Bob W.
-
Posts
1,914 -
Joined
-
Last visited
-
Days Won
20
3 Followers

Recent Profile Visitors
5,493 profile views











Bob W.'s Achievements
")





-
I know this post is a little old but I'm bored today and can't help but add my $.02. We inspect on the machines all of the time and our machine results (Makino) match the CMMs to .0002" typically. We do this for process control because we might be running 5-10 identical parts overnight and if the second part is bad we will end up with 4-9 bad parts in the morning. If a part checks out of spec it will alarm the machine and text our production manager along with the rest of the brass. The raw material on these can be from $200-$1000 per part so it gets costly quickly. We also have the measured results stored in a macro variable that gets exported to a database via MT Connect so we can see trends pretty easily and monitor the process remotely. I know the goal is to have spindles produce chips but we want them to also be producing chips while making GOOD PARTS, not scrap. Having the machine self-check also reduces the operator skill level because they don't have to know how to use a bore mic or other tools that require some skill to use well. We typically inspect features requiring tolerances tighter than +/-0.001", because we can see that much drift over night if we are making several of the same part, depending on material. We also have automatic tool comping in certain instances. Our ultimate goal is to reduce the span and WIP between machining and inspection but this isn't always practical and we might have 8-10 parts that have been machined but not inspected. Surprises can really suck when this happens and in-machine inspection can reduce this dramatically. Like was said earlier in this thread, the efficiency of a shop is a result of the process as a whole, not just the capability of one department. Machining 10 parts and ending up with 10 good parts is worth a lot, even if it is a little slower.
