Paul Decelles
-
Posts
927 -
Joined
-
Last visited
-
Days Won
2
1 Follower

Paul Decelles's Achievements
")





-
Angled Holders on Turret Lathes
Paul Decelles replied to JordanM's topic in Post Processor Development Forum
Angled head support for turrets in Mill-Turn was added in Mastercam 2024. You can read more about this support here: Using Turret-Mounted Angled Milling Heads -
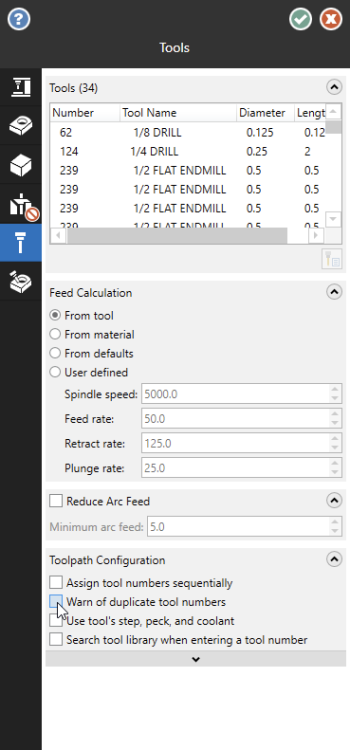
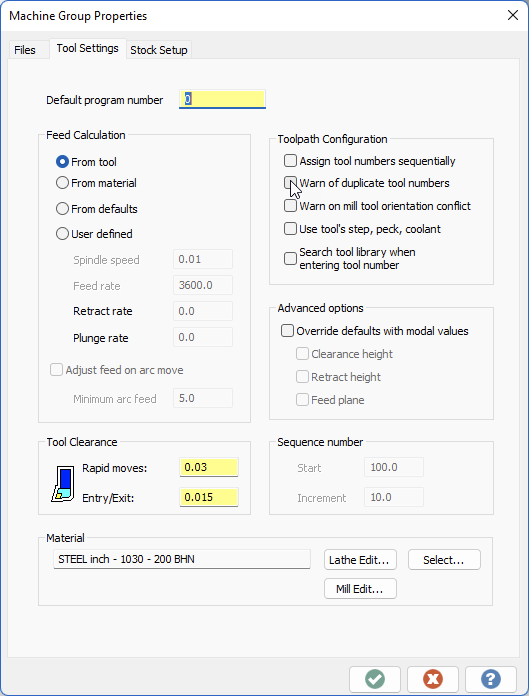
How to keep duplicate tool warning on, on always?
Paul Decelles replied to Grimes's topic in Industrial Forum
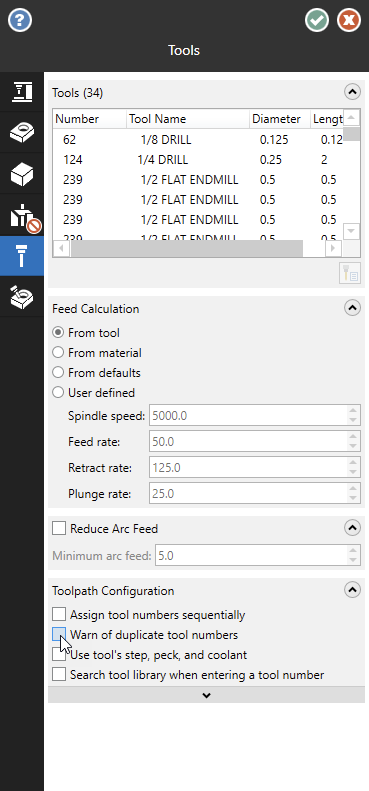
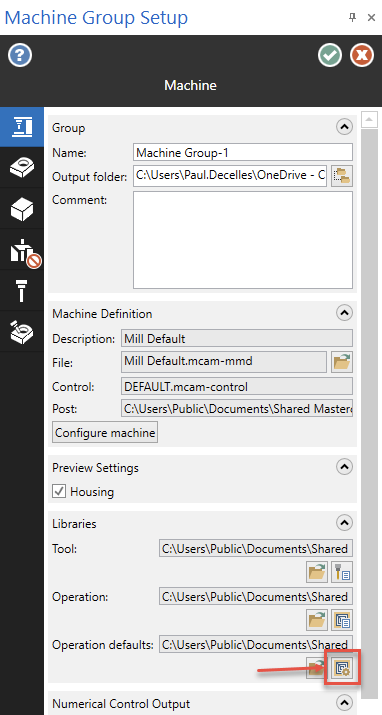
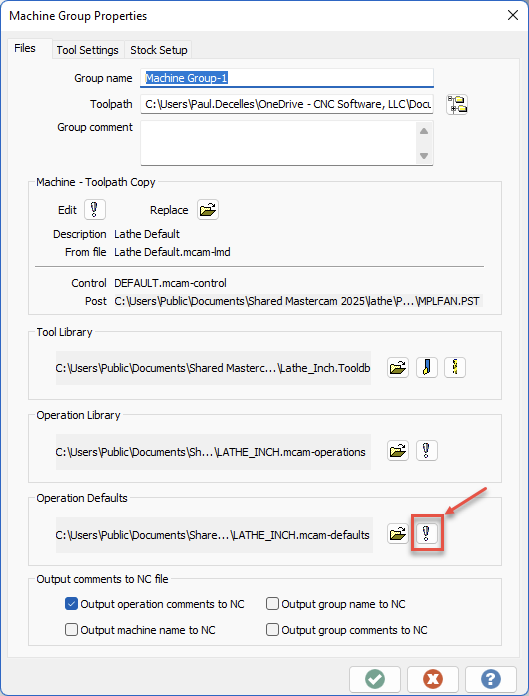
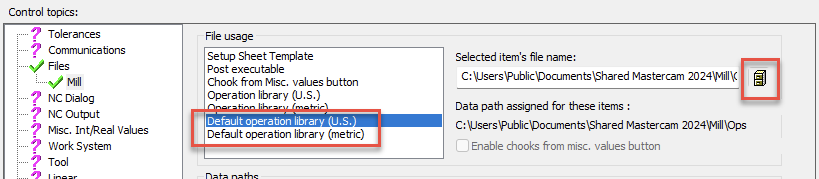
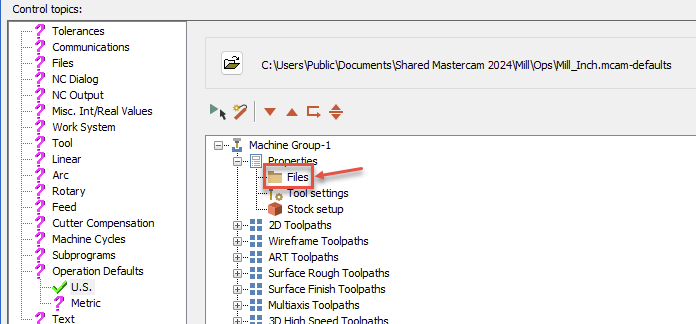
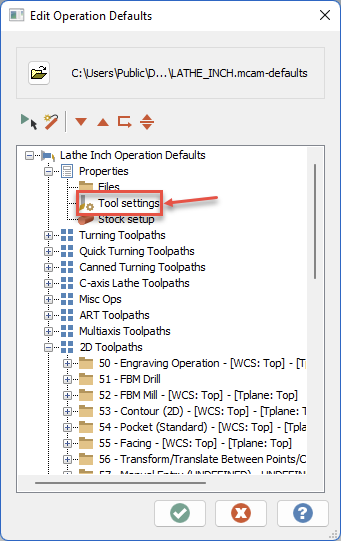
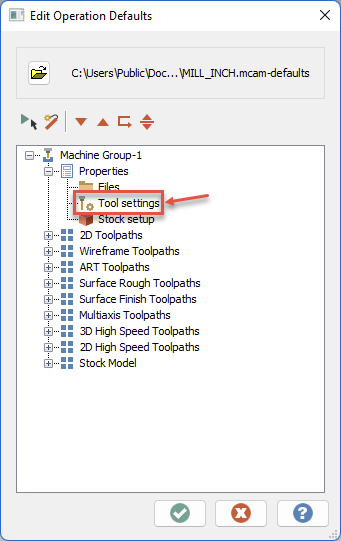
The settings are stored in the .defaults file that is utilized when the machine group is initially created. The .defaults file is set in the Control Definition: The setting in the defaults file can be accessed in two ways. The first is through the Control Definition interface by clicking on the Files node in the Machine Group tree in the appropriate Control topic page (i.e. US or Metric under Operation Defaults) The second is directly through the machine group - Files node in a part file. Either way will lead to a page that will vary depending on the machine type. Click the button to edit the defaults on this page. For example: Mill/Router Lathe This will bring up the Edit Operation Defaults dialog where you will want to enter the Tool settings page: Enable the checkbox and green check out (first from the current dialog, and again from the edit operation defaults window) to save the setting(s) you have changed Hope this helps.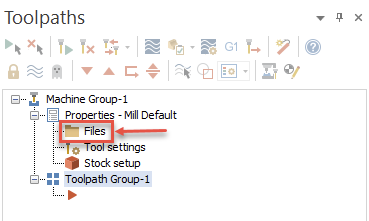
-
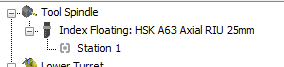
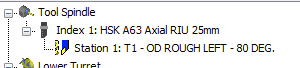
It appears that the tool is not in fact mounted in the tool locator, it is mounted directly in the spindle. Click the + next to the locator and a station node will appear. The tool should be mounted there.
