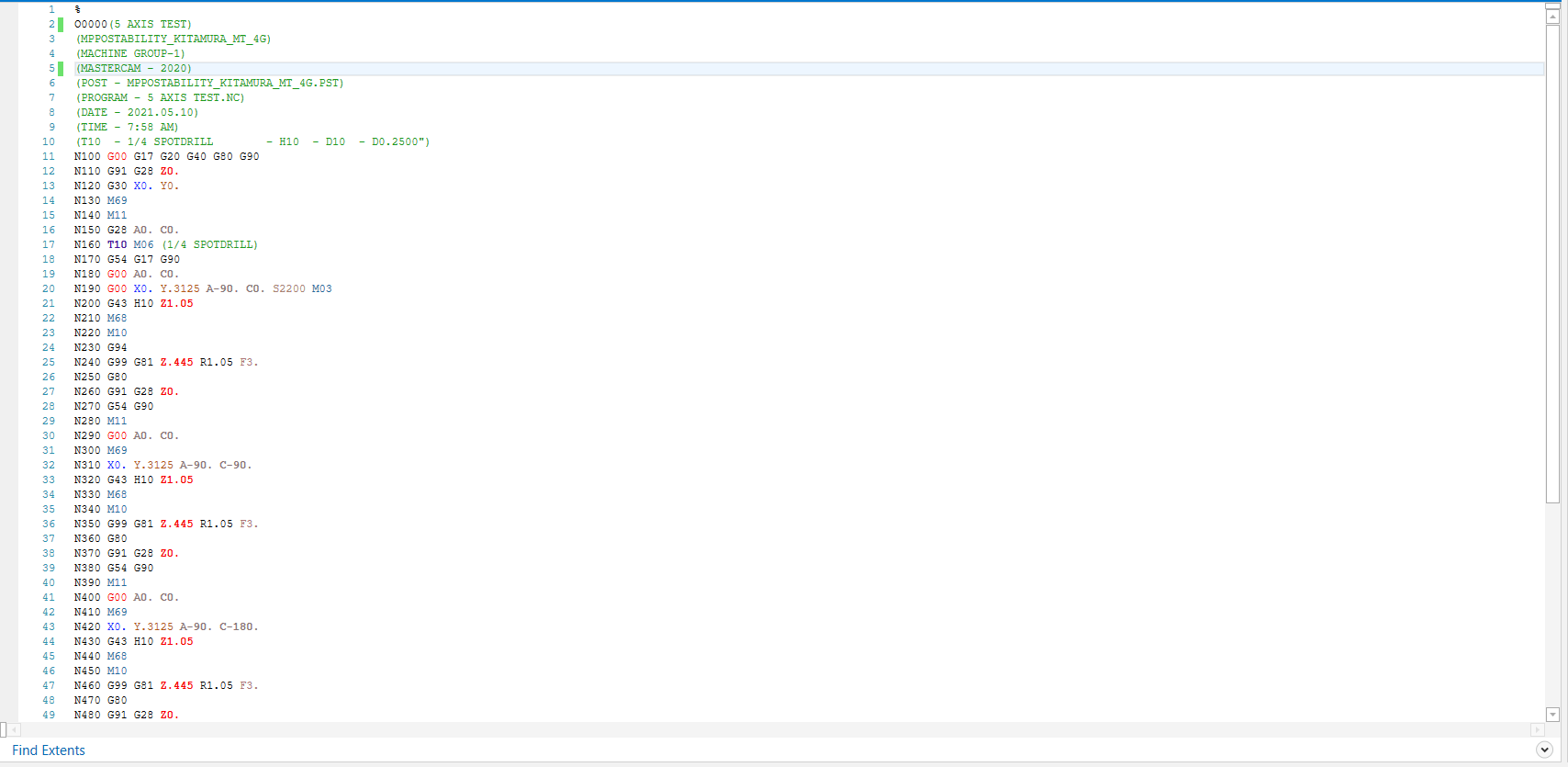
Hi, this is my first post here. quick little introduction of my situation. so i got a nice little job at a R&D shop that makes custom machines for the medical industry. im running their 5 axis machine that they bought for a previous worker that said that 5th axis was what he used to do. turns out he could barely run a 3 axis. so they took a chance with hiring me because they couldnt find anyone else to run it. the only experience that i had with 5th axis was with a matsuura MX-520 that was with manual programming that was at tech school. i dont have a formal mastercam training so i might not know all the mastercam jargon. the machine i am on is a Kitamura Mytrunnion 4G with their arumatik mi control and what i am looking to figure out is how to drill on 4 different faces of a part without having to set the each face to its own work offset (g55 for one face, g56 for next face...). i dont know if it is because i am programming it wrong on mastercam or if the post isnt correct because i have the planes set to top WCS, but when i post its not using a TCP code, its just using G43 and going off my G54 location so its going to crash into the base mounted on the table when A-90. It should be using a TCP code and kinematics right? could you guys help sort out if it is my program is wrong or if the post just doesnt post the right code. im using 4 separate toolpaths, 1 for each hole because i couldnt get the tool axis control to work with surface, It want to spot 2 holes correctly then spot the opposite side of the other 2 holes. the verify is doing what i want it to do This is what is posted and is just the spotting operation Ill upload the file so that you guys can make fun of my scuffed program. this part is also something that i just came up with so that we could test the kinematics with this machine because the previous guy sure did crash it a lot and whenever i run a part, somewhere something is off by about .03" of an inch. it could also be me missing something with my programming/setup and i dont really have anyone to go to since the next most advanced machine here is an old 2 axis hardinge lathe. I have ran the 4 dynamic mill toolpaths on the part currently and all four sides are .031" smaller on each side with out any offsets. any help is appreciated. thanks! 5 axis test.ZIP