Bob W.
-
Posts
1,914 -
Joined
-
Last visited
-
Days Won
20
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Bob W.
-
Yeah, it is unfortunate. For our mill-turn the training lasted four days and we pretty much covered how to run the machine and barely touched on how to program for it. We covered setting up tools, powering on the machine, etc, etc... But the details on multiaxis machines goes on forever. Programming for TCP, smoothing settings, Tool load setup, tool life setup, probe calibration, parts catcher, etc. It is also really hard to retain this information without a project to apply it on and actually use it. A well planned video series would be worth its weight in gold, at least for the shops that work at learning. I used to take the machine manuals on camping trips and read them
-
As much as I love to hate on and bash Haas, they do a GREAT job of teaching their machine control features on Youtube. I wish other machine tool builders would follow suit and put some instructional material out there. I have Makinos and a DMG mill-turn and figuring this stuff out is brute force trial and error which sucks @ss. It would take Matsuura, Mori, Makino a day or two to produce a 30 minute video that would go through the basics of this setting and the end result would be a much more productive customer AND an AE with more time to work on other things as well. One time investment... That is probably the last good thing I'll say about Haas for a while :-). What I have done with Mastercam is edit my post so I can set these parameters using the misc integers and/ or misc reals. That way I can set them on an operation by operation basis with no hand editing. I did that by trial and error but I am pretty comfortable tweaking my posts. If you don't want to mess with your post I'm sure your reseller could modify it for a small fee. It is time and money well spent. Post and run with no edits, the ONLY way to fly. Also, as others have mentioned, get simulation software before you scrap your machine. I use Vericut but for Matsuura Camplete is the ticket. I wouldn't even consider programming and running a 5-axis machine without simulation software (NC simulation software). These machines are so damn fast there is no way an operator will catch everything unless running painfully slow and wasting a crapload of valuable machine capacity and spindle time. You will ultimately pay for it one way or another... It is kinda like getting a HSK100 box way machine and using ER collets to hold you end mills...
-
Yes. I have a new post but it doesn't appear the issues are fixed. We are doing testing with it today.
-
I haven't read the entire thread but I'll add my input. We bought a NTX2000 over a year ago and the Mori AEs were begging me to buy Esprit and now I know why. They have had to help deal with all of the pain and headaches of why the machine isn't running correctly and 95% of it is because Mastercam isn't posting the code correctly. As the one who wrote the check for the machine AND a few thousand $$ for Mastercam's NTX machine environment I am pissed off and frustrated that they still don't have it figured out. They made no mention of this before I placed the order and made it sound like it was pretty well developed. Heck, the product has been out for years so I figured it would be dialed in by now but I was wrong. With all that said, expect to spend a few months trying to get the post working correctly or doing half a dozen hand edits every time you post. I have an email into Postability to see what they have to offer but I would be very skeptical of what Mastercam says.
-
I developed my own routines within Mastercam and they reference the Renishaw macros on the machine. In short, I didn't buy the Mastercam add-on, I did it myself and built in a lot more functionality. [POST_VERSION] #DO NOT MOVE OR ALTER THIS LINE# V23.00 P0 E1 W23.00 T1593638671 M23.00 I0 O0 # Post Name : Makino A51.pst # Product : Mill # Machine Name : Generic # Control Name : Fanuc # Description : Generic 4 Axis Mill Post # 4-axis/Axis subs. : Yes # 5-axis : No # Subprograms : Yes # Executable : MP 14.0
-
I'm not sure, I'm self taught (with tons of help from this forum). I figured out most of it through guess and check and brute force :-). It is a combination of post editing and Macro B. Peter Smid has a great book on Macro B called 'Fanuc CNC Custon Macros'.
