





cruzila
-
Posts
252 -
Joined
-
Last visited
-
Days Won
4
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by cruzila
-
operation parameters feed speed auto populate?
cruzila replied to cruzila's topic in Industrial Forum
I forayed into 2024 with a couple of simple jobs. Got my rear bit a couple of times and am frustrated. Look back at the OP and the question remains. Selecting a tool, the list now takes "more" time to populate the data. I saw other complaints about the time for the tool manager to load. I am going to assume there is some sort of tie between these. Select the tool, wait, click again and it highlights, wait, see the data change happen or blue check it and hope it takes. Or green check it and then reopen to see if it is right..... My most current failure is selecting a tap, the data from the tool populates fairly quickly but the cycle does not populate the same way as 2023. The result was g81 for a tap and that was catastrophic. Yup, we are a fast paced shop and I'll have mutliple projects going so My fault I missed it. But, it should be easier, not harder to get it right. -
This just bit me in the you know what again. Saved over it before I realized my mistake. I think ANY save to defaults wipes out saved viewsheets!! Maybe I should just go back to 2023 and ask my boss if he wants to keep paying for nothing. I'm just glad I don't have more than 10 or 100 viewsheets or so like Ron does,
-
HAAS G187 SETTING
-
Suggestions for milling Titanium
cruzila replied to Metals and materials's topic in Industrial Forum
Roll taps will smoke in TI but doable. As with literally EVERYTHING in this industry, VERY MUCH specific...... bwahahahaha -
Suggestions for milling Titanium
cruzila replied to Metals and materials's topic in Industrial Forum
I forget where I saw it (Boeing? aerospace? IMCO?) but there were tests to see if the number of flutes could be maximized for roughing TI. It came down to runout and the limits of the physical universe. To get each tooth to engage well and give long life 13 is about the max for an endmill. Material removal rates boils down to number of teeth.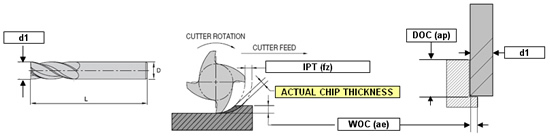
-
Suggestions for milling Titanium
cruzila replied to Metals and materials's topic in Industrial Forum
^^^^^^ I've had fair success with Emuge reverse spiral cut taps. Form taps do work but you need good tapping fluid. Drill to the max allowable size per the drawing or drill charts -
Customizing Setup Sheets in Mastercam with Excel Integration
cruzila replied to XXDALIXX's topic in Industrial Forum
The box stock setup sheets can give you a good start. I spent way too much time before I found out about the better options out there. The best advise is already been given, but the active reports can get you something that may work.- 11 replies
-
- 2
-

-
- setup sheet
- excel
- (and 1 more)
-
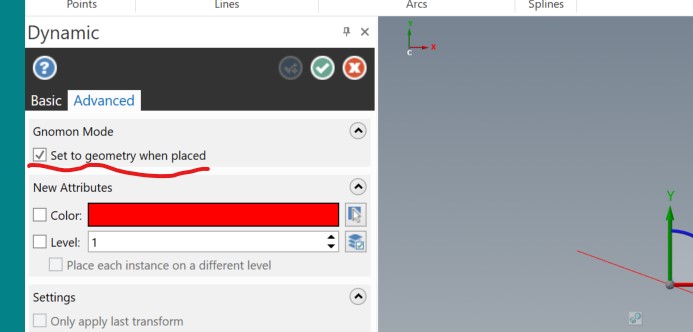
Found It!!! Not sure how I unchecked this, but it stays modal depending on it's status.
-
Where is the config switch for gnomon and geometry manipulation modes? I somehow switched it to the other setting.
-
I have only used Hybrid very rarely so don't have a ton of experience with this process, but it seems to work well in this kind of situation.
-
"It's just a guideline"
-
Parameters for different materials
cruzila replied to Metals and materials's topic in Industrial Forum
Check out chip thinning. It's already been hit on here but not named exactly. With modern software, this theory is crucial to fully understand. Lots of stuff on the intard net about it. Edit: While you are doing that, look up dry vs. wet machining and how coatings work as Ron mentioned. -
Parameters for different materials
cruzila replied to Metals and materials's topic in Industrial Forum
OR....................run it till it blows up then back off 10% -
Delrin, PEEK and similar brittle materials do chip on breakout and even when stepping over to the center. UHMW not so much, more like the opposite. But agreed, slower spindle with higher chip loads are effective on most plastics.
-
Best Extended Reach Tools for Milling?
cruzila replied to [email protected]'s topic in Industrial Forum
Third times a charm!!! -
Best Extended Reach Tools for Milling?
cruzila replied to [email protected]'s topic in Industrial Forum
Not at all, I see guys asking questions all the time. I get questions in my shop from the guys by the minute. On things that should be learned in the first year. What you hear me expressing is frustration. Certainly, true, but also, guys learn enough to be dangerous and then know it all. There are a ton of scenarios. -
I do this quite often. Drilling corners is a concept of the past. The re-machining feature in contour is pretty effective without having to recreate any geometry. play with the numbers to get your results. The option I use most often is roughing tool dia. Keep tool down and in lead in/out use a big radius angle to get the tool back around. Currently I am doing a stainless part with a 125r through about 3-1/2 thickness.
-
Best Extended Reach Tools for Milling?
cruzila replied to [email protected]'s topic in Industrial Forum
Blah Blah Blah, just throw some talent at it!!! This is fast becoming a lost art sadly. Not enough guys on the shop floor passing on the tricks of the trade. The result of letting computers do the thinking is that "we" think less. What you explain here is more normal to me and common practice. Has no one ever had to millbore a precision hole? -
Agreed, many times just changing a factor screws the pooch. Change a holder, change a machine, simply changing the BRAND of a tool........ It is sooo easy to work software, but to make a program that works and works well takes years of making the WRONG decision to know what the correct decision is.
-
i have one library with all my tools. Maybe someday I will spend the time to detail and separate tools into different libraries, but I treat speeds and feeds like most treat a Speed limit sign on the freeway. It's just a guideline really.......
-
OFF THE RAILS!!! My best time I have spent in the industry was the 10K plus hours spent Machining (I.E. turning handles) prior to ever learning how to run a computer. I might have 20-30K hours in CAM, but so much of that was programming while watching chips fly. Nothing more exciting than shooting big copper chips halfway across the building. Can we have that debate about manual vs automatic??? Again............
-
The reality is, this toolpath is only what you make it to be. It is a "tool". There are many ways to swing a hammer or drive a nail. I would categorize it as geared towards high efficiency tool paths. There is no option other than looking in to it!! There again, no offense but, becoming Journey level was a full 5 year program that included ALL aspects of machining. With todays world and shop practices that 5 years has changed to 10 years or more or in some cases, never. You can never stop learning, I'm in over 40 years and still learn all the time.
-
This came up recently in a previous thread IIRC. Better lead-in control in the software might be good but not sure what applications it really would make a difference in? Step over control should accommodate any issues? There is a helix on entry option that would allow the tooth to follow the thread a little better on entry. Edumacate me...........
-
More often than not, Ron is the one doing the schooling Hahahaha I for one appreciate that!!
-
I have had issues with where lettering is cut in to the solid and the solid seems good manifold and all. Check solid finds the edges and selecting loops or faces to run a pocket on won't work because of gaps in the edges of maybe .002 or less. I usually will just make geometry and manipulate it to work but that cylinder idea from Aaron i just tried and it is very good solution!!! I just went through this exercise this morning with a part