-
We did it for the one month and that was it. Employees were agreeable at first but after a week or so there wasn't much of an effort to make sure projects shipped on time. At the onset we had specified that if there were issues and projects were in jeopardy people would need to be available to fill in the gaps to hold the schedule and that is where things sort of fell apart. I think something like this could work but we are a little small in employee count to make it work IMO.
-
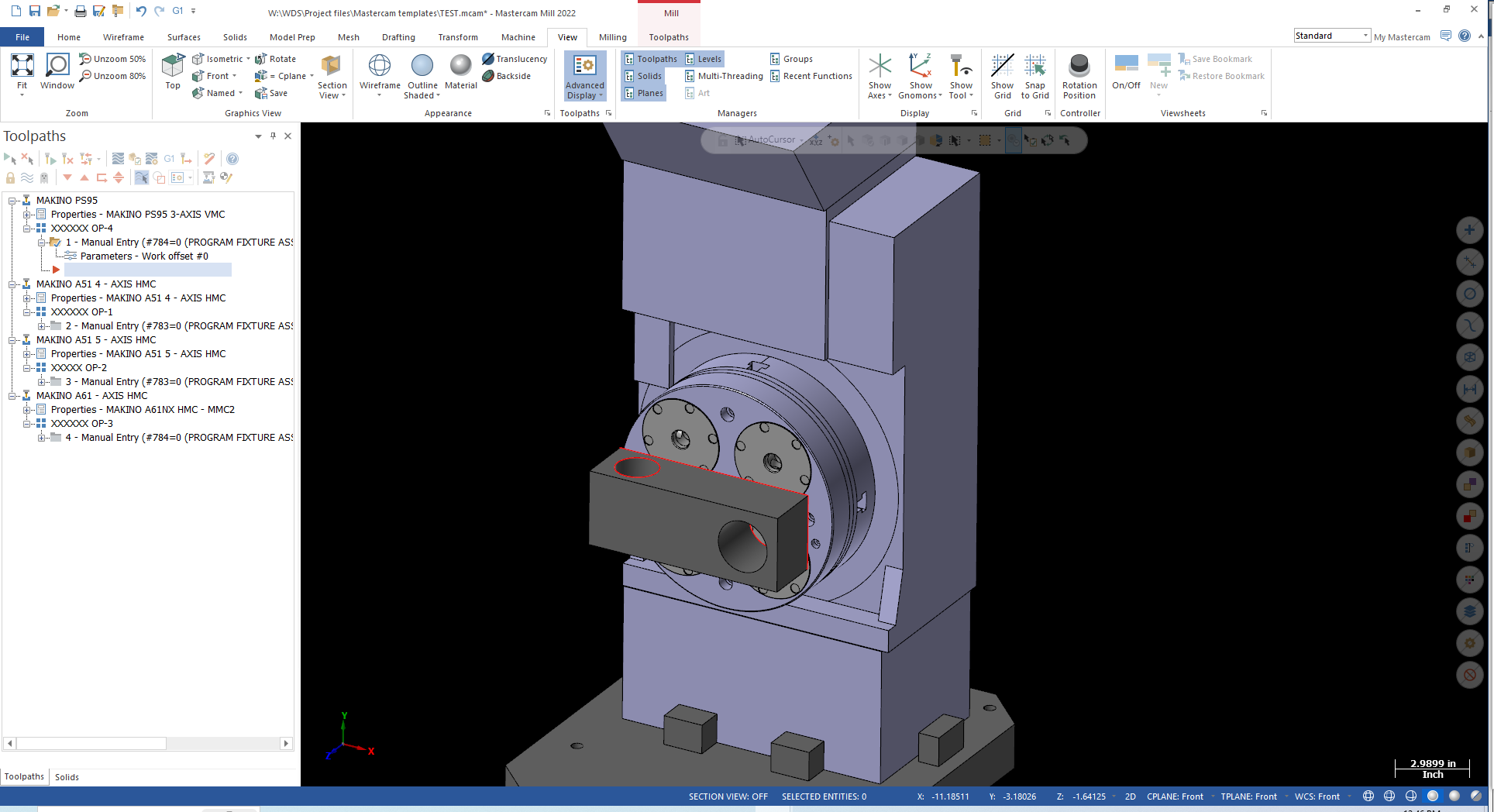
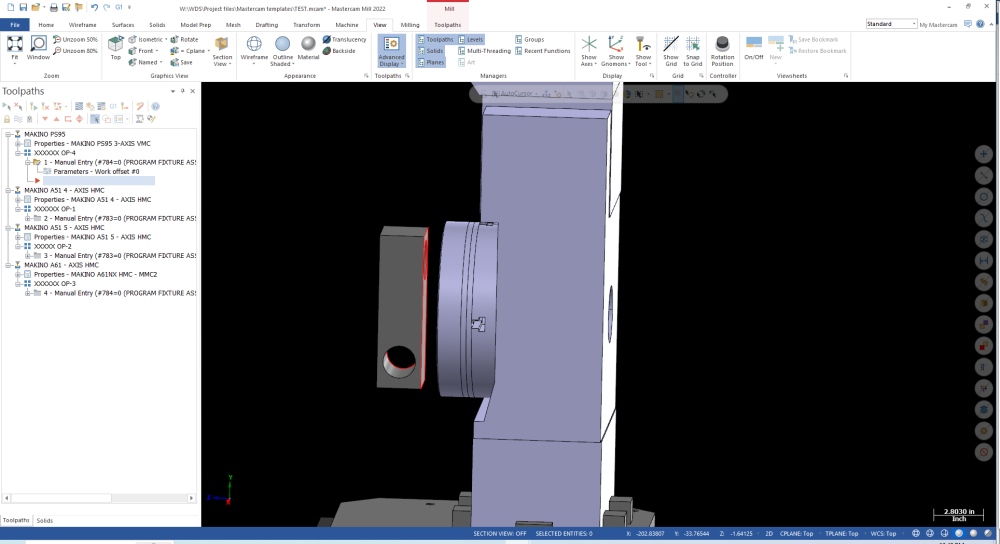
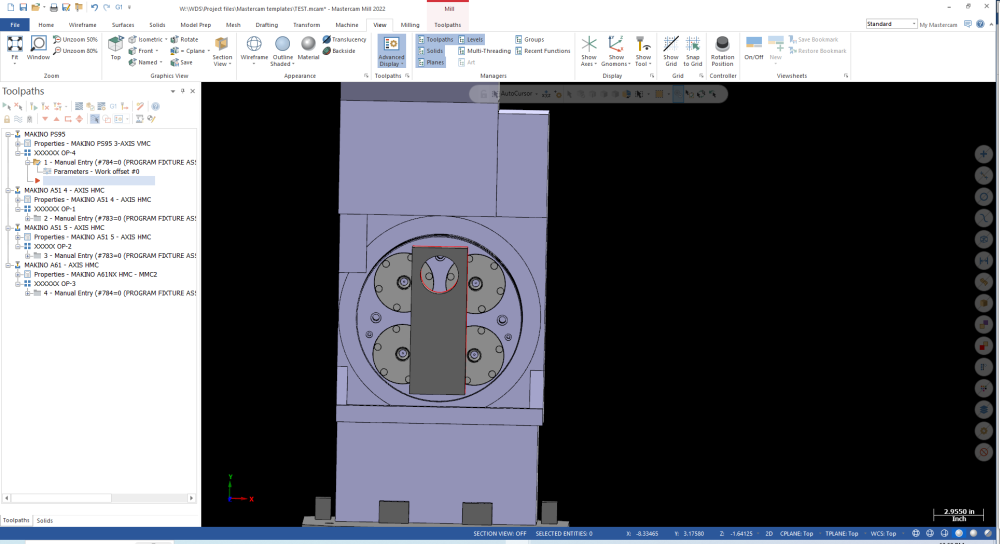
The true positions of the holes are tight to each other (0.005 to ABC) and this is a production part we will be making for years. I want a stable process that will yield perfect parts in the morning, noon, and night, summer or winter, etc... The bore to the left is one of the