Pgreenlaw
-
Posts
17 -
Joined
-
Last visited
-
Days Won
1





Pgreenlaw's Achievements
")




-
Unwanted rapid retracts with 3d flowline
Pgreenlaw replied to Pgreenlaw's topic in Machining, Tools, Cutting & Probing
This is all great info that I truly appreciate and will add to my programming notes for the future. Thank you again for the second response. I was slightly concerned with the small loops but everything looks great in the simulation and I think these paths will give us a great looking part and eliminate a lot of hand deburring that I am trying to avoid:)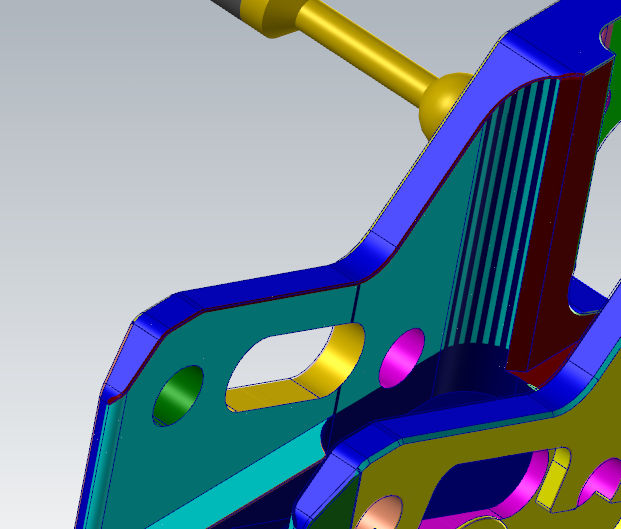
-
Unwanted rapid retracts with 3d flowline
Pgreenlaw replied to Pgreenlaw's topic in Machining, Tools, Cutting & Probing
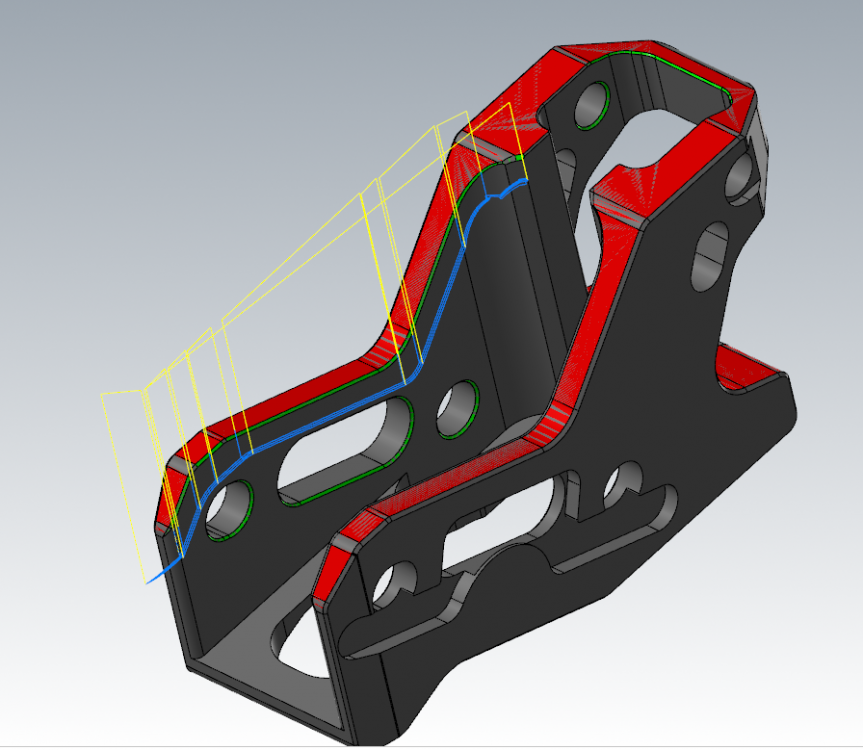
Thank you very much for this suggestion. I had played with the gap settings using the "% of stepover" and not getting the results I wanted, switch from % of step over to "gap size" and follow surfaces method and I now have exactly what I wanted. Thank you again!!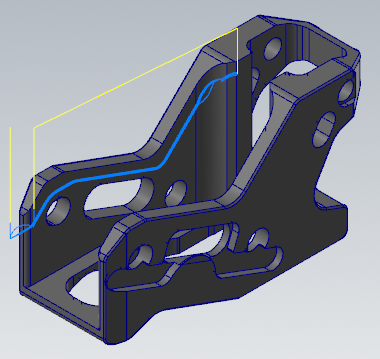
-
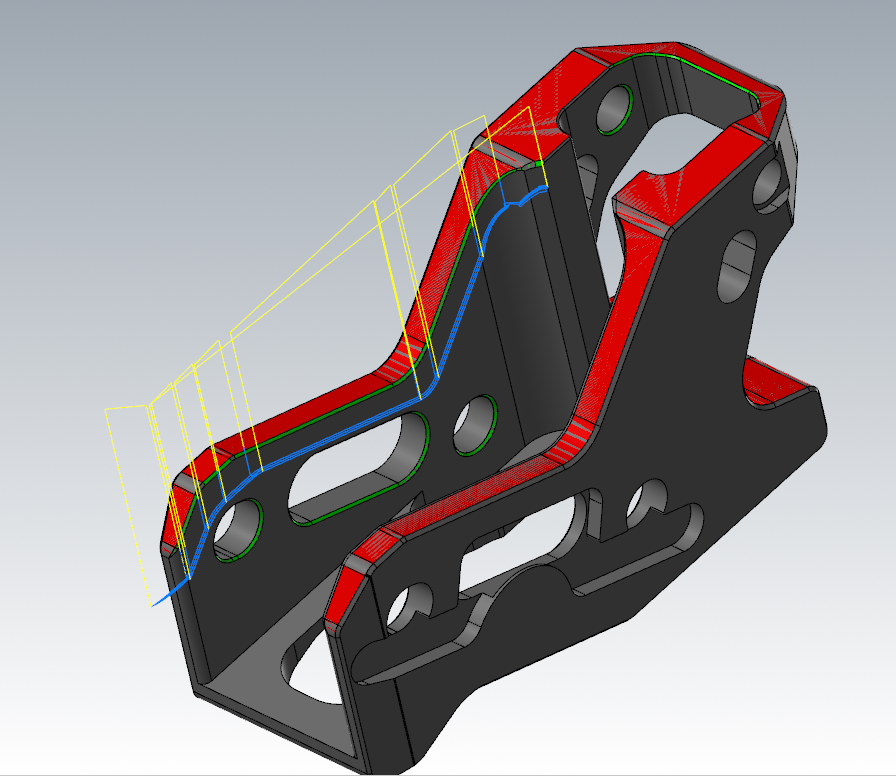
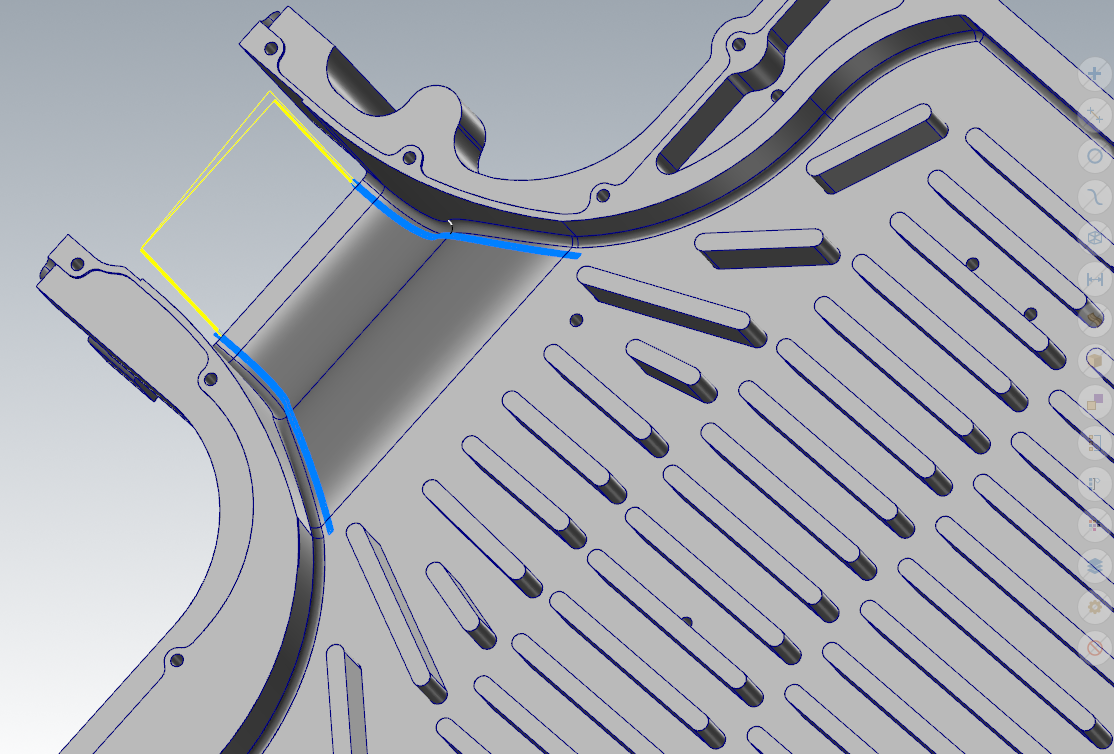
Are there any tricks to getting rid of the retracts when using the 3d flowline toolpath? Currently driving off of surfaces made from the solid model chamfers. I am assuming the retracts are because the surfaces are individual surfaces instead of one flowing surface? I am not experienced with modifying surfaces, but it seems that if I was able to join all of these surfaces I could create a smoother path? Looking for any tips or tricks to expand my 3dmilling experience.
-
worst case scenario you can post it out like that and just rearrange your XY absolute positioning to accommodate what you want to do with your incremental sub program?
-
We just got a new Doosan NHP5000 installed at our shop. We are interested in adding vacuum fixture air supply ports that each pallet can access when we run vacuum fixtures. In a previous shop I have seen this accomplished by drilling the center pallet changer post thru on top of the machine, installing air swivel connection at this point, and then running a T splitter with an air fitting facing each pallet. I liked this style as it allowed air to be hooked up and the machine could run and pallet change uninterrupted. Looking for any other ideas or tips/tricks if anyone has some?
-
Change start points
Pgreenlaw replied to Afshin karimi's topic in Machining, Tools, Cutting & Probing
-
We have worked with this customer on changing/tweaking features before... last time I did that I had about a 1.5 week delay while they updated the solid on their end and created a new rev so there were no issues at incoming inspection. Machine sat too long waiting on customer approval/updates, jobs behind that had to get pushed back, etc. I am taking this opportunity to avoid the delays on their end with a new rev and trying to gain some programming experience at the same time:) Thank you for taking the time to reply, all feedback is greatly appreciated on these forums.
