John_Carpenter
-
Posts
52 -
Joined
-
Last visited


John_Carpenter's Achievements
")



-
Hi jwvt88- Lemoines has been doing this type of work for a long time. Years ago when doing some joint projects with high speed milling on Makino machines in the Detroit area I dealt with several Lemoines customers. Like your scheduling guy has said - it is very important to get the data in the header correct. If this means that you need to modify the post processors to get them to post out consistently then I would say yes - make that happen. You are entirely correct when you state that you need to come up with a standard. That will require a group effort and input from all the stakeholders at your company involved. I have witnessed this countless times as we have implemented communication and monitoring systems for clients for nearly 30 years. The data inconsistency is no ones fault directly - just that there was an evolution of platforms (UNIX to DOS to Windows) and Programmers (they sometimes come and go and each have their 'own style'). Sometimes there are multiple programming packages that have played a role as well. The best way (without implementing a vaulting or database driven software) is to get a handle on the situation by first agreeing on how to name the actual G-code file. An example would be similiar to what you referenced ( PARTNAME=A2345876-30-A-B-15.NC) In this example the drawing is A2345876, the operation is 30, the drawing revision is A, the tape revision is B, and it was programmed for machine type 15 (usually when a programmer is making a program he has a particular machine in mind that he wants to cut the part on) I have seen many variations of the above example thru the years but the key is consistency and communication. After time everyone can identify the tag in the file and understand from original designer to machinist, scheduler, expediter, etc. and if for some reason that file ends up in an email, usb stick, on the desktop, - then someone can say - oh that is an NC file that makes this particular part. As your shop moves further down the Industry 4.0 road and gets deeper into the Digital Twin and IIOT then the constancy you have in your department will be much appreciated. In addition to the file naming conventions established, i have seen folders setup for specific purposes with each machine Proven, Release, Outbox, Inbox, Archive (Again this is not necessarily with the large shops that are using vaulting database driven systems). They use a constant process where aligning expectations between departments is key. This is a good challenge for you to help solve at the programming level and you certainly will be in a better spot as a department and company once this is working. The scheduler will be happier, the machinist will be happier and out of more order you will directly help the throughput and monitoring situation from a managerial level. If you want to talk about it further feel free to reach out to me or any of the people at our facility and we would be glad to help. Best Regards, John Carpenter www.excellerant-mfg.com
-
Hadi, What kind of serial port do you have on your PC? If it is USB to RS232 - Make sure you have the latest driver and your cable is short. John
-
Setting up Makino FTP
John_Carpenter replied to Steve Biehl - Cimquest Inc's topic in Industrial Forum
Steve, Do you have a logging feature on the software that you are using to connect to the Makino MGW-S6 control? The reason I am asking is that with the newer operating systems 7/8 etc there have been many things changed with UAC (User Access Control). If the customers IT is having issues getting the user rights correct - it may be group policy related or port blocking. With a log file from the FTP software or agent it may point you in the right direction. Regards, John -
Batman, On the machine change the Haas synchronization codes from Xon-Xoff to DC CODES When you press Receive RS232 on the Haas it will then send out an Xon character. John
-
Seicos 16m Control on a Hitachi Seki 630
John_Carpenter replied to cncfrank's topic in Industrial Forum
Frank, This may be a little late - but one of the best guys in your area to correct this issue would be: http://www.digitek-asi.com/contact/contact.htm Hope they can help if you haven't found an answer yet. John -
New - Fanuc 31i A5 Controller - What Options do I Want?
John_Carpenter replied to Reko's topic in Industrial Forum
Reko, Focas2 will allow you the ability to integrate easier with ERP, MES, and PLM systems. It will provide data so that an application can retrieve current machine status, part counts, alarms, tool offset values, and virtually any process data available on the machine. OPC servers and MTConnect solutions are available to interface with the Focas2 libraries and connect your machine data to other systems in your organization. As far as communicating with the machine it is the fastest and most flexable way to manage data in and out of the Fanuc controller memory. John -
Dan, There are two ports on that machine. One for reading in ISO (GCODE) and one for reading in Mazatrol. Joe is correct with the information above. If you need to communicate this information in or out of the control you will need software that can communicate using the Mazatrol protocol. not just any off the shelf hyperterminal type comm program will work. Good Luck, John
-
New - Fanuc 31i A5 Controller - What Options do I Want?