-
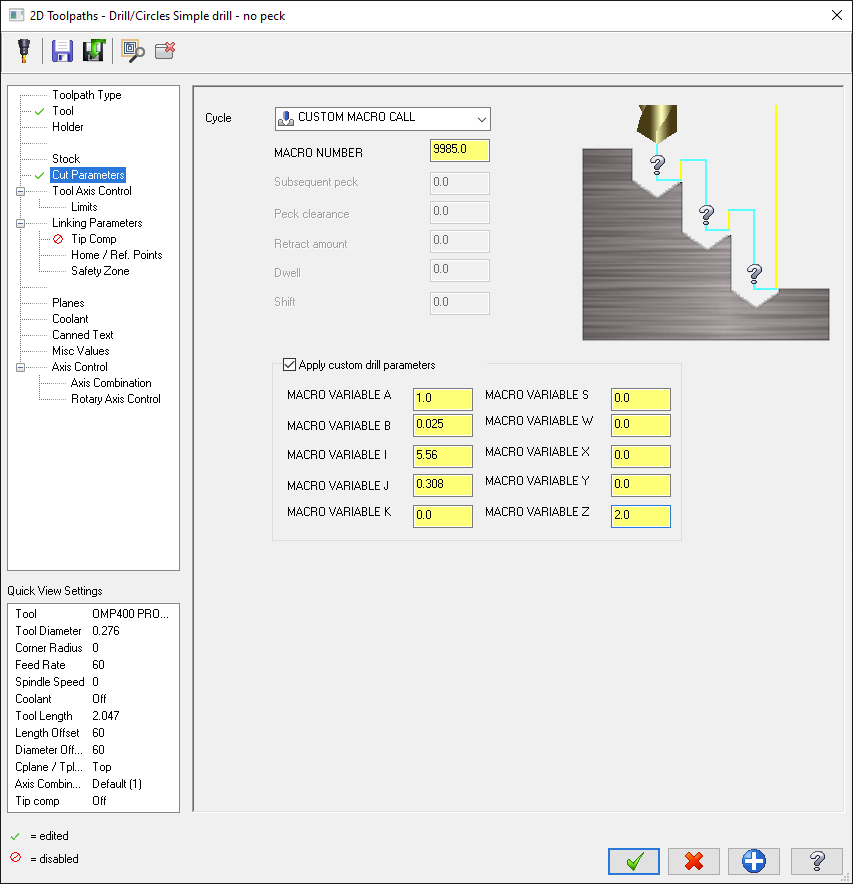
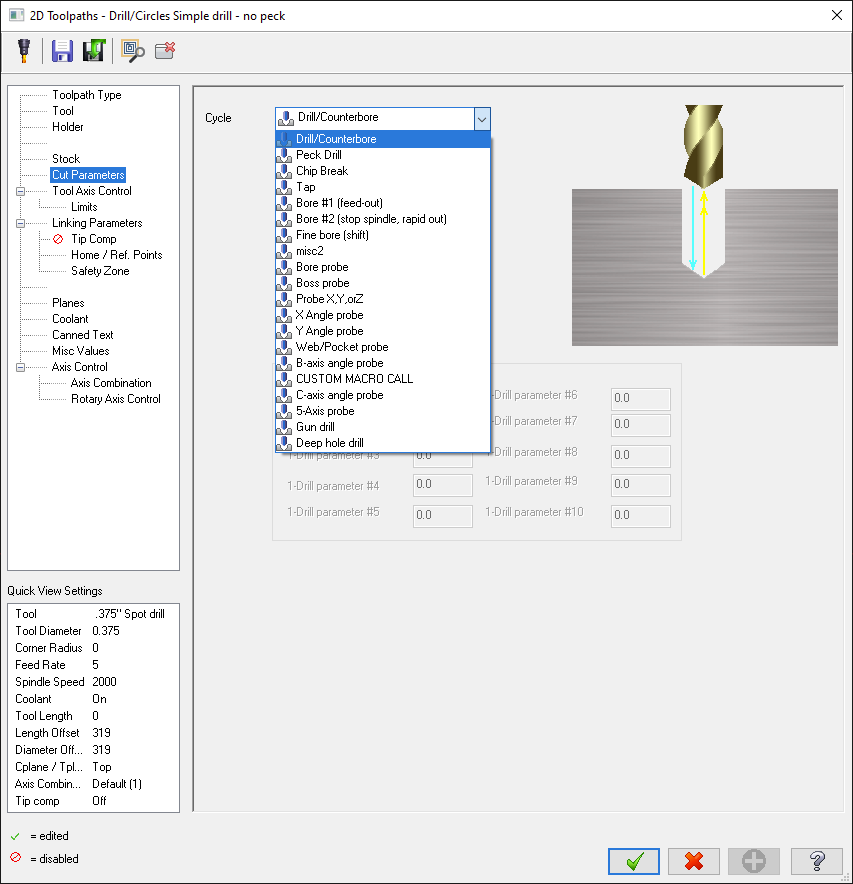
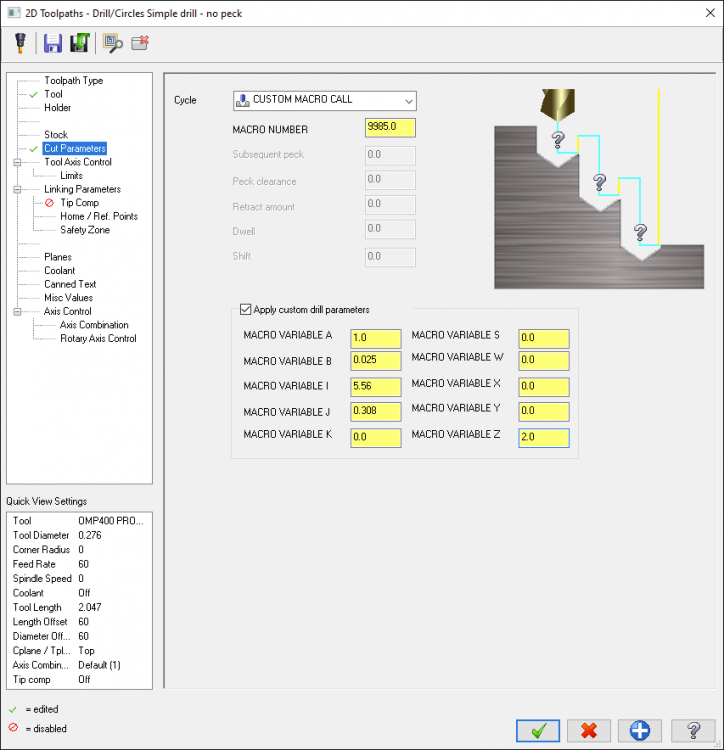
I noticed that and it is why I added the custom macro call. That pretty much gives me a few hundred custom drill and probing cycles. We have a word document that outlines the inputs/ outputs for all of the different macro cycles.
-
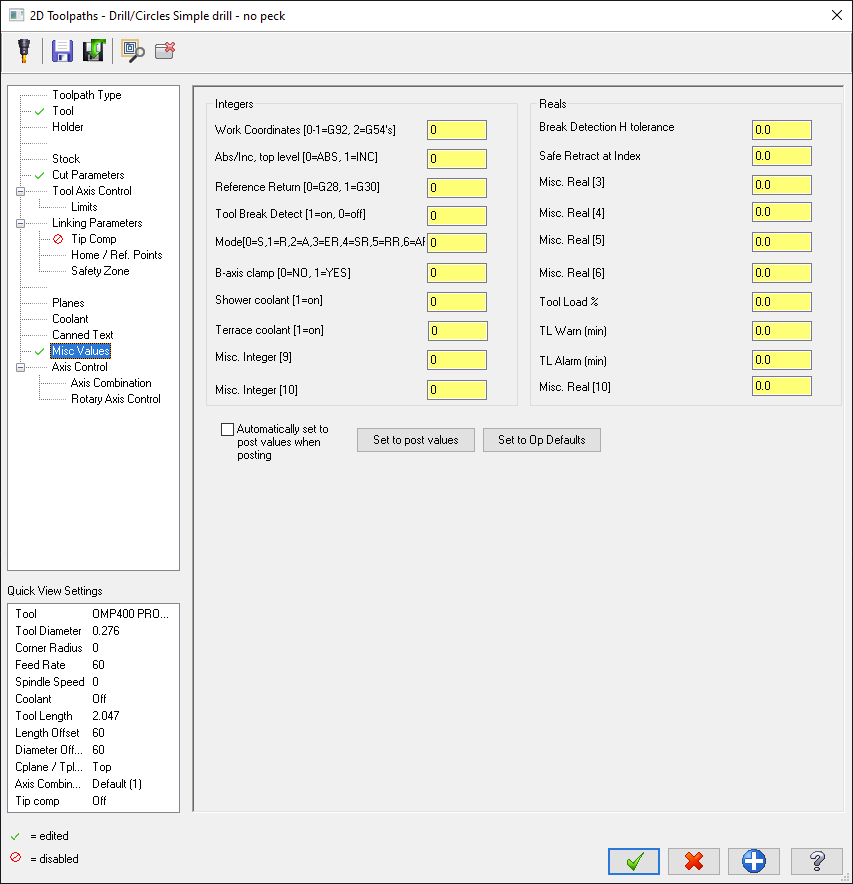
Here are a few things we have done to make things easier. One of our drill cycles is a custom macro call which allows Mastercam to control the tool, coolant, tool start position, etc... It also allows calling pretty much an unlimited number of macros with up to 10 inputs. The standard input for variable 'Z' is the macro revision, allowing revision control and checking at the machine if there is a significant tweak/ improvement to the macro. This drill cycle has been VERY handy indeed. In the misc reals there is a tool load % input that allows specifying the tool load limit at the machine on a operation by operation basis. If a tool that is set up to rough at 3/4" LOC is roughing at 1/4" LOC due to the specific geometry the load limit can be tailored to those parameters for that operation instead of a one size fits all at the machine. We also have break tolerance inputs so we can specify break check tolerances on an operation to operation basis. These sorts of things make it much easier to run challenging parts lights out or with no operator present. Nothing too crazy but I figured some folks might find it interesting. The custom drill cycles for probing are all home grown as well. They allow setting work offsets, DFO offsets, TCP parameters, 5-axis probing, measuring to tolerance, exporting values to macro variables for use in other macros (custom macro calls, etc...). It really closes the loop on a lot of items that usually require intervention from an operator.