-
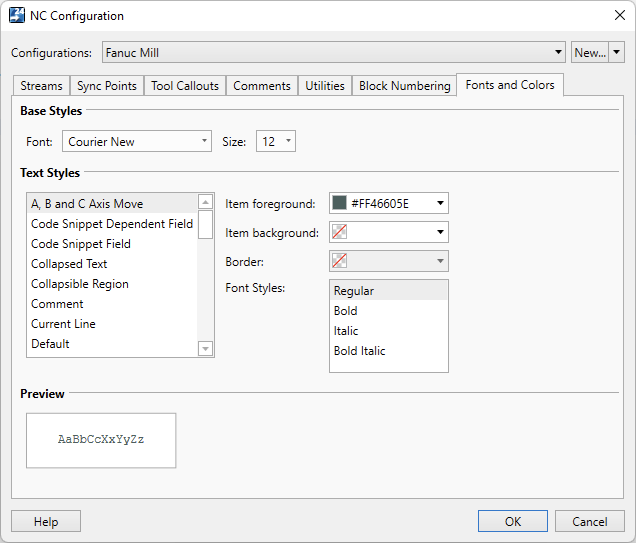
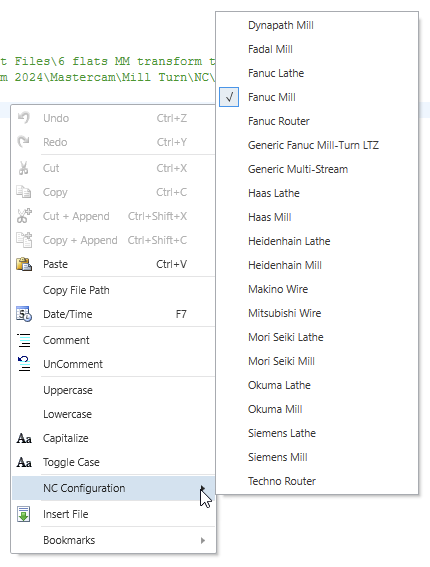
In addition to the application settings Aaron points out, you can also set options in NC Configurations which are utilized to define settings for unique machine settings. They are easily defined using the NC Configuration button on the ribbon: And you can switch between them using a context menu option in an NC file (Code Expert ships with a number of default configurations - edit them or add/remove as desired): Hope this helps.
-
The Mill-Turn machine environment for Mastercam supports the structured programming and was developed in Germany. I would recommend that your reseller work with the machine development team here at CNC to ensure that the solution is configured properly for your machine and that there is support in place as you learn how to run the machine and how to program it in Mastercam.
-
Update 3.1 was released to address this issue. The error relates to a token that was added in the previous update per request that should not have affected existed machines (testers have been sufficiently publicly humiliated for not catching it). This will not affect your NC output in any way, but is annoying.
-
Mcam 22 Machine Configuration settings...what am I missing?
Paul Decelles replied to Dontech's topic in Industrial Forum
Chally is correct in saying that in recent years we have become more strict in what is allowed in machine definitions. There are a few limited cases where invalid machine definitions will have components stripped in migration (luckily it is extremely rare). We can help correct them if you send them in. The ATC icon is just a general icon, it is not specific to type. The question mark and lack of check box indicate that those components are not select-able for an axis combination. Axis combinations must include the linear and rotary axis being driven and must terminate in a tool holding component (tool spindle/turret) and a work holding component (table/fixture/chuck). If this is a 5-axis machine axis combination, they should contain two rotary axis in addition to three linear axis. In a simple form, I would expect the axis combination for a trunnion style machine to look something like this: I notice that the machine originated from Postability, I am sure they can send you a proper machine definition for use in Mastercam 2022 if you contact them.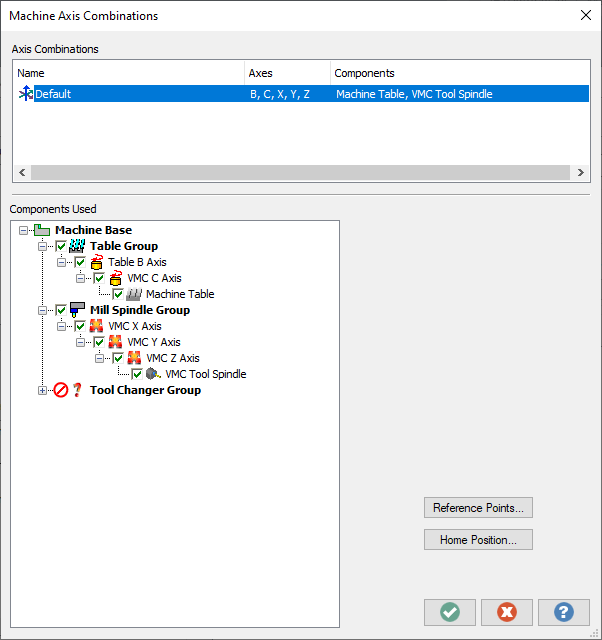
-
Seeing that I am in charge of the development I think I can say with certainty that this is not something that you will need to worry about any time soon. While we do continually consider future options we have no plans to abandon the MP post engine.