-
I was able to find it by right-clicking. Thank you very much, sir. I have never even seen or heard of that toolpath but it worked perfectly for what I am wanting to do. Thanks again for learnin' me sumthin' new:)
-
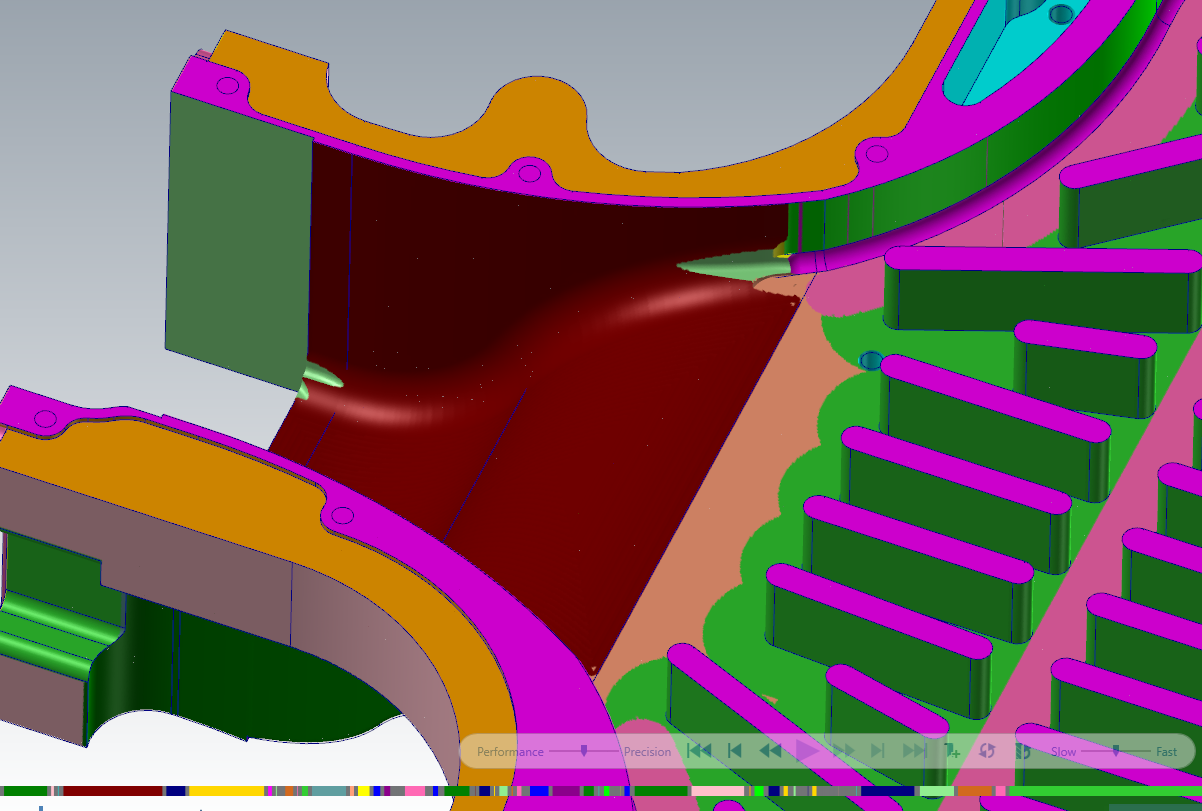
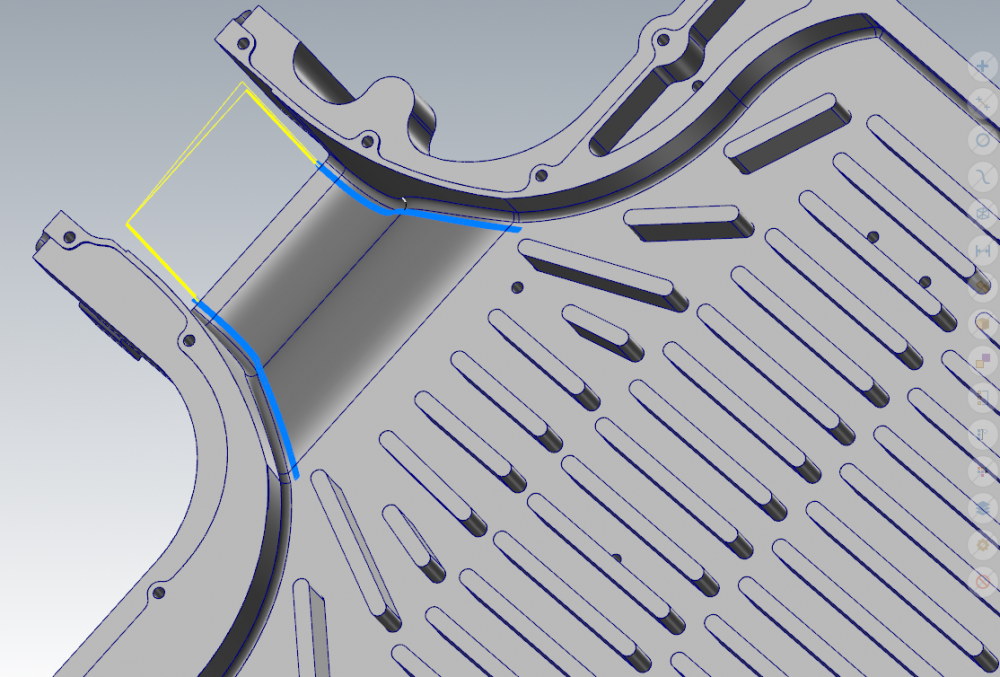
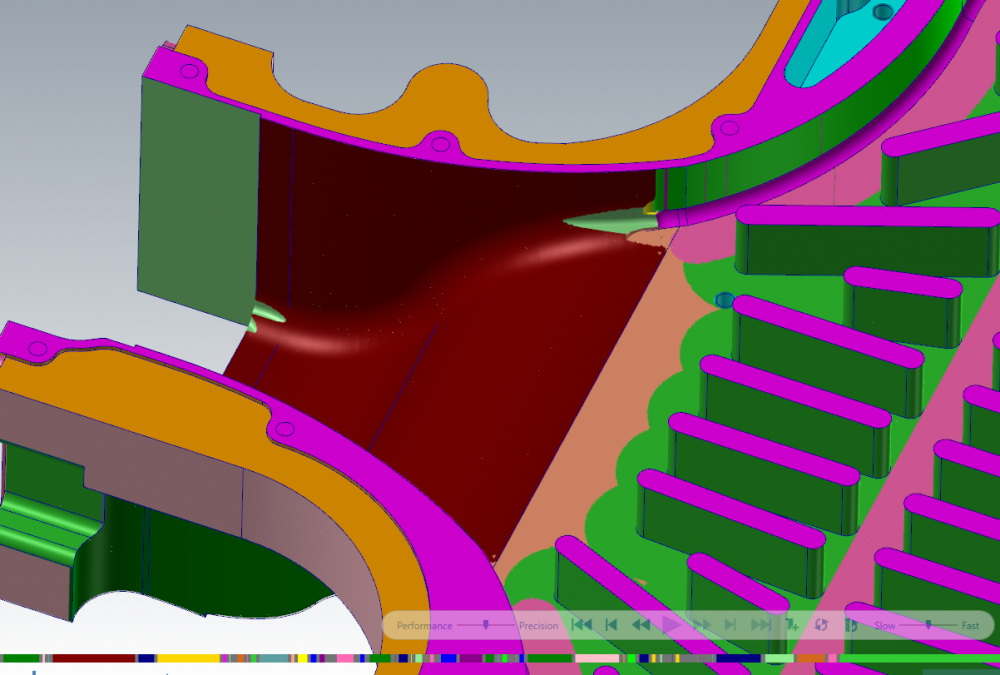
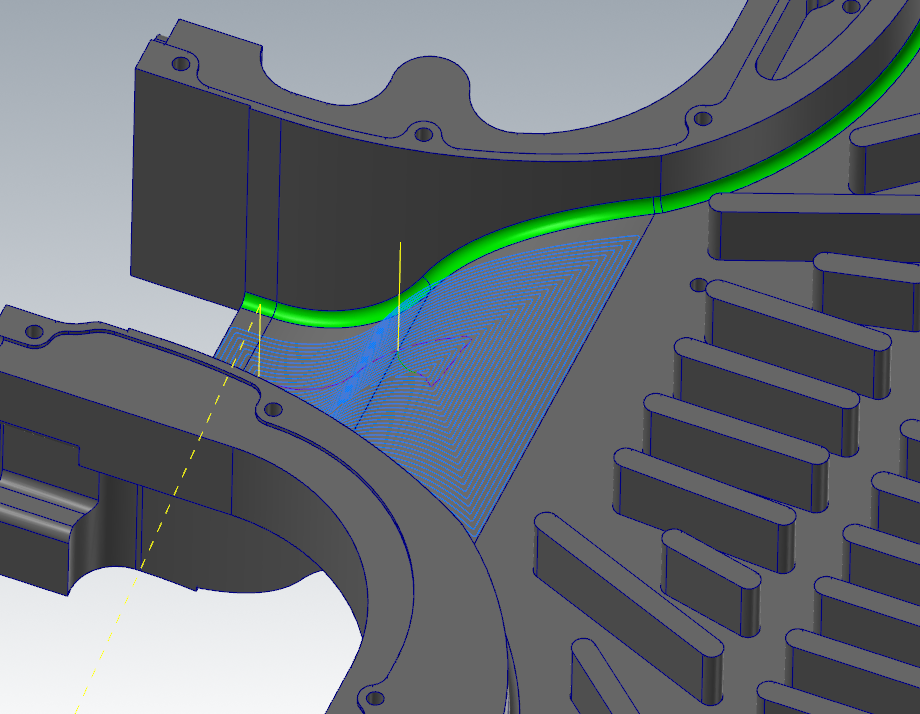
I have a part that has been challenging me with my programming skills from start to finish. I am almost complete with the program and looking for any advice on finishing/continuing the inside .062 rads down the corner of this "ramp". I finish the majority of the ramp surface with a .375 ball end mill using a scallop tool path. I will have to finish with a long-reach reduced shank (1.5") .125 ball end mill. I have played with a few toolpaths but am not getting results I am happy with. Any help or suggestions are greatly appreciated! PS. the ramps have no finish call out, will not be exposed to the end customer, and provide a pathway for air flow only. Our customer is more concerned with reduced cycle time and cost per part when it comes to these features.
