NateP17
-
Posts
5 -
Joined
-
Last visited
NateP17's Achievements
")





-
You could add a prefix that will order them the way you want. For example "1-a-(name)" "1-b-(name)" "2-a-(name)" then you can resort by name
-
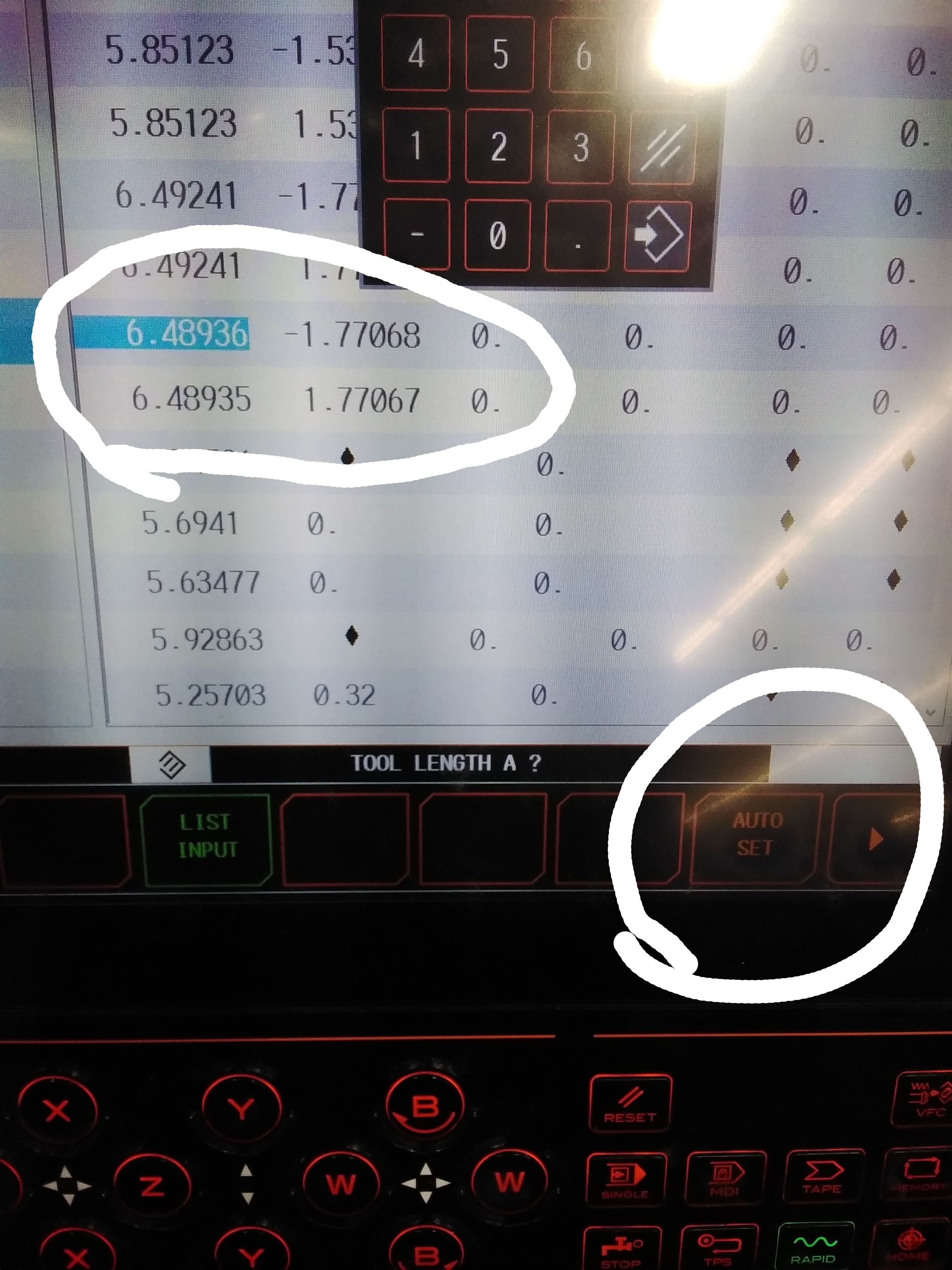
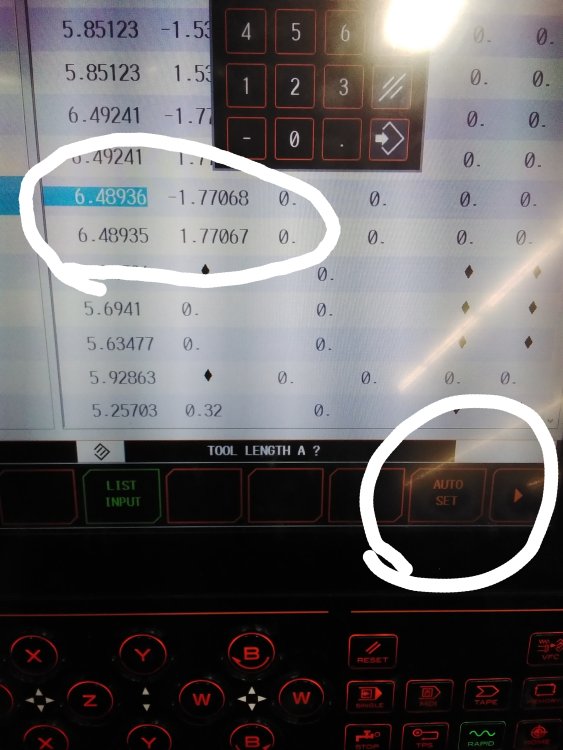
I made a macro and figured I would share with everyone. When using turning tools on the integrex I often find that I have multiple suffix setup for the same tool. In this example T35C will cut the OD on head1 and T35D will rotate 180 and cut head 2 OD. A potential issue would be touching off the tool for C but not adjusting data for D. Mazatrol has a button that will automatically transfer data C to D and then inverse length B