gmenzies
-
Posts
119 -
Joined
-
Last visited



gmenzies's Achievements
")
Newbie (1/14)
1
Reputation
-
Hello Is there a way to save all my communication settings to a file in Cimco Edit 6 ? we are moving to a new PC . looking for a way to transfer and save settings for several different machines. Thanks Gord
-
Hello using X7 sometimes when I use the Alt -E to hide everything but a solid. it will not work. the solid stays on the screen. I try using the pull down menu. it works, but then I cannot select any geometry left on the screen. It is not constant. the command works most of the time. anybody else run into this ? thanks Gord
-
Hello we recently upgraded our Fadal cnc to have a tool setting probe. works very well. I was wondering if anyone has experience using a touch probe for setting work fixture offsets using the probe macros built in the Fadal control. thanks ,any advice or fed back is appreciated Gord
-
Thanks , I never new you could do that. Nice to learn new tools. appreciate the tip.
-
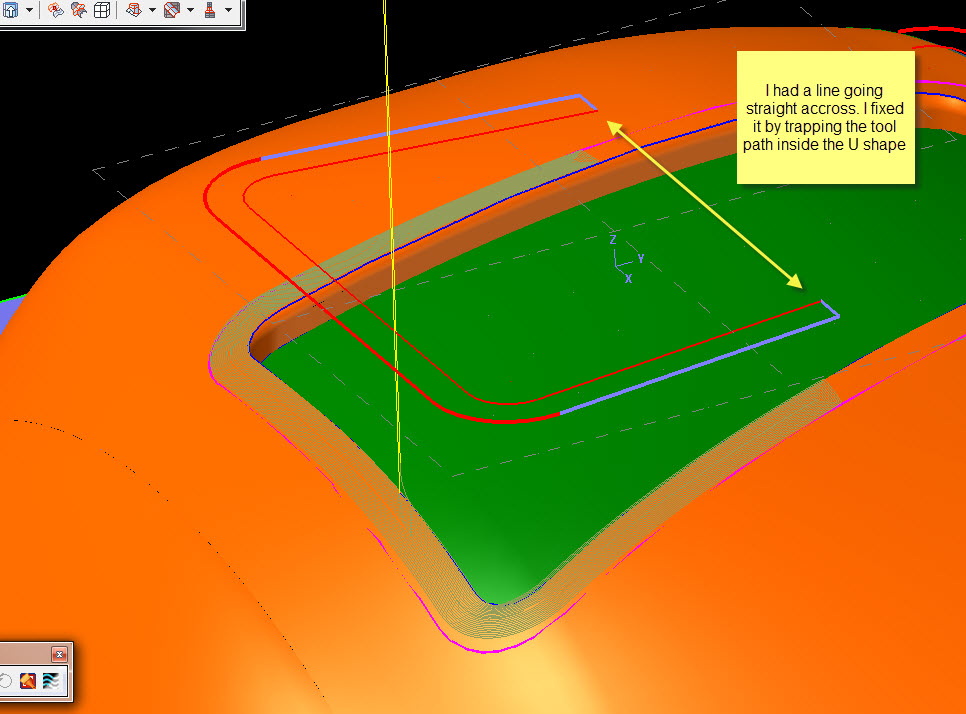
Hi Jay after some playing around today . I found a solution. I had to trap the tool-path inside the boundary. ie: only the surfaces I wanted to machine.My mistake was that I have made a boundary that was a box that crossed over the cavity. I created edge curves on the inner boundary and used that also. the boundary now resembles a big U. sometimes can't see the forest for the trees. one thing though. the scallop toolpath has advance settings. the hightspeed scallop does not ? appreciate your Help Gord
-
Hello I would like some advice on a surface tool path. I have a mold cavity that has a 3d parting line. Due to the material being molded , venting the entire parting line is important. I produced the final parting line using scallop toolpaths. I created a vent channel easily using a project to surface toolpath. now I need to cut a vent .0005" approx .05" wide from the cavity wall. I can set a boundary easily to limit the extents using scallop tool path. I tried to use a check surface as inner boundary, but the scallop toolpaths treat check surfaces as geometry to cut. If I try to just cut the surface that only has the vent , the toolpath rolls the cutter over the edge into the cavity. are there some tips or tricks that I can use to limit the tool to just cut on top of the surface and not roll the edge. any help would be very appreciated Gord
-
I just got off the phone with the vendor that sold us the probe. it appears that the built in macro stores the diameter value. They offered to allow me to return the probe , as it was there mistake in that the value would not be stored. we have decided to keep the probe. it adds a level of consitant accuracy we did not have inthe past. I will have to put a big sticky on the machine to jog my memory to delete those values when using cutter comp.
-
Hello again so we installed the touch probe on our Fadal . works as described . when we bought the probe. I asked if the diameter values would be stored in the tool table when setting tools. I was told no. that was good. unfortunalty it does store them in the tool table and I have to go in and delete the value. the reason I do not want any values is for cutter comp. usally its only a .001 or .002 value that is input for wear. So does anyone know how to have the probe offset the tool when setting lenghts and not have the control save the values? we are using the built in macro for setting tools. thanks
-
Ya I was thinking that would be a good idea. I watched some videos online. some machines have the probe dissapear behind a trap door. I would most likley make a nice plasic cover with a o-ring to keep the coolant and chips off it. appreaciate the feed back.
-
Hi Mike thanks for the Info. the laser is around $5000 plus install. the touch probe is $1400 plus install were a small company and an older cnc machine. I might have better luck pushing the touch probe. Gord
-
Hello we are currently using a manual touch probe for tool setting. our machine is a fadal 30/16 88HS controll we are thinking of purchasing a http://www.renishaw....ing-probe--6090 Has any one had any issues with this type of tool on a fadal ? any input or past experiances with this would be very help full thanks Gord
-
I have been using mastercam from version 6 on. the tech support has been always first class from In-house solutions. there have been many different voices over the phone. but they always make every effort to fix or find a solution. I am not sure all tech guys have the knowledge to make a cable. But I am glad our local guy does. He makes good coffee also
-
I think this was the problem. I had the local Mastercam tech come in to trouble shoot. everything was set up correctly. He built me a new cable. No more adapters. so far so good. thanks for all the suggestions Gord
-
Hello we DNC with Cimco edit 6.2 to a fadal CNC 88HS format 2 Port 1 stop 1 Baud 38400 parity even Data 7 flow control-Hardware and software we turned the fifo settings in windows 7 off cable is from RS- 232 Predator (sheilded) aprox 15' long I turnd off all local power settings( computer sleep) turned off screen saver direct from PC with battery back up. After about 25,000 to 30,000 lines of code. there is some transmition error and machine stops anybody have any suggestions or ideas of how to solve this mystery. thanks Gord
-
Well after alot of trouble shooting I found the problem. we used to use predator software to dnc to the fadal. we were using dncx , which is a error checking dnc. scince we now use cimco5 , there is no xmodem avalable without an upgrade. our control was set to run in error checking protocol. I changed in the control to no error checking and it dnc fine. I set up cimco to run with two differant machine settings. one TA,11013 and dnc1013 Is always easy when you know. thanks for the help though Gord