





cruzila
-
Posts
252 -
Joined
-
Last visited
-
Days Won
4
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by cruzila
-
-
OTI-FPT will give the chipload from the tool description. OOI-FPT or just FTP will give you the operation chipload. I would suggest just adding a field in the operation file so it generates for each operation. I recently updated my sheet to add some fields. I.E. XY stock Z step
Edit: added a pic

-
 2
2
-
-
I ran an extended Z VF-8 on a critical boring part in the winter. I did tests on the casting temps, coolant tank temps, shop temps. The biggest deviation I saw was .002 when we turned off the heater at night.
-
1
-
-
-
1 hour ago, gcode said:
No experience with them
Thier website is current and says
"Designed, Engineered and Assembled in the USA"
I suspect they are manufactured in China and shipped to the US for final assembly
... and a Made in the USA sticker.
They list a surprising variety of machines on their website.
If you Google Map their address
70 Jon Barrett Road | Patterson, New York | 12563
and check the satellite view you'll
see they share a building with a woodworking shop and there are about a half dozen cars in the parking lot.
Personally, I'd steer clear.
To be fair that image was dated at 7PM I went back and sampled random. Looks like they were slow from 2019 - 2022 as most of us were.
-
Fryer Machine Systems Inc. - CNC toolroom lathes milling machines machining centers
I looked up on the internets. Was trying to see what people are saying about these machines. Some of the newest comments I saw were 10 years ago and not so good opinions.
Anyone have any recent experience with these machines??
-
On 4/5/2024 at 12:19 PM, gcode said:
It used to be a little scary using the filter because you never knew when a filtered toolpath was going to get a glitch and blast through a wall
or an arc was going to wipe out a part with a 358° move instead of the desired 2° arc.
Filtering used be scary, I worked with people who would not use filtering under any circumstances... even if they had to break a file into multiple programs to get it in the machine.
Filtering is much more reliable and safer than it used to be.
It has been years since a filtered toolpath bit me.
We have one machine (older machine) that will do the 358 degree side every so often. I understand it is a function of the machine controls ability to calculate and not really filtering per se. I will go back and change the min arc or step over a tiny amount and it generates code that works
-
-
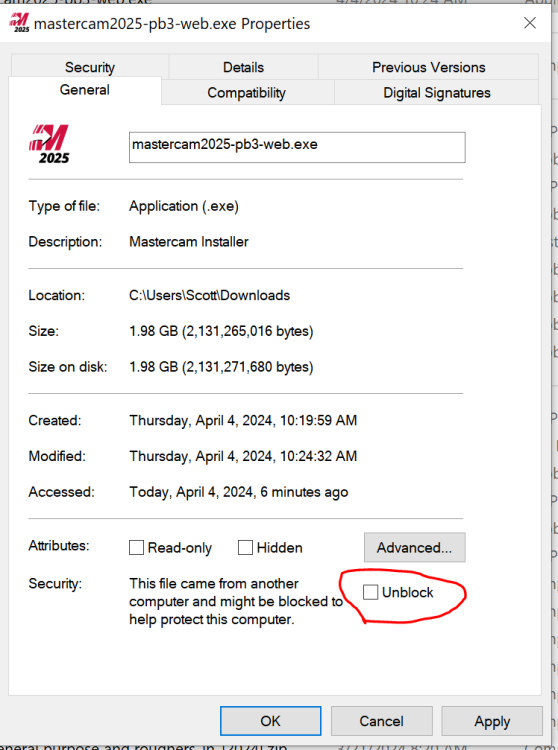
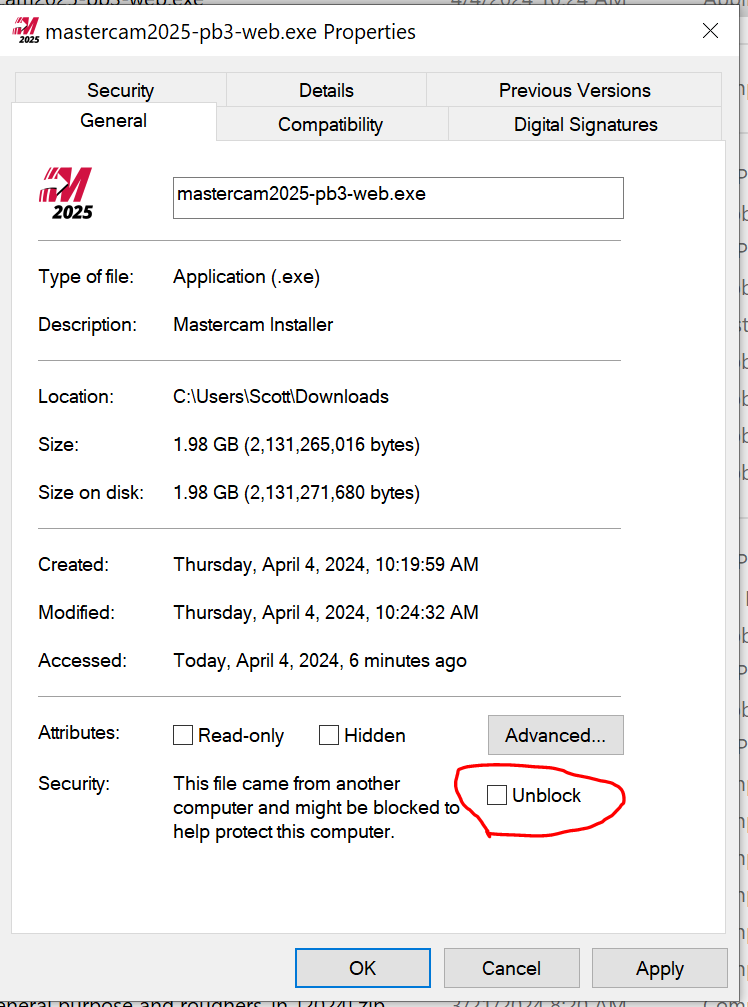
I've yet to try it but I have had to check this little box to make an install work in the past.
Also the registry keys are supposed to be deleted prior to a full install?
-
2D contour, set the angle and go......I would set it at .005-.007 step with a high feed because of radial chip thinning. Or just get a big c'sink tool
Or rough it 2D contour big steps and finish with the c'sink. Many times, there are other factors that drive these decisions related to individual tastes and customer preferences.
-
1
-
-
I realized at some point that I was doing a version of this way back when I was turning handles. just whip that thing as fast as you can!!
Then there is the age old debate over extra wear on the machine vs. wearing the tool. Still, HSM and RCTF is the way to go!
-
1
-
-
Heat is your enemy. SFPM can be too high, or the chip is not flowing up the flute of the drill. peck of 50% or even less depending on the drill. Carbide might work better for a smaller drill. Some coolants can cause Polycarb to craze so use caution there as well. Maybe air blast instead.
-
On 3/20/2024 at 11:51 AM, CEMENTHEAD said:
I prefer the term Decompose over Disassemble.