-
.1875 HOLE 8 INCHES DEEP IN ALUMINUM
Pgreenlaw replied to Pgreenlaw's topic in Machining, Tools, Cutting & Probing
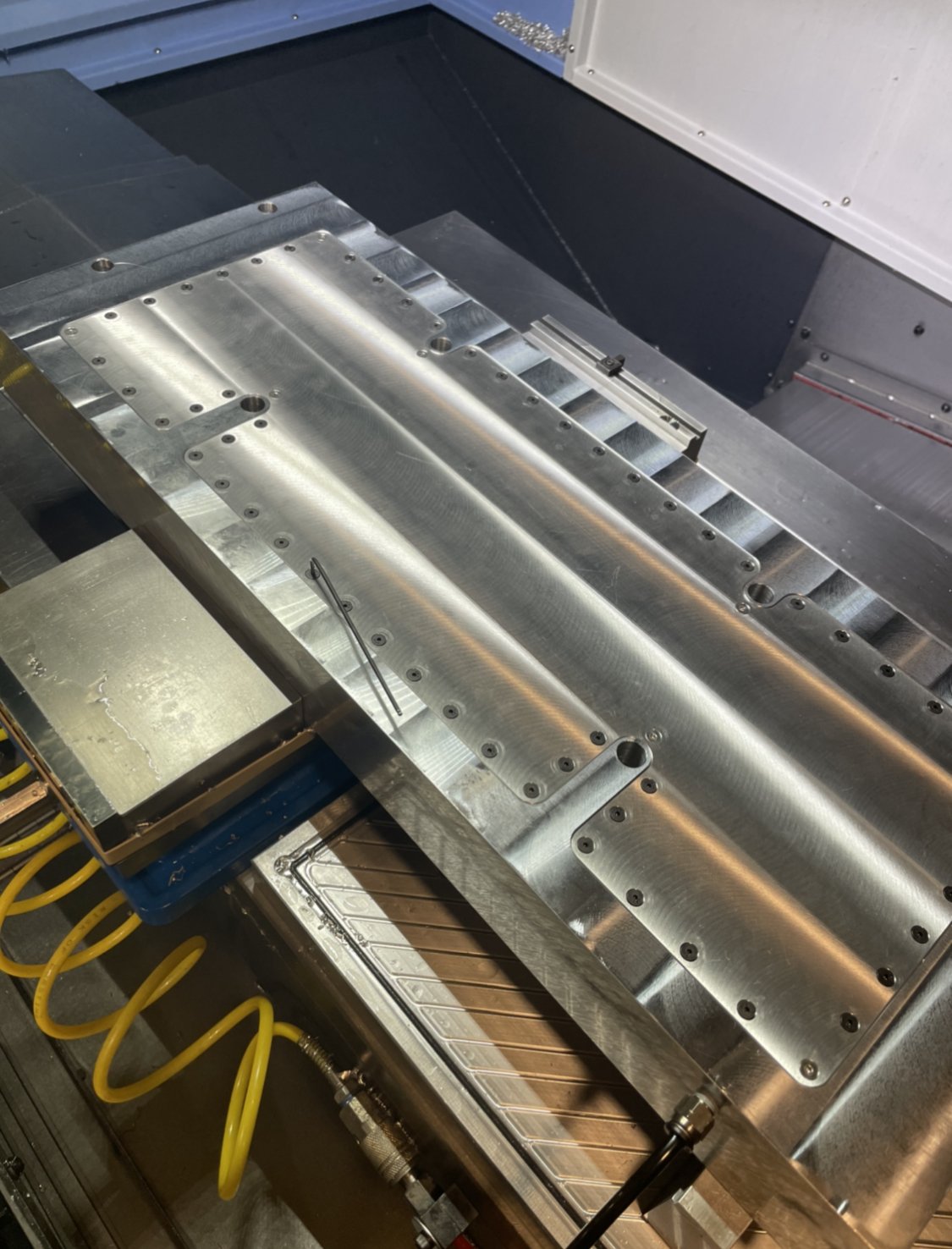
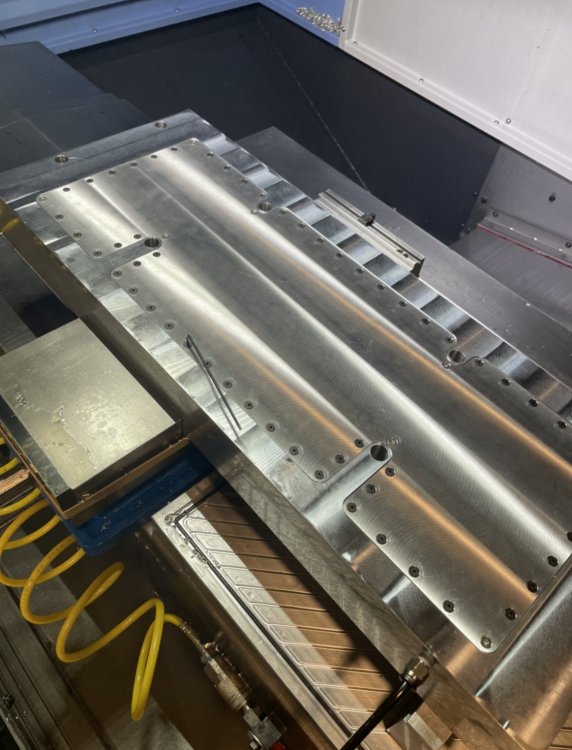
Fixture was a success, thanks again for the replies! IMG_2465.MOV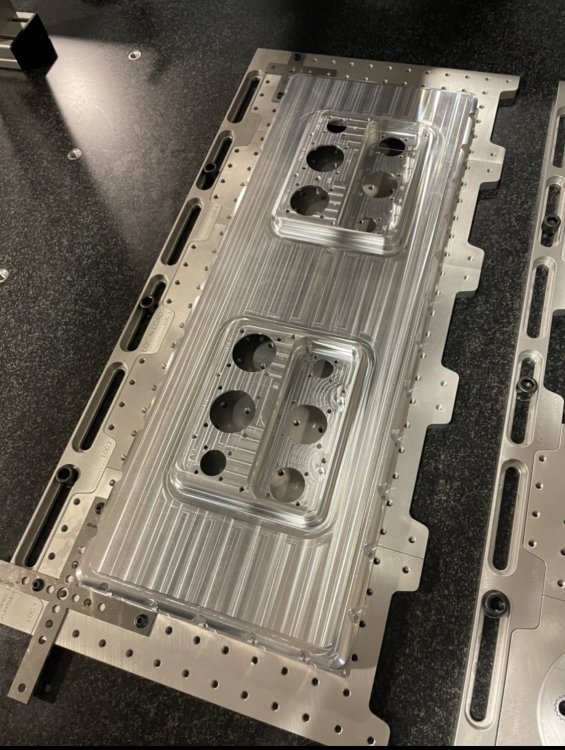
-
.1875 HOLE 8 INCHES DEEP IN ALUMINUM
Pgreenlaw replied to Pgreenlaw's topic in Machining, Tools, Cutting & Probing
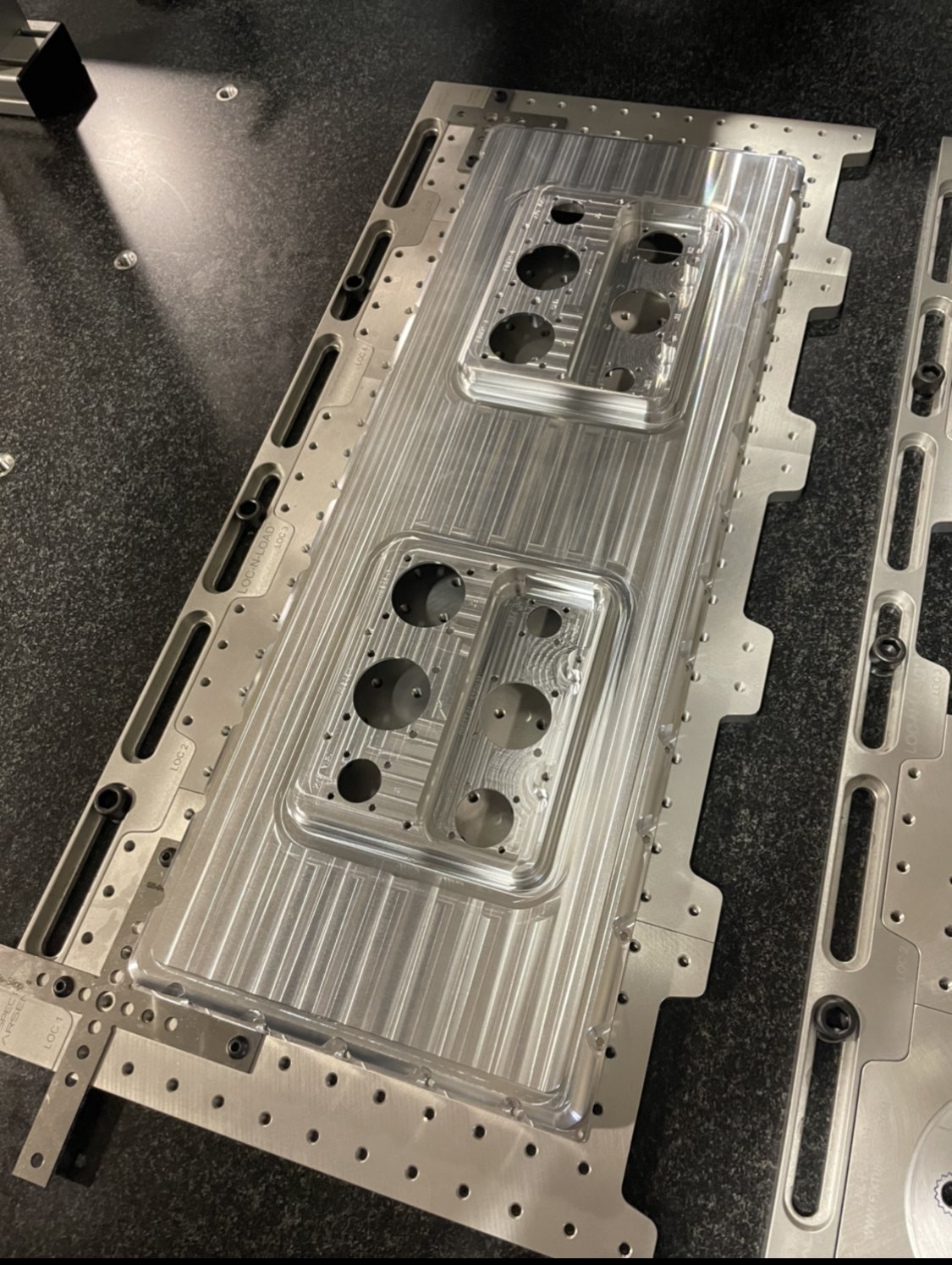
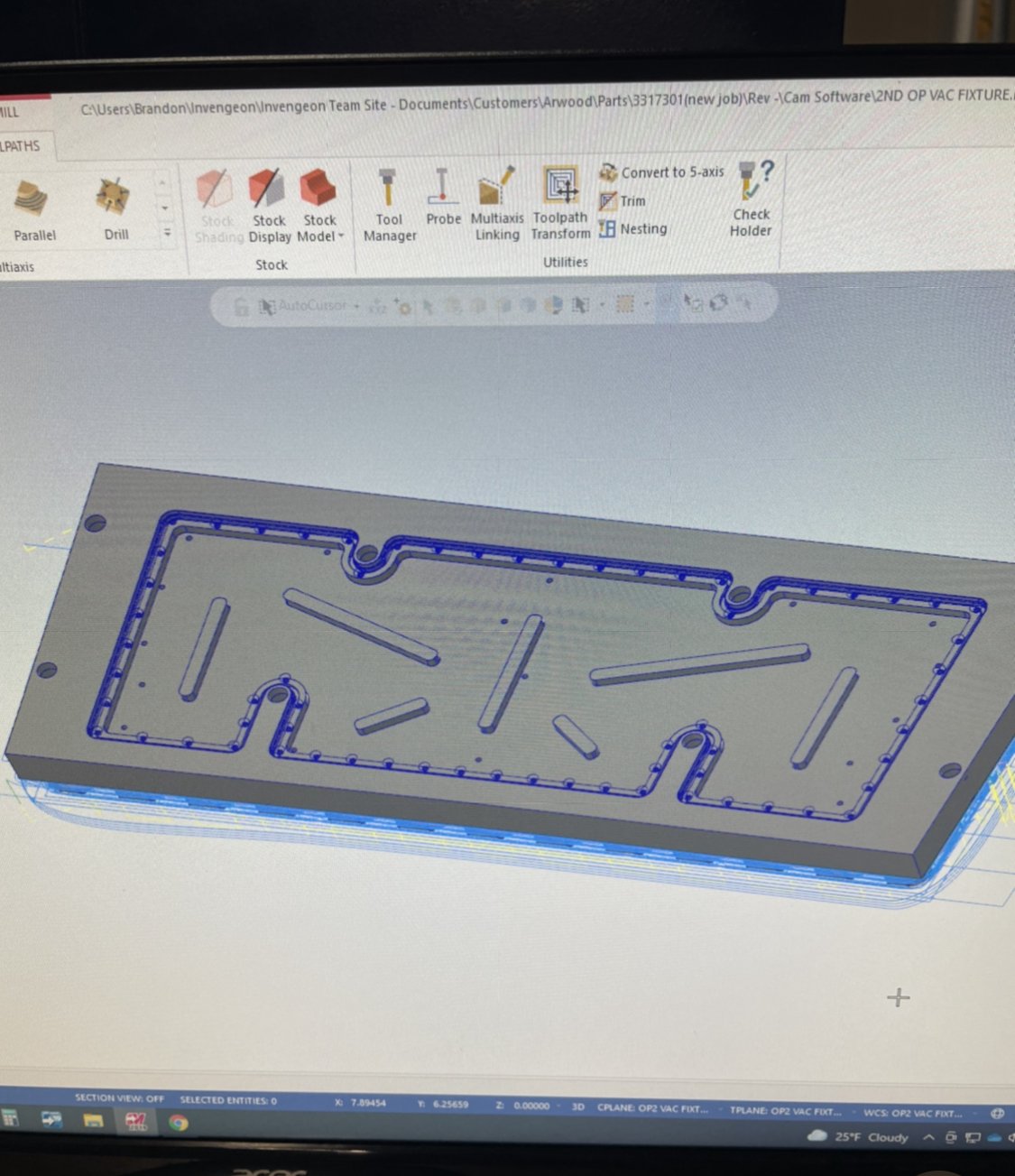
Thanks for the replies! I decided not to drill a bunch of small deep holes and ended up going with a vacuum “pocket” on the backside of the fixture. Covered with a .125 plate and sealed with