datums. Eliminating the C-axis index prior to boring the second hole will make the process more stable. Also, there are other skewed features on the part that make 5-axis the preferred method for machining. We make another variation of this part that is machined 4-axis and we hold .001 true position to ABC. On the first article of this part we were at .003 and I'd like to make it better.
-
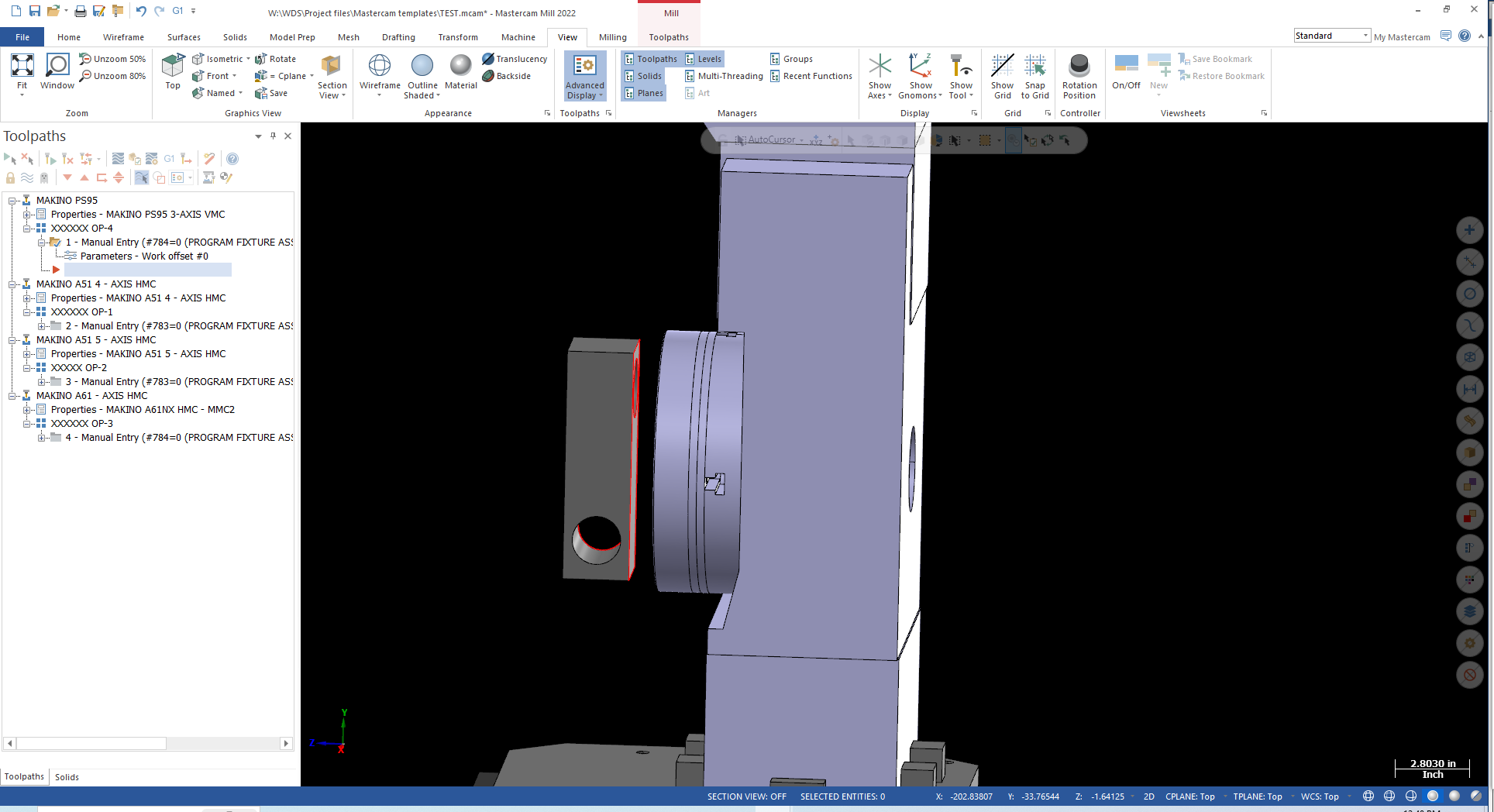
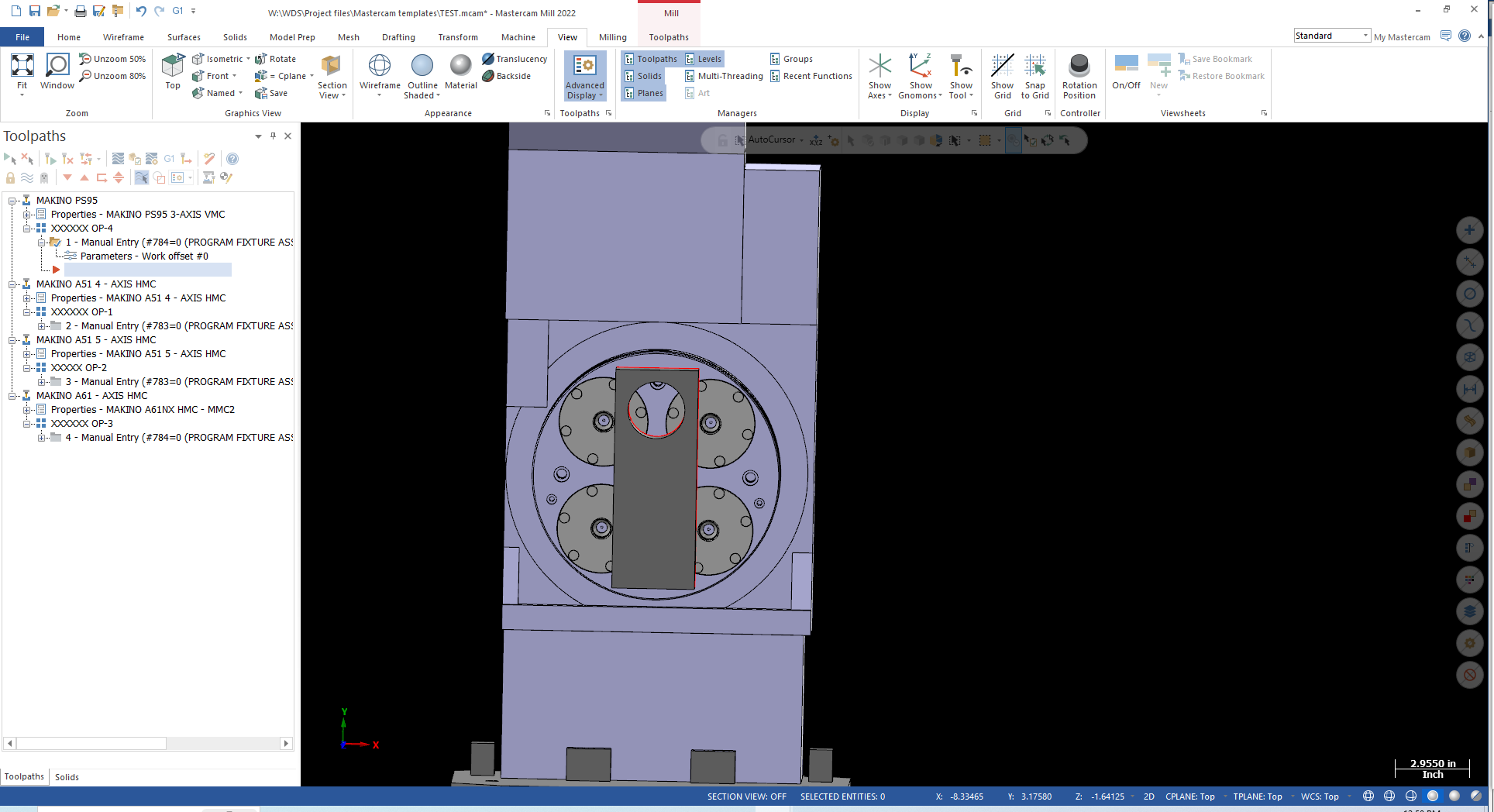
Here is a rough version of the part showing the position while boring the second hole (right hole, B0 C0) Here is the position while boring the first hole (B90, C-90) Here is the desired position for boring the second hole (B0, C-90)
-
Can you get the B-axis to post at B180 or B0? My current program bores the hole with the hole at 3:00 and I want it to bore with the hole at 12:00.
-
Here is my post: [POST_VERSION] #DO NOT MOVE OR ALTER THIS LINE# V24.00 P0 E1 W24.00 T1631223551 M24.00 I0 O0 # Post Name : Generic Fanuc 5X Mill # Product : Mill # Machine Name : Generic # Control Name : Fanuc # Description : Generic Fanuc 5 Axis Mill Post # 4-axis/Axis subs. : Yes # 5-axis : Yes # Subprograms : No # Executable : MP 14.0 I have done a ton of mods to it as well. But this is what I started with.
-
I do have those in my misc integers but haven't ever needed to use them. It does have an effect on C but not what I'm after unfortunately. I typed -90. and it posted at -180. For some reason it really doesn't like C-90. The B-axis is at 0. so there wouldn't be anything dictating that C needs to be at 0. or 180.
-
Basically the second bore is done with the C-axis plate facing the machine spindle and I have no control over what position (in C) that the plate is in for this. It could literally be any C value and the machine would be able to bore the hole. The ideal orientation would be C-90 but I can't force that from what I can tell.