John_Carpenter replied to Reko's topic in Industrial Forum
Reko, I would check to make sure it has Focas2 as a standard option. This is extremely useful for loading/unloading data to and from the controller and viewing actual machining events remotely. John -
Yes-- the issue with USB serial. Mainly caused because USB is at a 5V logic level and true serial swings from -12 to +12. There is quite a desparity between the makers of these converters. We have had the best luck with the Prolific chip set ones such as: http://www.newegg.com/Product/Product.aspx?Item=N82E16812196349 It is still strongly recommended not to go this route but instead take the time and expense of putting in a true ethernet or USB to RS232 converter (or better yet wireless to RS232). Our favorite US company to provide these WIRED products is: www.comtrol.com If you are in a country on the other side of the world - the most respectable vendor for this type of hardware product we have found is www.atop.com.tw Regards, John
-
Hi GES, I do not believe MasterCAM MXCOMM or Cimco was ignoring the first line when sending but the Fanuc controller is. I think what you may find in CncComm is that it is sending an EOB (End of Block) at SOT (Start of Text) or BOF (Beginning of File). You see the Fanuc will not read anything until it 'sees' the first valid End of Block. Years ago they would use paper tape to load the machines and would type out in man readable hole punches the name of the tape in the leader. This was fine as the control would blink LSK (Lable Skip) until the first valid EOB was read and then either the buffer light would illuminate letting the operator know the data was loading into the control or INPUT would appear on the screen until the EOF (End of File) was satisfied - usually setable in the control to % or use M02, 99, M30 as EOF. For the Fanuc control the % (STOP CODE) in the beginning was never really required but became habit for programmers to mark the beginning (and of course the end) of ISO code with. Regards, John
-
Glad to hear you are working now. Usually they stick us old timers in the corner and take us out to make suggestions from time to time. Sometimes we even guess right! Not many of the CAM guys still deal with DNC but it was good that In-House does. Take care-