-
Our goal is to grow through automation, not necessarily adding labor. We leverage our employees time through improving and automating processes to reduce labor in parts and increase their productivity. An example is we have our mill turn semi-finishing, probing, comping the tool, and finishing the feature all automatically. I know this is nothing new but we actively identify challenging or time consuming features and improve the process to reduce labor and increase process reliability. On production parts we have put significant effort into deburring on the machine and some deburr toolpaths are pretty involved but the result is reducing the labor in each part by a few hours so our deburr department can work on other things. These improvements aren't geared toward eliminating people, they are geared towards growing sales with the people we have. The issue in this last month was in rework cycles. If a feature is .0005" out and it is an expensive titanium casting it isn't going back into the machine to be fixed, it gets stoned by a craftsman. We need to reduce/ eliminate the rework cycles through more robust processes going forward. That was the hang up on this. It isn't easy because often a feature is out because a casting relieves a little during machining so that has to be accounted for. It is never ending... Also we only have one operator for our NTX2000 mill-turn so having that sit every Friday wasn't good. That machine produces ~$4k per day... With our three Makino HMCs we are shooting for 250 spindle cut hours per week. Our record (with some OT) was 320 in one week, single shift.
-
We are slipping a little. Spindle hours are still good but we are definitely slipping on the schedule (3-4 days?). We currently plan to go back to business as usual for September, regroup, and see where the issues were and what can be done to fix them. It hasn't been a disaster by any means and I do think it can be made to work but we will need to adjust how we do things a little. That is what we have to figure out.
-
So week 1 has come and gone and spindle hours were up 15% from the last week in July where we were at normal operating conditions.
- 46 replies
-
- 11
-

-
There is no hand off. All of our machines are run by cell controllers so the operators come in, read and follow the instructions as pallets come down, and things run. The leadership team (ownership, me) works five days a week to keep things coordinated.
-
I prefer a bull whip and cattle prod. Today is day one!
-
LOL! We are trying something new, a social experiment in our shop I thought some might find interesting. We currently have redundancy in every department in our shop. We have multiple good machine operators, multiple physical inspection experts, multiple CMM programmers, etc... What we are doing as a shop for the month of August (trial run) is half the team will work Monday-Thursday and half the team will work Tuesday-Friday with each team working four 8 hour days. The fifth day will be paid at 8 hours so essentially they will be given 52 extra days of paid vacation if this is sustainable. My goal is to hit our monthly deliveries and sales targets and so long as they can manage that this arrangement will continue. The ball is in their court on this. If we get the work done there is no additional cost to the shop, our payroll will remain unchanged but the employees will have an additional 2.5 months per year (52 days/ 5 days per week = 10.4 weeks) to enjoy life. We are currently doing well and profitable and we leverage technology to the hilt (cells, robots, etc...) so the shop runs well with a skeleton crew. Monday and Friday will be light but we should be able to shift our work flow to accommodate this. I really hopes this works well because my ultimate goal is to create solid employee loyalty and facilitate a better work-life balance for them. I will keep you posted on the outcome. I'm thinking this will also make hiring pretty easy as well
- 46 replies
-
- 21
-
-

-
Or this... https://www.ati-ia.com/products/deburr/deburring_ModelDetails.aspx?type=RC&id=RC-340-CNC
-
I was thinking something like this: http://www.tapmatic.com/product-line-cnc-deburring-tool.ydev Anyone have experience with these?