Number 5 is Alive
-
On 3/13/2024 at 8:08 PM, Aaron Eberhard said:
Another way to do this is to use Convert to 5 axis, then use a Feed control Zone on the inside pockets to slow it down. It'll work volumetrically, so any changes to the input toolpaths will be instantly updated. I can grab a video tomorrow if it would be helpful.
This assumes that you have the 5 axis license.
-
1 hour ago, Colin Gilchrist said:
Change-at-Point is the best solution, because those changes are attached to the "chain", so the changes can be made in the Chaining Manager, and the modifications "stick" through regeneration.
I think I played with this in the past. What it does is change at point but, from there forward. You have to change the next point back to the feedrate if you only want one or a selection of segments to be altered. In addition, changing the feedrate in the OP or tool does not reset the feedrate in those subsequent OPs. There is room for improvement here. Not sure how the "lock feedrates" setting would affect this.
-
You can combine MESH into one unit regardless of connectivity. If it a clamp, shouldn't be an issue with what kind of entity it is.
-
 1
1
-
-
2 hours ago, bird2010 said:
I always say...sorry, I am not good at English at the end of my posts.
I'm sorry, you will see very strange English, just apologies
Why do you always distort the meaning?
Forget it, you are also very unfriendly!
What you said is right. I shouldn't have spoken. I shouldn't have come here.
I'm really sorryI attack?
I apologize to everyone if my English is expressed like this
I don't understand the language. I shouldn't be here. I just quit and don't come in again.
Once again, I apologize to everyone!You can go here: Forums – myMastercam
The developers are in this location and you can ask them directly. You can also email [email protected] and ask your question directly. You may or may not get a developer here.
-
2
-
-
6 hours ago, bird2010 said:
People here are not friendly. I never knew Americans were so unfriendly. Thank you all for letting me know about American demeanor.
I don't need to come in here anymore! Thank you allYou are a child, an immature adult, and have no grace!
And you are so self-righteous that you are an obstacle to Mastercam's progress!
It's you who make me feel very bad about Americans!A very wise man once told me, seek first to understand, then to be understood. Many Americans view the traditional Chinese/oriental philosophers with admiration. Still, the petulant nature of youth transcends all nationalities.
-
Possible option. Click drag the parameters to another OP. Downside is you get a lot of changes. Not even sure what all does change I just know not everything.
-
I recently experienced this. My computer went south and i am currently using an out of the box computer. The video card is causing a crash on exit. Buy a computer that meets or exceeds the minimum recommendations.
-
This would also be convenient when drag drop or copying within the same file. I do this a lot. My habit it to rename the nc file and prog number every time before I post otherwise I wonder why it asks to post the same file twice.
-
56 minutes ago, AMCNitro said:
There's a lot of people that think to rapid out and in takes longer, I've had that conversation with a couple of bosses. One wasn't a programmer, and the other stopped programming before Dynamic. They can't get their heads around Dynamic.
1 hour ago, neurosis said:After going down the rabbit hole a little I see some scenarios that it's obviously more efficient if the tool doesn't retract.
I'm not sure his given example is one of them.
I love dynamic paths. For sure many times staying down is "better, faster, more able to leap small buildings" As neurosis points out, and is my point, the given example is not one of the best. Most times I'm happy when the program fits in the control and doesn't make the control processor go crazy.
-
1
-
-
Who cares if it retracts? Modern machinery is very fast and likely faster to retract over a distance as in the example than to go at a high feedrate at the same level.
Agin, who really cares. this guy is a troll
-
Anyone have recent experience with these machines???
-
15 minutes ago, JParis said:
Awesome Thanks!!!!!!
-
1
-

{kind=link}
Error writing database to disk
in Industrial Forum
Posted
I am pretty sure the 2024 bug is unrelated to this. Release 6 fixed that issue.
I do remember this happening to me and for the life of me cannot remember if it was the computer had a deficiency or One Drive had hijacked my Mastercam files