an oring and 64 screws. Adds to the setup time but I like what I came up with instead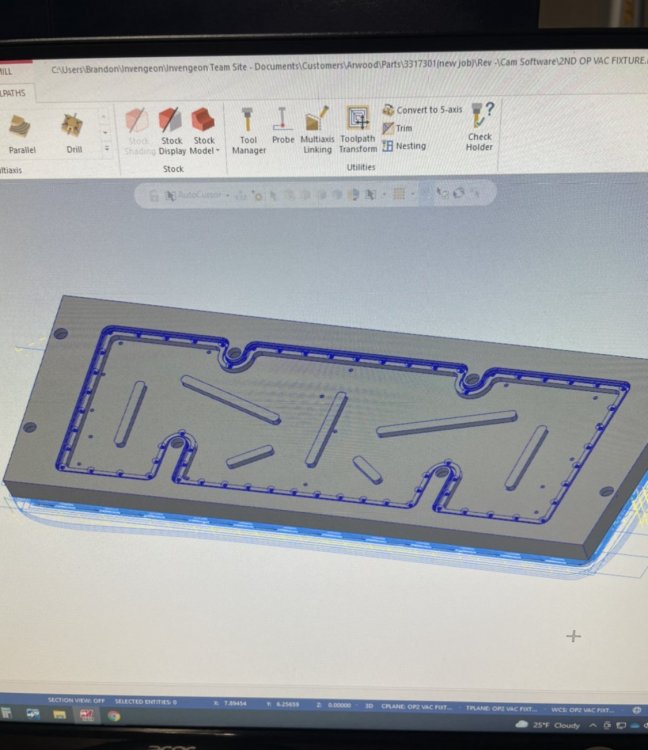
-
.1875 HOLE 8 INCHES DEEP IN ALUMINUM
Pgreenlaw posted a topic in Machining, Tools, Cutting & Probing
I am fairly new to mill programming and looking for tips or techniques on making a custom deep hole drilling cycle in 6061 aluminum for a vacuum fixture. We have .187 high speed steel drills with 3" of flute and 10" overall length twist drills in the shop and I was hoping to get these holes done without ordering a special drill. Research (cnc cookbook . com) is telling me a normal twist drill CAN NOT drill this deep....does anyone agree/disagree with this?? I don't care how long the cycle takes, I am trying to go slow and avoid scrapping out a very large and expensive piece of aluminum. This is for a large vacuum fixture and I only need to drill these holes once and there is 4 holes total I need to drill. Any help is appreciated:) -
Alternative use for TSC...
Pgreenlaw replied to Dontech's topic in Machining, Tools, Cutting & Probing
Edit: sorry I read your question wrong. Disregard what I put below. CHECK OUT SPIN JET FROM ISCAR. USES TSC, NOT AIR. WE HAVE HAD A KIT IN THEW SHOP FOR YEARS AND NEVER HOOKED IT UP OR PLAYED WITH IT. HAS A BLUETOOTH DISPLAY THAT TELLS YOU RPM. SUPPOSEDLY CAPABLE UP TO 30,000
-
Vacuum table setup question...