-
Maybe because no one has ever asked for it before?

-
2020 Lathe Custom Chuck Jaws Reference Point
Paul Decelles replied to chrisxib's topic in Industrial Forum
Unfortunately, the implementation for chain support in Mastercam 2020 was really limited to handling existing part files where the chain option was historically extremely limited. This was due to the main focus of development being on the component library support for the Mill-Turn platform, allowing definition and storage of chucks and jaw components for selection in the job setup process. In Mastercam 202,1 we were able to complete the work to properly support chains for both rectangular and pie shaped jaws and to allow for proper reference point definition on the jaw profile. -
Post Debugger - Variable watch - Server Error
Paul Decelles replied to Kevin E's topic in Industrial Forum
The error described in this thread was addressed in Mastercam 2021. -
Yes, token settings will persist with the operations and will be applied when posting in the future. However, I feel that I should explain a bit further. Machine developers are free to provide as many tokens in the sync manager as may be required for a specific machine tool. These tokens can be set to appear in the various areas of the sync manager such as job specific tokens, stream specific tokens, or in operation specific "nodes" (start of operation, tool change, approach, motion, or retract). The specific nodes that are available in an operation can and will vary. For example, using a tool to cut the face of a part and then a second operation to turn the OD on the same part will result in the first operation not having a retract node and the second not having a tool change node. This is important to keep in mind when you are adding or removing operations in Mastercam as you may need to visit the settings in the sync manager if these situations arise. Another important point is that token settings can only be saved back to Mastercam if all operations are posted. The idea here is that you would want to maintain your settings for the complete job while allowing token setting changes to posting single operations or selected operations without hosing your original settings. The next time you post to the sync manager, look next to the name of the IOF file at the top of the sync manager. A colored ball will appear there; green, yellow, or red. Green means that the current IOF matches the data in the Mastercam file. Yellow means you have made changes in the sync manager that have not been saved back to the part file. Red means changes cannot be saved back - you may have either posted a single operation or perhaps made changes in Mastercam that are not reflected here. I also wanted to clarify my earlier reply regarding custom drill cycles. While the custom parameters are available as in the rest of Mastercam, the system has no way of knowing exactly what those settings mean so you will not automagically see a probing cycle in simulation from a custom drill cycle.
-
Bob, All of the drill cycle customization is available in MT as it is elsewhere in Mastercam. Your local reseller should be able to get the items added into your machine environment. In the Mill-Turn platform we opted to replace the limited misc value (10 integers/10 reals shared between all toolpaths) with an unlimited number of tokens which can be used for integer, real, boolean, or string values. The tokens can also be limited to use for specific operation types and other conditions. I am not sure that I understand the question of whether they persist or not but I think maybe there is a misunderstanding that has occurred somewhere. When you post from Mastercam to the sync manager you can edit any of the available tokens in the sync manager nodes, including multi-selection of operations to set similar values at the same time. Once you have done so, click save and the data will be written back to the .mcam file. For coolant, we opted for a strategy approach to better deal with the myriad number of coolant types that generally appear in the more complex mill-turn style machines. The strategies allow you to finely control how the various coolant options are applied across tool changes and reposition moves. The strategies are applied in the sync manager where you can easily visualize the work flow for the operations across the various streams. For example, if you use the same tool in your b-axis head on your left spindle and follow with using it on your right spindle, do you want the coolant to turn off while the b-axis rotates and repositions, or do you want it to spray all over? Do you need to enable your through spindle coolant prior to approach to allow the pressure to build before cutting and then enable your flood to turn on after approach? Do you reverse the process for retract or do you simply turn everything off prior to retract or even after retract? Strategies can be defined to handle any of these cases and any others that you may desire. I will keep an eye on this thread and will try to add more information if needed.
-
The chosen axis combination determines which turret/head and spindle are driven in a given toolpath. In the Lathe tool setup dialog, the spindle selection will influence the default axis combination chosen when creating an operation but in the end, the user can always select a different axis combination if desired.
-
My Custom Engraving Cycle Comment Bug
Paul Decelles replied to Guess_who's topic in Post Processor Development Forum
Read this: http://www.emastercam.com/board/topic/25229-unable-to-output-comments/?p=173003