positive or negative. Instead of having to manually push the "auto set" button I made a macro that does the same thing. This allows you to integrate it into your auto tool touch off programs. Attached are pictures of my tool data plus the button i am replicating with the macro. *Note your fifth decimal will be rounded due to where I am storing the tool data* (F OD head 1+2 55 deg) N35 G65 P99992 T35.03 X-1. R.0312 (AUTO SET MACRO STORES A LENGTHS) #3022=35.03 (READS THE NUMBER OF INDEX WITH T35 C) #520=#3023 (STORES THE READ NUMBER OF INDEX #3023 INTO #520) #521=#[600000+#520] (STORE LENGTH A INTO #521) #522=#[680000+#520] (STORE LENGTH B INTO #522) (AUTO SET COMPLEMENT SUFFIX ) #3022=35.04 (READ COMPLIMENT SUFFIX T35D) #520=#3023 (STORES THE READ NUMBER OF INDEX #3023 INTO #520) #[600000+#520]=#521 (LENGTH FOR SUFFIX B IS THE SAME AS A ALWAYS) #[680000+#520] = [#522*[-1]] /M30
-
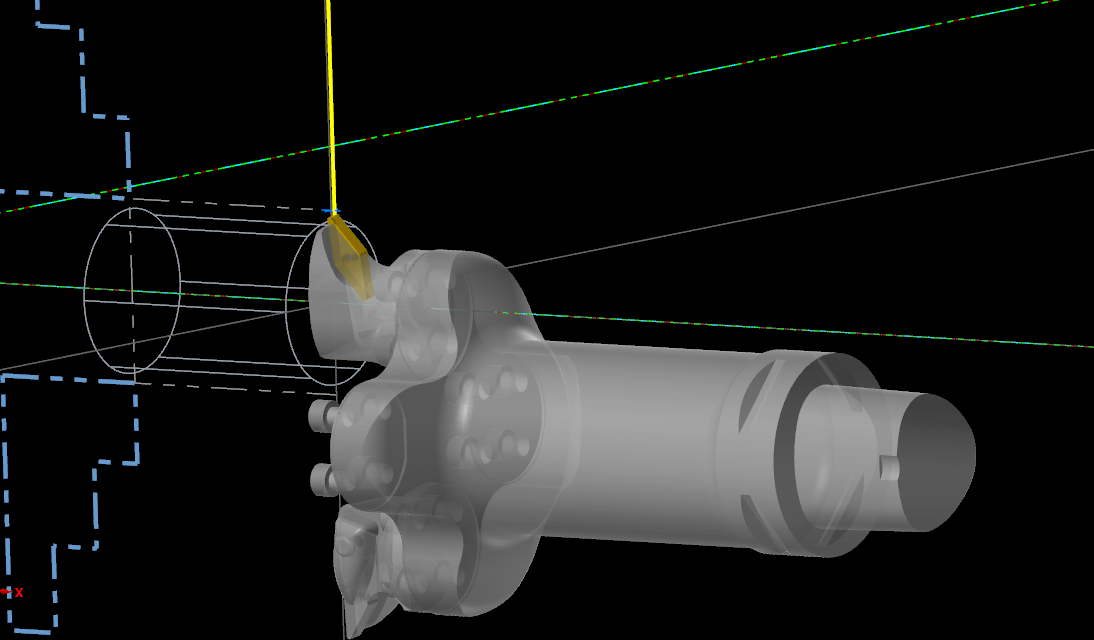
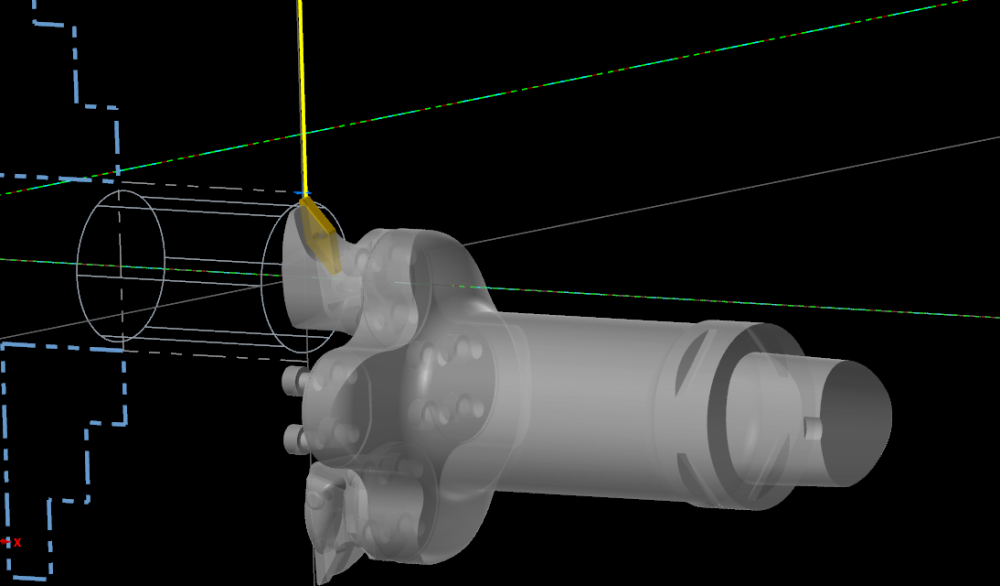
Thank you for the help, I thought I understood everything you said correctly but seem to be missing something still. I defined a second insert as the top one (180deg) and my simulation shows it indexing, as i use the capto notch for reference. It appears its not referencing the cutting edge correctly when I have it switch to 180, so it then uses my 0 deg tool as a boring bar essentially. I did look at that tutorial as well miniturret-test.mcam
-
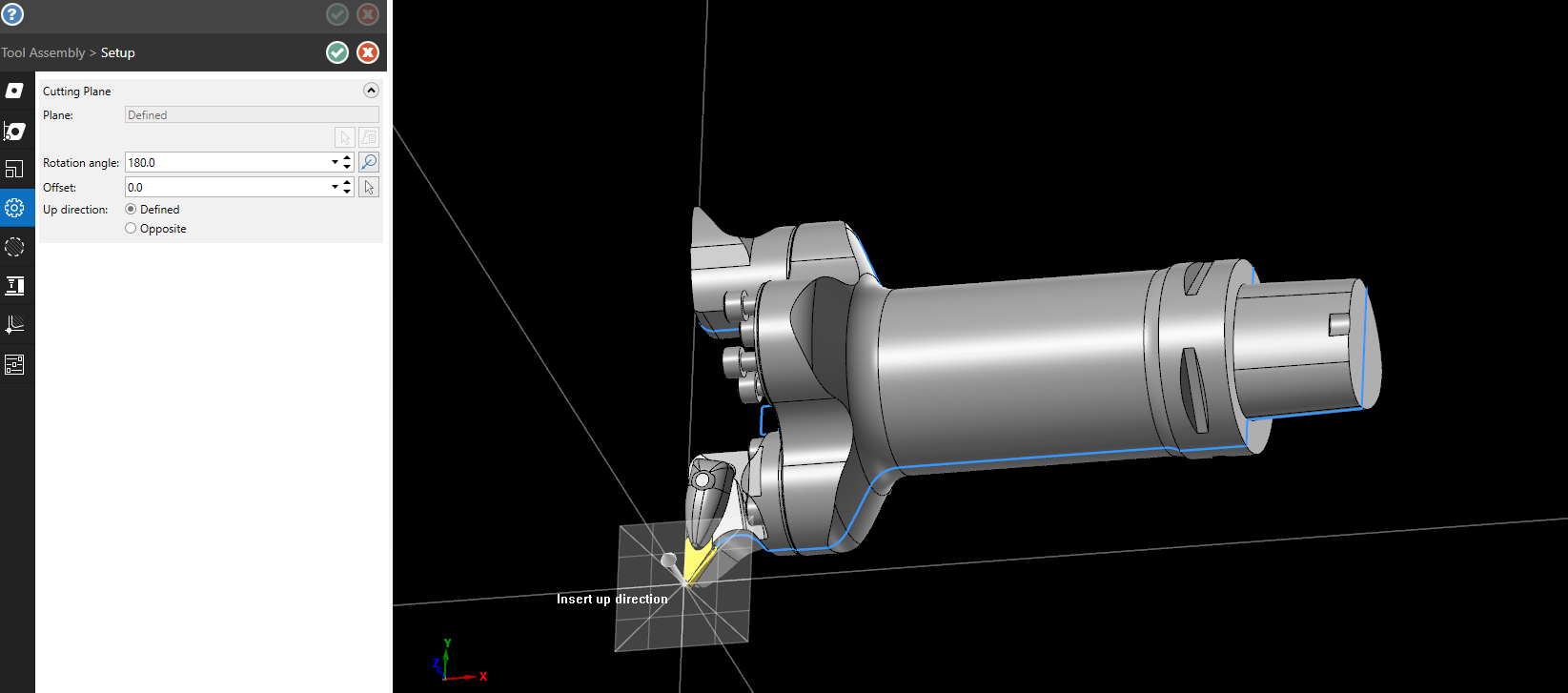