Pgreenlaw replied to Dontech's topic in Machining, Tools, Cutting & Probing
https://store.piersonworkholding.com/vacuum-level-monitor.html PIERSON MAKES THIS WHICH CAN TIE INTO YOUR E-STOP/FEED HOLD CIRCUIT AND STOP MACHINE WHEN VACUUM DROPS BELOW A CERTAIN THRESHOLD, MAYBE THIS WOULD BE AN OPTION FOR YOU? -
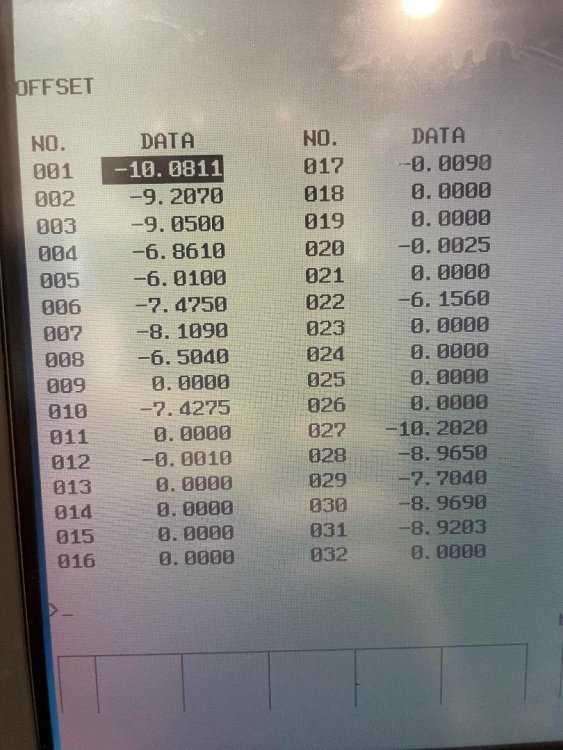
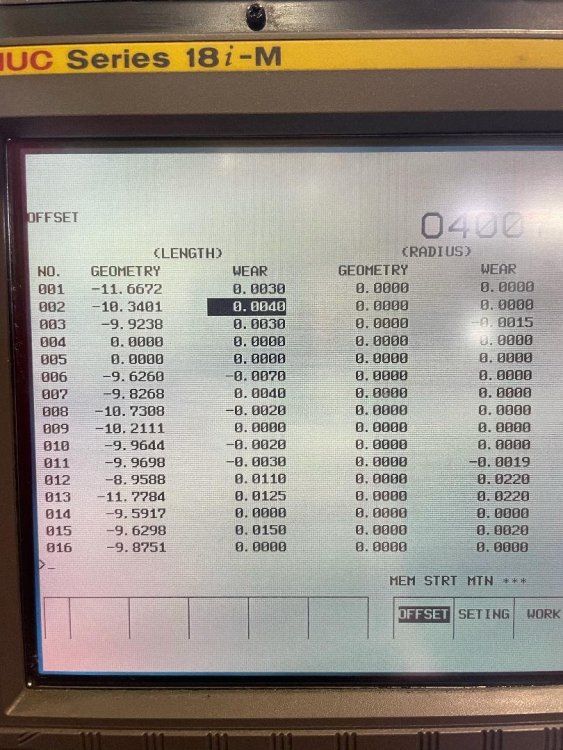
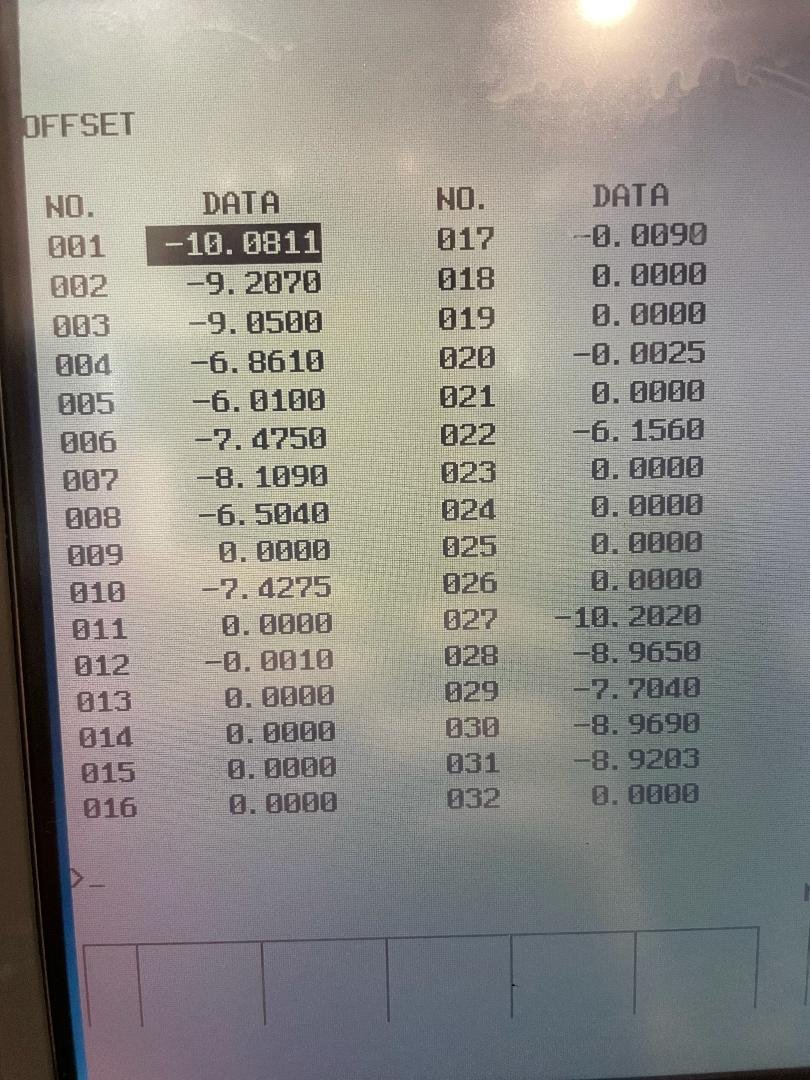
Sorry to dig up an old thread but this is almost the exact situation at my current shop I am dealing with. we have 3 of the exact same model and control ES450's in our shop. 2 of them have the "type C' offset table that has 4 columns (H, H wear, D, and D wear) The last machine has the "type B" offset table with only 1 column of just basic offsets numbered 1-99 I have the same issue where if I give a program to a setup guy and he sets it up on the type B ES450 without altering all of his programmed D values, the machine will crash when it called up the tool length as its D offset and tries to make a -10" offset Does anyone know if the upgrade from type B to type C offset tables is something that can be done in house with a parameter change? Or do we need to get with FANUC?? All 3 machines are 1997-1998 Matsuura ES-450H models with Fanuc 18i-M controls which is why I was hoping it was a simple parameter change. thanks for any help or direction