-
Anyone have ideas on deburring Ti castings on the machine? We have some castings we machine on a contract basis and we'd like to do more of the deburring on the machine where machined surfaces meet the cast surface. The problem is the edge break tolerance is .005-.015" and the casting surface profile tolerance is generally 0.050" so there is no way to do this without a tool that has compliance. Some that I have looked into are the Xebec stones that are mounted to music wire and another is something like an ATI deburring tool with built in compliance in X,Y, and Z. Anyone have experience doing this they'd be willing to share?
-
Don't worry, I dish out an equal helping to DMG-Mori . Gotta maintain balance.
-
The challenging part of the current system is the people setting up the machine in Mastercam don't typically talk to the AEs doing the actual machine setup on site. I know there is collaboration between CNC Software and DMG-Mori but not at the individual shop level so they don't have visibility into how my specific machine/ parameter is set up. If I had a decade of running these machines like I do for my Makino mills it would be a non-issue because I know exactly what I want and exactly where to look when something doesn't work. With this new mill-turn I had zero experience. Being in the middle between Mastercam and the AEs is tough because I don't even know the questions to ask or what parameters might be causing issues. I just know it isn't working and I need to somehow produce parts. This is on top of some of the syntax simply being faulty. I think a lot could be eliminated with a troubleshooting program but that does present some challenges of its own.
-
I just got off a conference call with my dealer (McamNW) and CNC Software and I feel like it was very productive. Kudos to CNC for taking the time and including me in the meeting, thank you for organizing that Gabriel. One of the items brought up was how to improve the shakedown process and make sure the setting in Mastercam match the parameters on the machine. Since these machines are so configurable there is a lot of opportunity for configuration differences between the .machine environment and the machine's parameters. Possible remedies brought up were a pre-programmed diagnostic part that tests a variety of the machine functions and another is having someone on site for a day to get things ironed out and matching. Given the value of these machines' time it would be easy to justify any additional expense if there is one. In any case, Esprit seemed to run out of the box but I also had a programming expert on site who was also very fluent in running the NT/ NTX series machine so if there was a snag it was fixed immediately whether it originated from the code or a machine parameter issue. Based on what I saw, which admittedly in limited, I feel that Mastercam has a much better product and once running I will be more productive than I ever would have been with Esprit. Of course I am biased though. Overall I am encouraged and I really hope the changes and fixes make it into the base post so these issues are a thing of the past.
-
I figured as much and was having a good time with it Read the comment a few times and you might see where it can be taken that way though. In any case I would agree that YOU are probably right 99.99% of the time but I still wouldn't do everything you told me to do, cuz I'm kind of a rebel that way. I don't think most AEs are that right though. Your post made me smile Did I get your goat a little bit? Its all good.
-
Right, this was the grid shift done at the initial machine install/ setup. Everything was done and dialed then the C-axis bore position was off by ~0.002" the next day. That happened a few times over a few days... Given that AEs are right 99.99% of the time I figured it was most likely a machine issue.
-
That is one of the first things I asked so I would say yes but I haven't personally confirmed it. They already had someone up for from LA for about a week running tests shortly after the machine was installed. When the AE (whom are right 99.99% of the time ) came out they had to reset the grid shift three times because things were off and we caught it when setting up the Vericut models. My complaint to Mori was either the AEs were incompetent or there was something going on with the machine. This was before cutting one part. Even without really running the machine there is growth throughout the day so long as it is powered on. No, and no. The machine is toward the center of the shop with a 26' ceiling and other than maybe putting in a few Big A$$ Fans the shop is a '10' from an environment standpoint. It also sits on a 2' thick slab with multiple levels of rebar. The shop and inspection departments sit at 70F 24/7.
-
No, the machine has scales on X, Y, and Z for both the upper and lower turret. The warmup program we run was written by the Mori AE and it includes a probing routine that probes a tooling ball fixed on the lower turret at the start and finish, and exports the measurements to a file via Dprint. We run the probing routine numerous times throughout the day so we have reams of data over the last few months. Up until seeing the data they refused to believe there was anything wrong. The lower turret varies by 0.002" throughout the day but it does stabilize after about four hours. I have said from day on (ok, maybe week 1) that it looks like a thermal issue. I even disconnected the air dryer at the machine for a few days figuring it might be blowing cold air over the scales but it didn't make any difference.
-
Thank you. I believe Mastercam has a superior product to Esprit and it is a shame that AEs for the various manufacturers would be steering potential customers away due to post issues. Being able to program a part in mill turn is nice but at the end of the day the code has to actually run the machine effectively or it is a broken product. Mastercam mill-turn has been around for a while now and so have Mori NTX machines. A lot of these basic issues should have been dialed in by now.