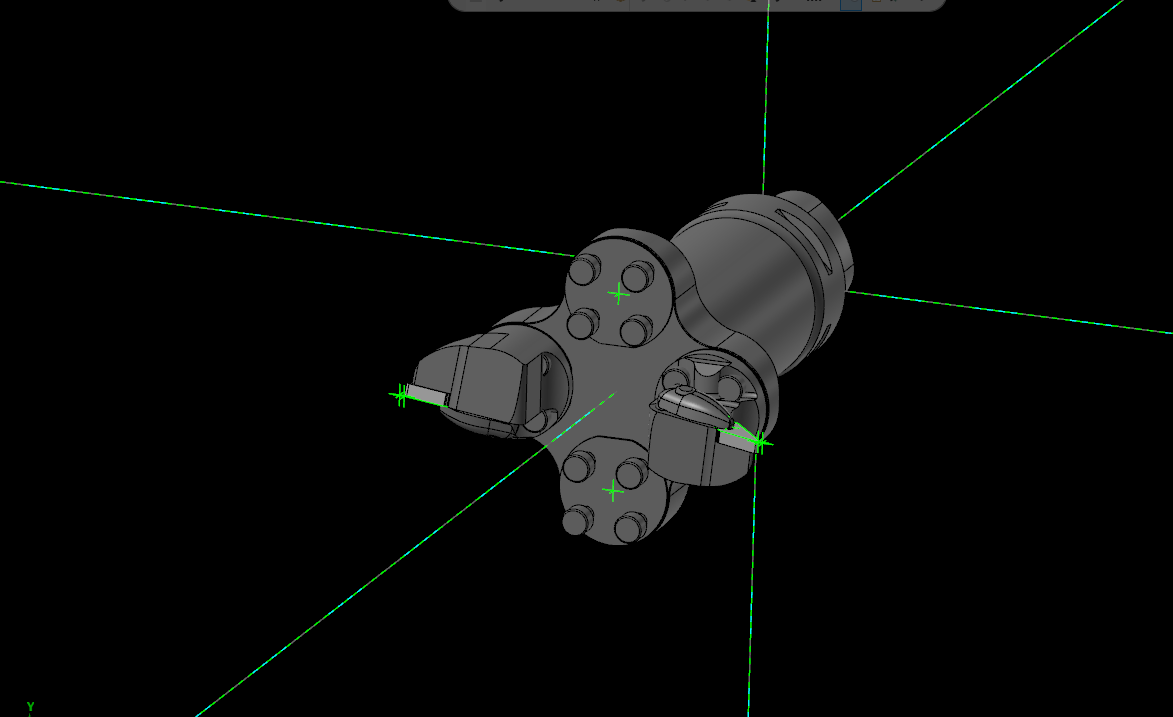
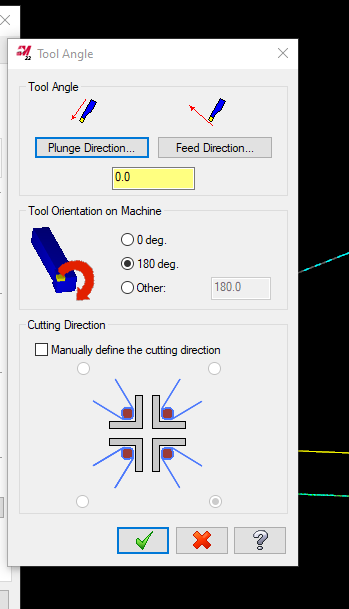
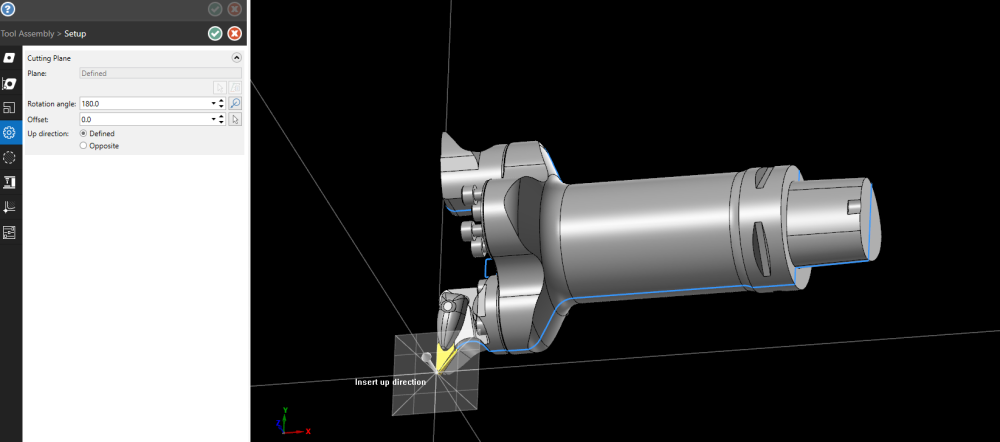
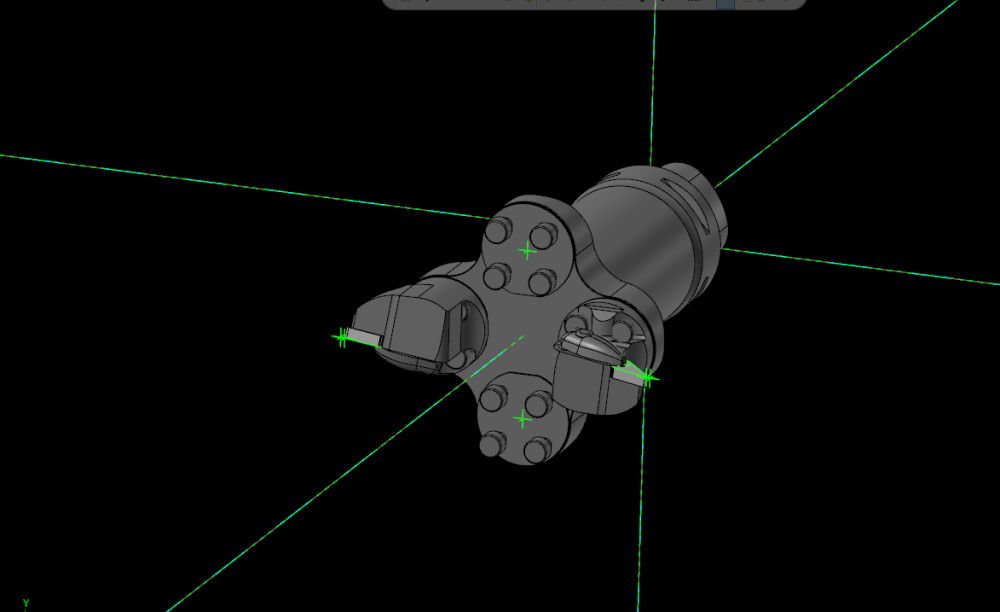
Hello everyone, I am wondering how others setup these mini turret tools in mastercam. I am currently running a mazak integrex and have successfully used this tool in conversational programing and decided to learn how to use in mastercam. My question is how others define the tool/program with it when I have one tool at 0deg and the other at 180deg? The way I was going to set this up was have my 0 deg tool defined as T30.01 (rough) in my control data and then have a t30.02 (finish) defining my 180 deg tool data. In mastercam i am not sure how to have both cutting edges defined under one 3d tool and at separate indexes, is that possible? My current work around idea for this was to have two duplicate 3d tools defined. if anyone has any advise on this it would be greatly appreciated. Attached is a picture of my 3d tool for clarification and a test program with the 3dtool miniturret-test.mcam
-
I run a mazak integrex, when I use mastercam for turning I typically have template files setup for various part types I encounter often making it easy to program parts. This way all my toolpaths and tools are already there I just have to import and rechain geometry. I do have a millturn enviorment for my machine and have all 3d holders for turning which is especially helpful with clearances.