-
Gord, Cable length should not be an issue. When you state :cable is from RS- 232 Predator (sheilded) aprox 15' long Is this one of those RJ45 plug into a DB25 modular adapters? Drip-feeding fadals are typically not an issue but they are particular about the ground. If it is one of those plug in cables and the ground pin is rattling because of vibration or not making a solid connection because of oxidation between the pin and the plug... just a thought. John
-
If you want the remote request to work like the other Haas machines. Change the Synchronization from xon/xoff to DC Codes. Haas defaults this setting to xon/xoff when they ship the machines from the factory. With the setting on DC Codes - the machine will then send an X-ON when Receive is pressed - thereby making it work for remote without using a timeout or getting the machine ready first. Hope this helps. WireFreeCNC.com Somers, CT
-
POSTING TO YASNAC 3000G via WinDNC
John_Carpenter replied to chuck56's topic in Machining, Tools, Cutting & Probing
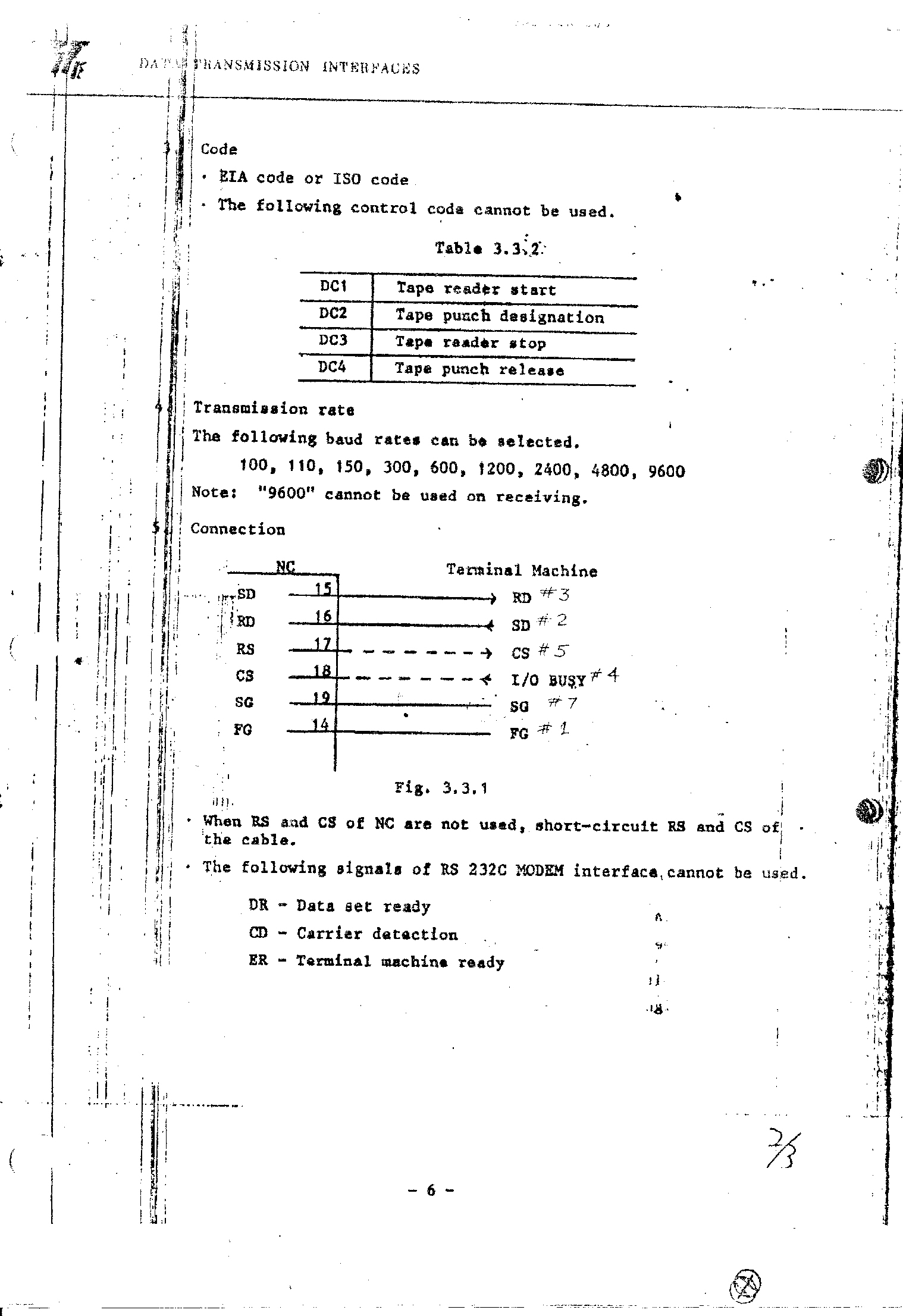
Chuck, It really is that simple on the old Yasnac 3000G controllers. 'Tape In' button pressed and you should immediately see the Label Skip light go out (acknowledging that the first EOB was recognized) and the Buf light come on. One note about connecting to the DB25 is that the TX, RX, RTS, CTS, and GND pins are on 14,15,16,17,18 and not in that order (I have attached the pinout diagram from a 3000G manual) - it is not like a 'standard' machine control. I have only seen this method of feeding the YAS3000G work twice in the last twenty years of connecting equipment. I'm not too familiar with the Greco MTIC but I would imagine there is some visual indication on the unit when 'tape in' is pressed a drive right light should light up. The best way to troubleshoot your setup is to reconnect the Sanyo Denki tape reader (it is just a 40 pin dual row connector) and get a tape to read into the machine first. Hope this helps, John Carpenter Somers, CT www.WireFreeCNC.com
-
So what did you end up buying?