Robocarv
-
Posts
10 -
Joined
-
Last visited
Robocarv's Achievements
")





-
Yes 1604.0 =1
-
#11775.0 (TP2) = 0 #19604.0 (TPC) = 1
-
Ok so the images attached show the options I have on my machine, for milling. i guess to identify what parameters are applicable to which function I’ll need to cross reference with the fanuc function manual?
-
I’m not sure, this is the 3rd post Autodesk have sent me with different call ups for G43.4 my machine builder is in on Friday so hopefully we can work back through the parameters and see if anything is incorrect. Is there a way of calling up on the control what fanuc options are present?
-
TBP = 1 I’ll check TP2 when I’m in the workshop tomorrow.
-
Hi All, So I am doing some simple testing on my retrofitted Fanuc 30i B plus thermwood C67dt 5 axis router and have come across an issue. Below i have posted the simple program, Does anyone see anything that stands out as being incorrect? The program runs fine up until the G43.4 is called. Autodesk have sent me a couple of versions of the post and nothing seems to be working, I am also waiting on a response from Fanuc and my machine builder. I've also attached a pdf of the parameters currently set up on the machine. ( NUM| NAME|DIA|TIP| LEN|OVERHANG) ( -----------------------------------) ( 10|BN6X15|6.0|3.0|142.243| 97.243) ( -----------------------------------) ( ) G21 G94 G40 G49 G69 G90 G17 ( ) G54 ( WCS) ( ) G00 G53 Z0.0 G00 G53 B0.0 C0.0 ( ) ( TOOL ID :BN6X15 ) ( TOOL TYPE :BALLNOSED) ( DIA :6.0) ( LENGTH :142.243) ( TIP RAD :3.0) ( ) T10 M6 H10 S7000 M3 ( ) ( TOOLPATH : REC_CHAMF_1 ) ( WORKPLANE : 1) ( ALLOWANCE : 0.0) ( ) G90 G69 G68.2 X155.0 Y155.0 Z0.0 I180.0 J28.0 K-90.0 G53.1 G43 X-61.289 Y-90.0 Z-21.262 M09 X-58.941 Y-90.0 Z-25.677 B28.0 C90.0 G01 X-36.496 Z-67.89 F200.0 Z-72.815 CUTS STUFF G49 G69 ( ) ( TOOLPATH END) ( ) G43.4 G91 Z0 H10 {ALARM PS5421 TRIGGERED HERE} G90 G00 X27.882 Y25.157 Z10.139 B-17.5 C10.0 G49 ( ) ( TOOLPATH : REC_CHAMF_2 ) ( WORKPLANE : 1) ( ALLOWANCE : 0.0) ( ) G90 G69 G68.2 X155.0 Y155.0 Z0.0 I-80.0 J17.5 K90.0 G53.1 G43 X-137.848 Y-105.797 Z54.094 M09 X-137.848 Y-105.797 Z54.094 X-139.351 Z49.325 G01 X-153.033 Z5.931 F200.0 params_05-10-2022.pdf
-
We are having some delays at the moment because renishaw we’re unable to complete the setup of the axiset system because our machine builder hasn’t setup the machine correctly and has missed setting a number of fanuc parameters with regards to tilted workplanes. when i have it up and running I’ll post some videos and results.