-
I have a pair of holes that have a really tight true position to each other. This part is machined on a 5-axis machine with a B and C axis. One hole is bored at B90, C-90 and the other is bored at B0, C0. The hole axis are normal to each other... For accuracy sake my preference would be to bore the second hole at B0, C-90 so the C-axis position in space (thermal deviation, etc...) doesn't come into play for the true position of the hole. The hole spacing would be a factor of the machine's y-axis accuracy only. Is there a way to force this in Mastercam? I have already played with the misc values which dictate whether the axis is biased + or -, but since both are at zero for the second hole it doesn't have any effect. I have also tried making another plane which is rotated at 90 degrees about Z but that didn't work either. Any thoughts? Picture this link made from a solid piece of material with the bore at one end at 90 degrees rotated with respect to the other. I can't show a picture of the actual part unfortunately, it would violate our customer's NDA.

-
I would add G90 before G10 G90 G10 L2 P2.... You might be in incremental mode... Also might not be a bad idea to add a G53 before the G10 commands. I'm not an expert on this but I'm not sure how look ahead reacts to G10 commands. I always play it safe and add G53 as a look ahead stop. G53 G90 G10 L2 P2.... G56
-
No update. I pretty much gave up. We have a few production parts that run on the machine and we don't really iterate on process improvement like we could/ should. It is just too much of a pain and I'm tired of fighting the uphill battle. It never got fixed so we just hand edit the programs if there is a change. Usually we will isolate the toolpath that changed and cut and paste it into the existing program so there is less to prove out. It is really pathetic I know. On the mills we will iterate a program for process improvement every cycle until it is dialed. We will constantly repost to test new tool technology and offerings, etc... Not with the Mori, waaay too much work. Were probably getting 60% of what we could out of that machine and it pretty much boils down to the post issues and drama it causes.
-
Ok, 16 years later I'll answer my own post. Use a vacuum chuck and before laying the part on the chuck, place shim stock at strategic locations so the part will have the least deflection when the chuck is turned on. Also, starting with grained Kaiser plate is a huge help. Like someone else (Hardmill?) said, rough, flip, rough, flip, finish, flip, finish. Also, use really sharp tools and watch them closely throughout the project. The instant they begin to show any sort or wear replace them. Sharp tools help a great deal to prevent warpage but sometimes its baked into the material and unavoidable. When I made my original post I think I had been at it for a few months. Now I have 18 employees and all we do is aerospace work. I have a letter hanging on my wall thanking my company for our part in the effort of getting astronauts launched from US soil again. I credit this forum with having a huge impact for me getting from point A to point B. Many thanks!
-
If you are machining beryllium copper your management should train you on the proper safety precautions to take in machining and handling it. It they aren't doing that I would be really concerned. As for machining copper, it moves a ton so I typically rough to near net size, then finish everything at the end with sharp finishers. I use the same tools on copper that I use for aluminum and make sure the finishing tools are really sharp. Dull and worn tools will make it warp more. It is also hard on tools so be on the lookout for tool wear. I have never machined beryllium copper so I'm not sure how this applies to that stuff.
-
We use Microsoft's Business Central. We had JobBoss and Business central is a much stronger, more capable ERP tool for manufacturing. It isn't cheap and it is a significant effort to set up. At the end of the day it boils down to what your goals are as a shop. If you want to grow to $5M+ per year or better and value hard data, Business Central is the right tool. If you want a solid tool to manage a smaller shop, JobBoss is a good tool. Business Central is almost too configurable which can be a challenge if you don't know exactly what you want. We have it interfacing with several of our apps we programmed to determine part profit, cost per operation, tooling costs, etc... 100% in the background and fully automated once set up.
-
We aren't chasing the 0.3" hole. It is a preexisting (cast in) cross hole located halfway down the 7/16-14 hole we need to drill and thread mill. We currently face the casting, spot drill with 142 degree spot drill, then drill with the 10.1mm carbide drill. All is well until the drill reaches the 0.3" cross hole. The interruption is killing the flute corners of the drill.