-
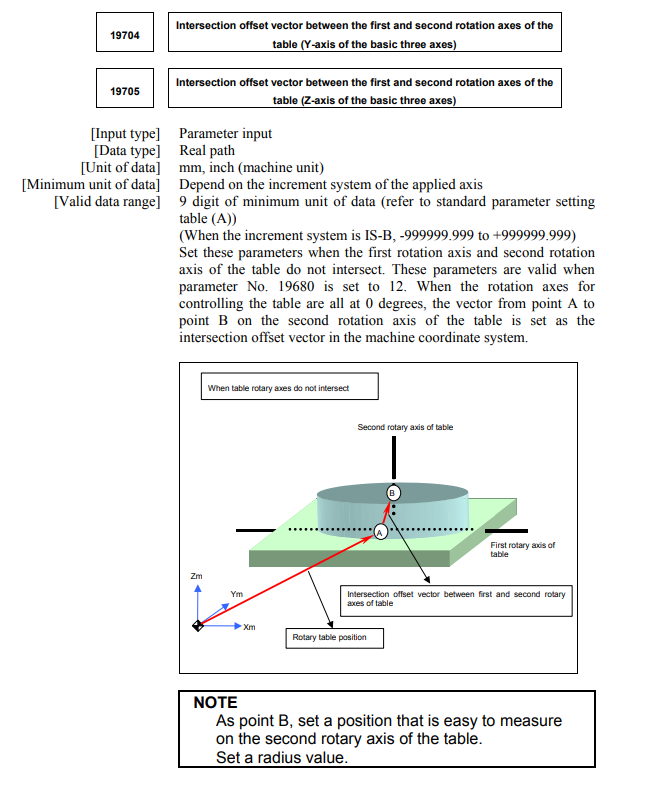
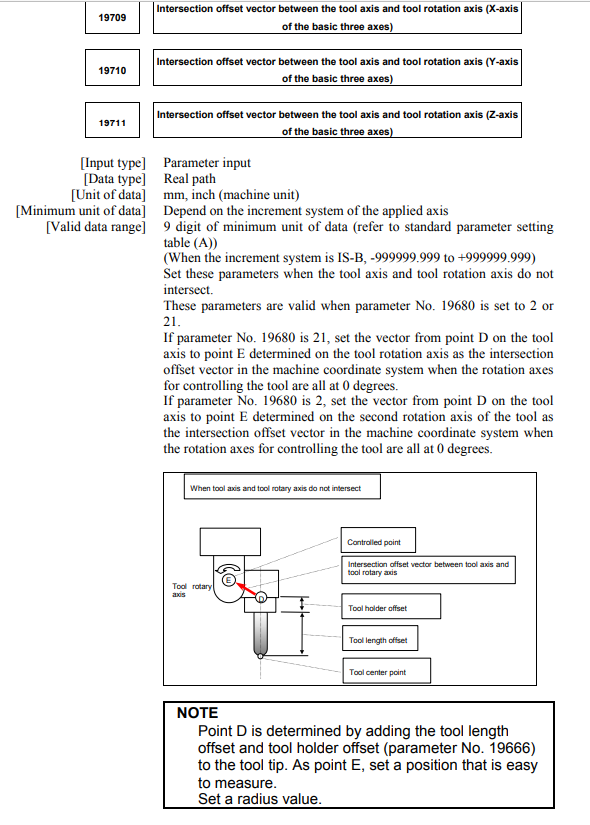
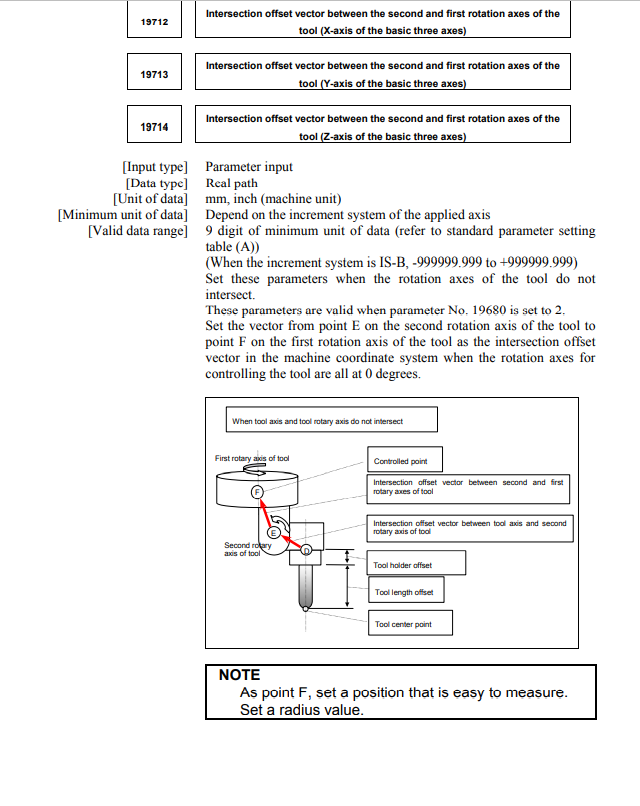
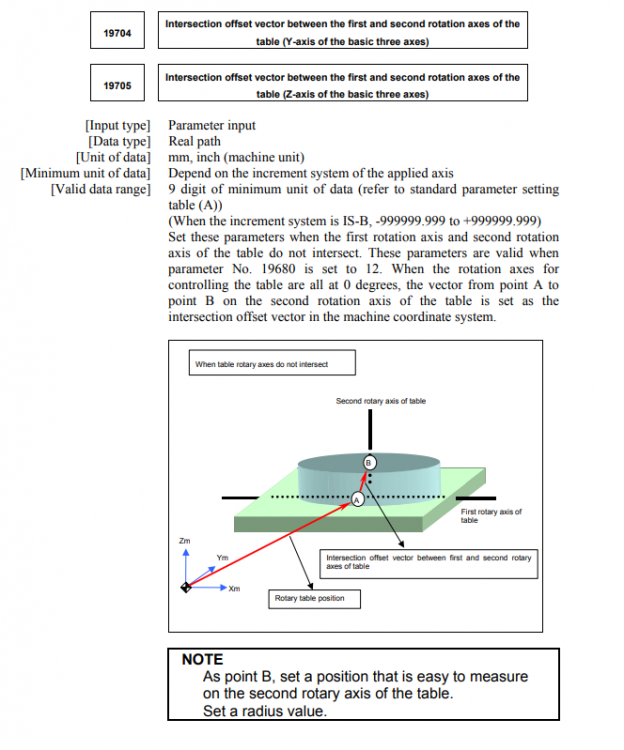
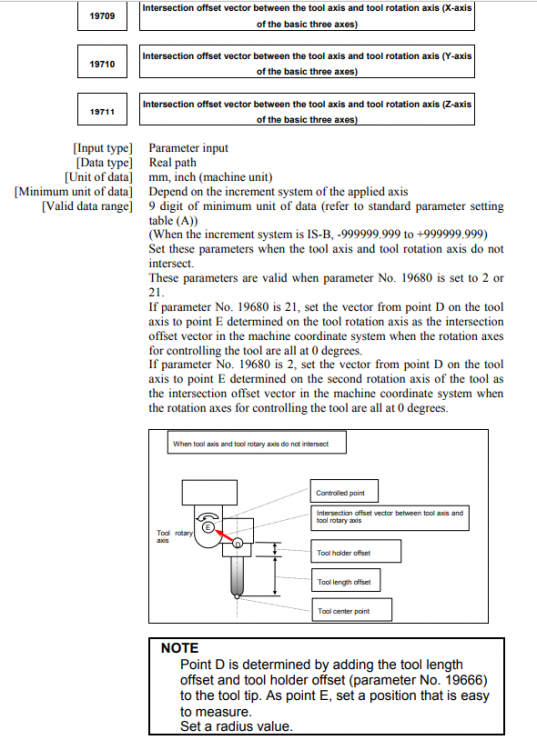
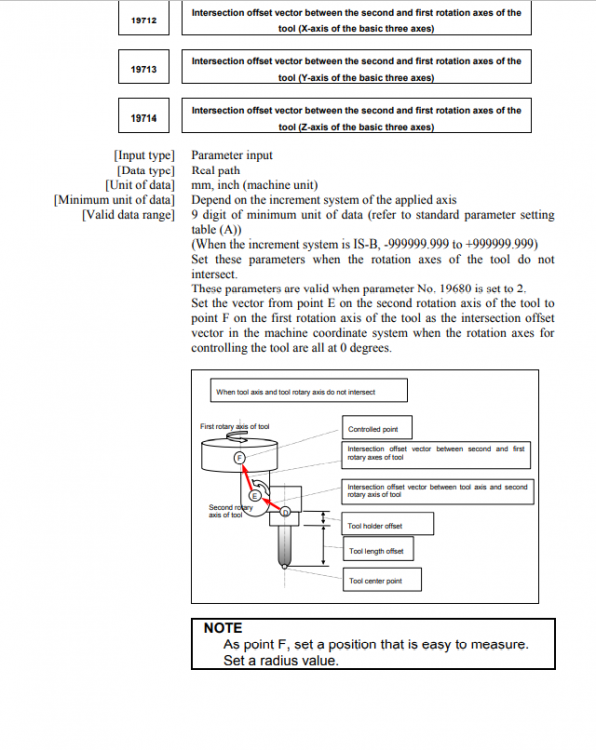
Key parameters for fanuc 30i b plus for g68.2
Robocarv replied to Robocarv's topic in Machining, Tools, Cutting & Probing
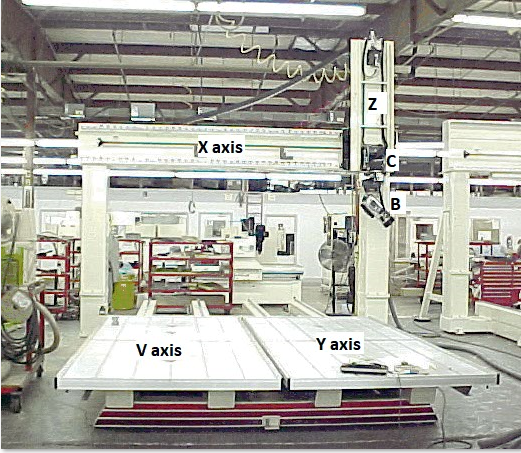
Thanks, it seems that 19700-19708 maybe don't apply as the machine is a head/head. 19709 - N/A 19710 & 19711- yes 19712 - N/A 19713 & 19714 - yes it also looks like the tool axis is inline with the center of rotation of C (about 1mm difference based on the cad model) So C rotates about Z and B rotates about Y. Which one of these is considered the primary?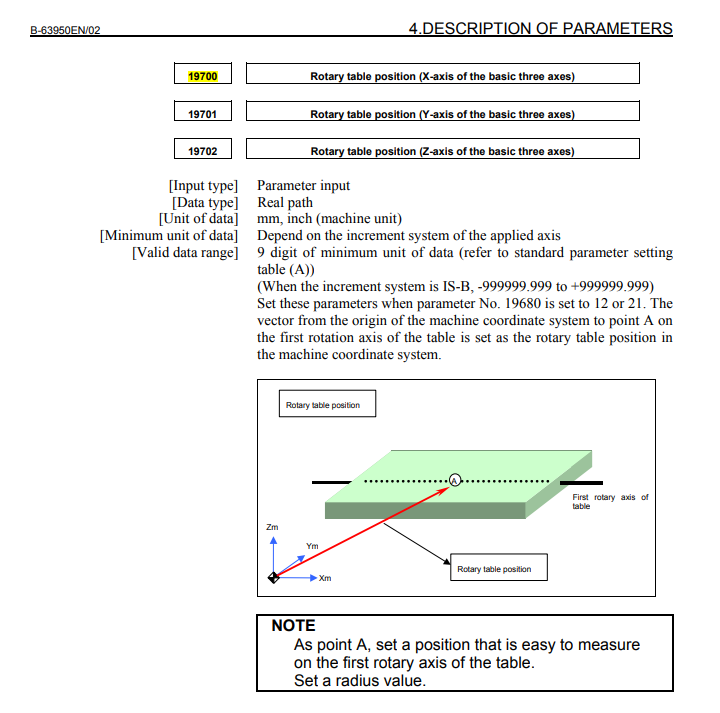
-
We have a thermwood c67 twin 12’x5’ table 5axis. We purchased it preowned and have had nothing but trouble with the thermwood control and the siemens kit on it. So decided to have a full fanuc 30i b plus retrofit and as part of this we have had a renishaw tool setter and radio probe installed we opted also for their axiset software which is supposed to be able to check the centres of rotation for the B and C axis and then apply a correction to any offsets in the controller. We are still in the process of completing the retrofit so I won’t have any results for maybe a month. It’s overkill for what we use the machine for but we thought we’d get the best we could afford and renishaw are 5 minutes from my workshop in the uk.
-
Hi everyone, my names liam, I’m new to the forum and after a quick scan I think I’ve come to the right place. Right back to the topic. I have a thermwood c67 twin table 5 axis router (head/head). We had loads of issues with the thermwood control so have just had a full overhaul mechanically and retrofitted a fanuc 30i b plus control. now what I’m interested in is what are the key parameters that must be set to have g68.2 work correctly I think my machine tool builder has set something wrong and is currently off on holiday so thought I’d do some digging. thanks for your time.