





Justin Beebe at Folsom Tool
-
Posts
1,138 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Justin Beebe at Folsom Tool
-
-
Hello I hope everyone is doing well.
Is there any place to find NPT taps in the Mastercam Tool Library or do they need to be created as custom tool geometry.
Any help is appreciated.
-
byte I will look into that. Thank you
-
#Rekd Thanks for the link. I'm still struggling to get the machine to simulate correctly.
-
Thank you. I'll try to get the limits and direction set.
-
I added a workpiece transform and holder transform to the machine and it will now open when I run simulation but it looks like the B-axis is off by 90 degrees.
I uploaded all the machine geometry the same way it is in real life. Not sure why this would be off. I still need to set limits for all the axis. Not sure if that is affecting things.
-
Thank you for pointing that out. I kind of suspected that but I watched a tutorial video and they never added those in the video. Like I said very new to this and trying to learn. I will add those in and let you know how it wokrs out.
-
 2
2
-
-
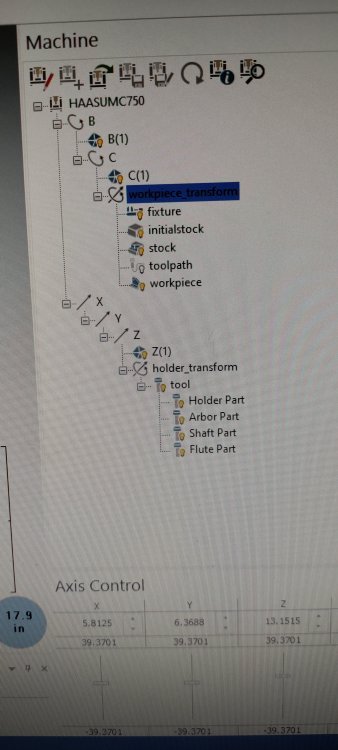
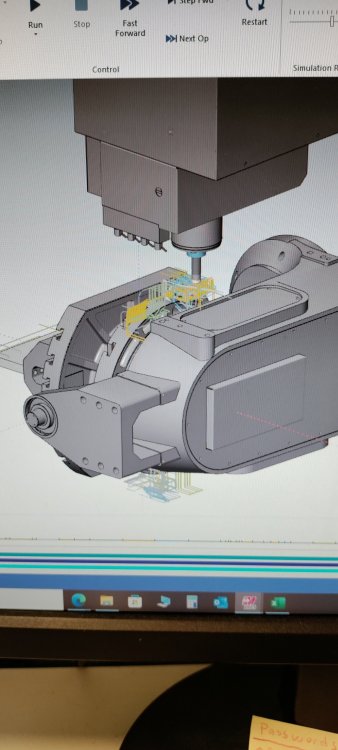
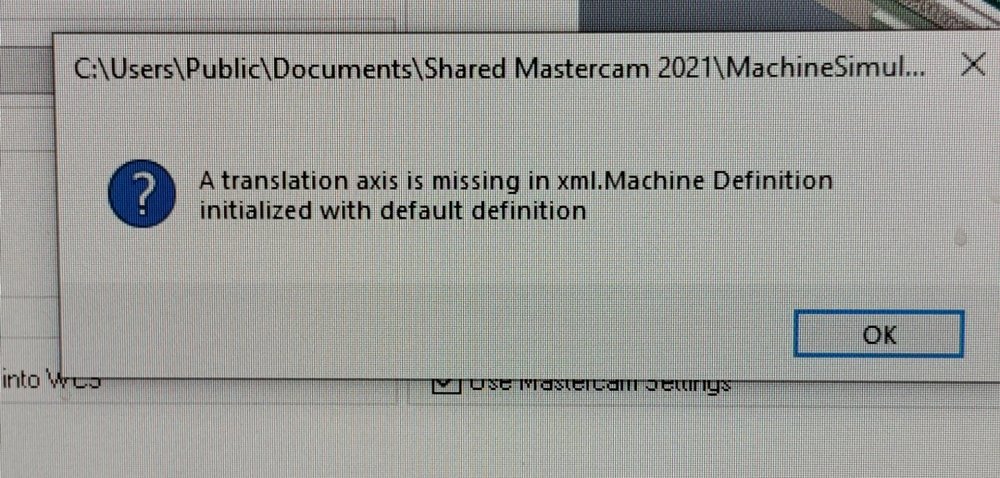
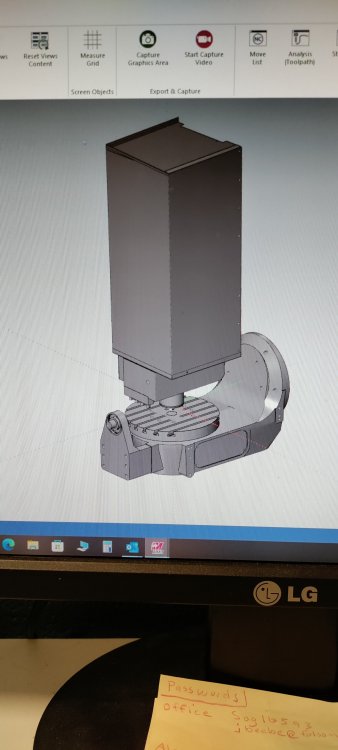
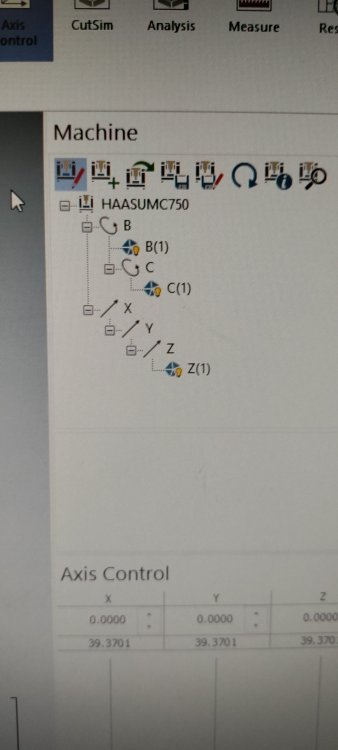
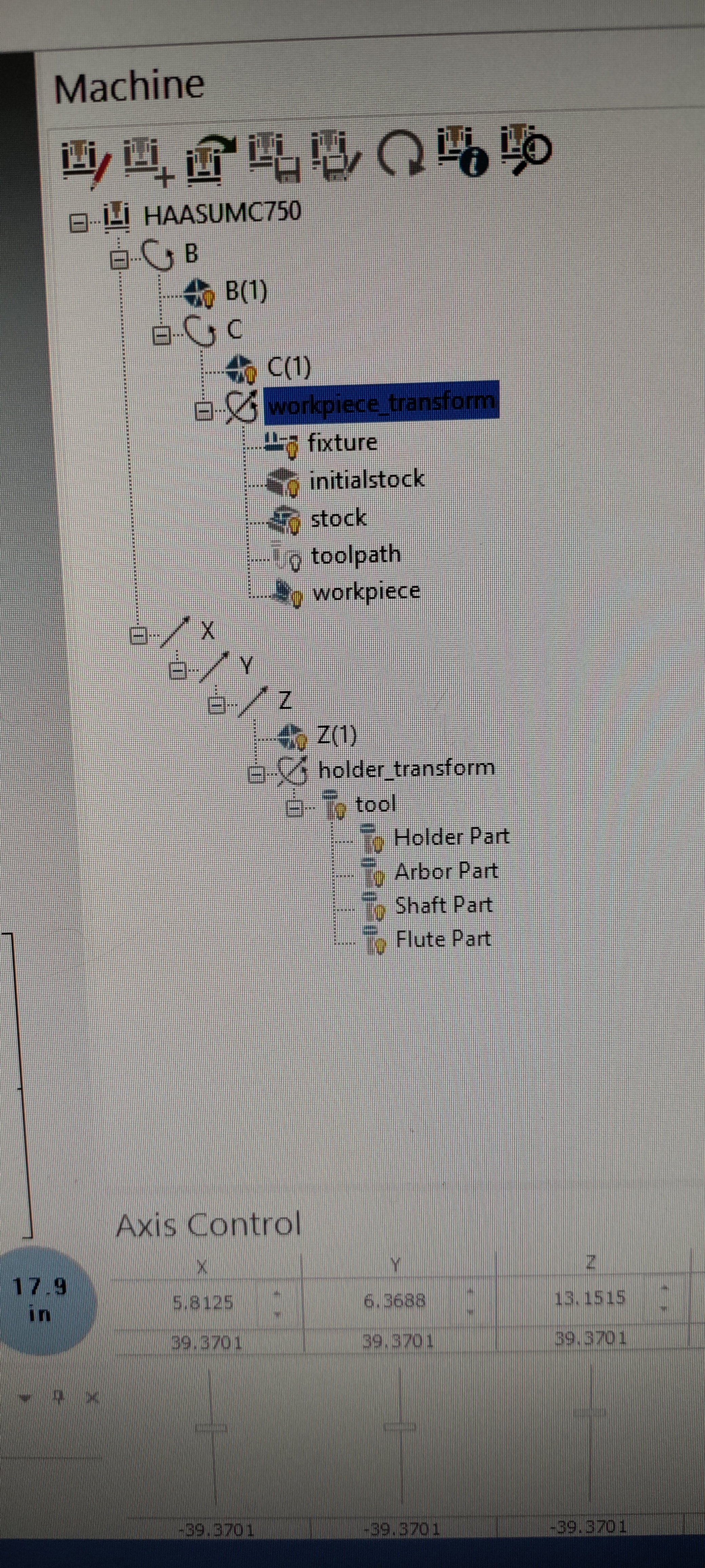
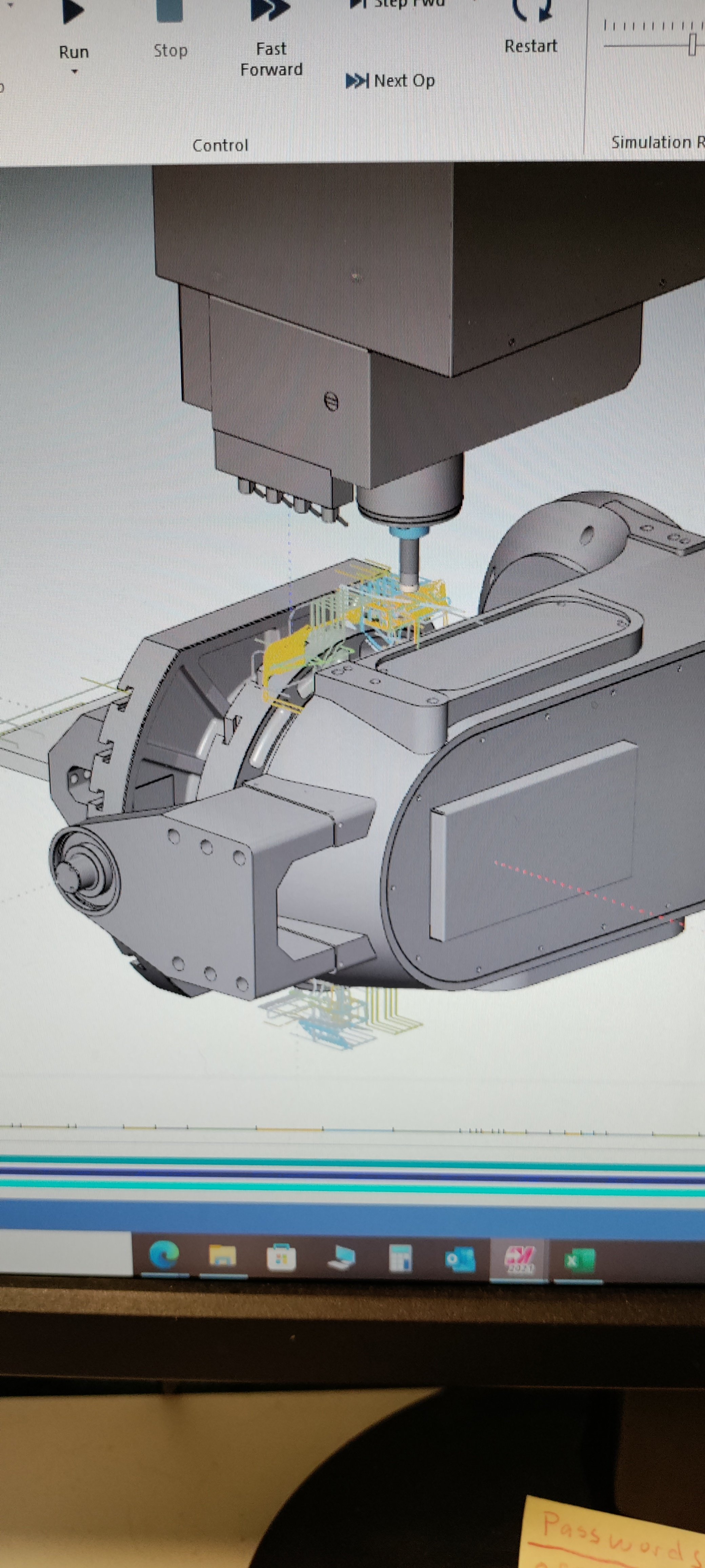
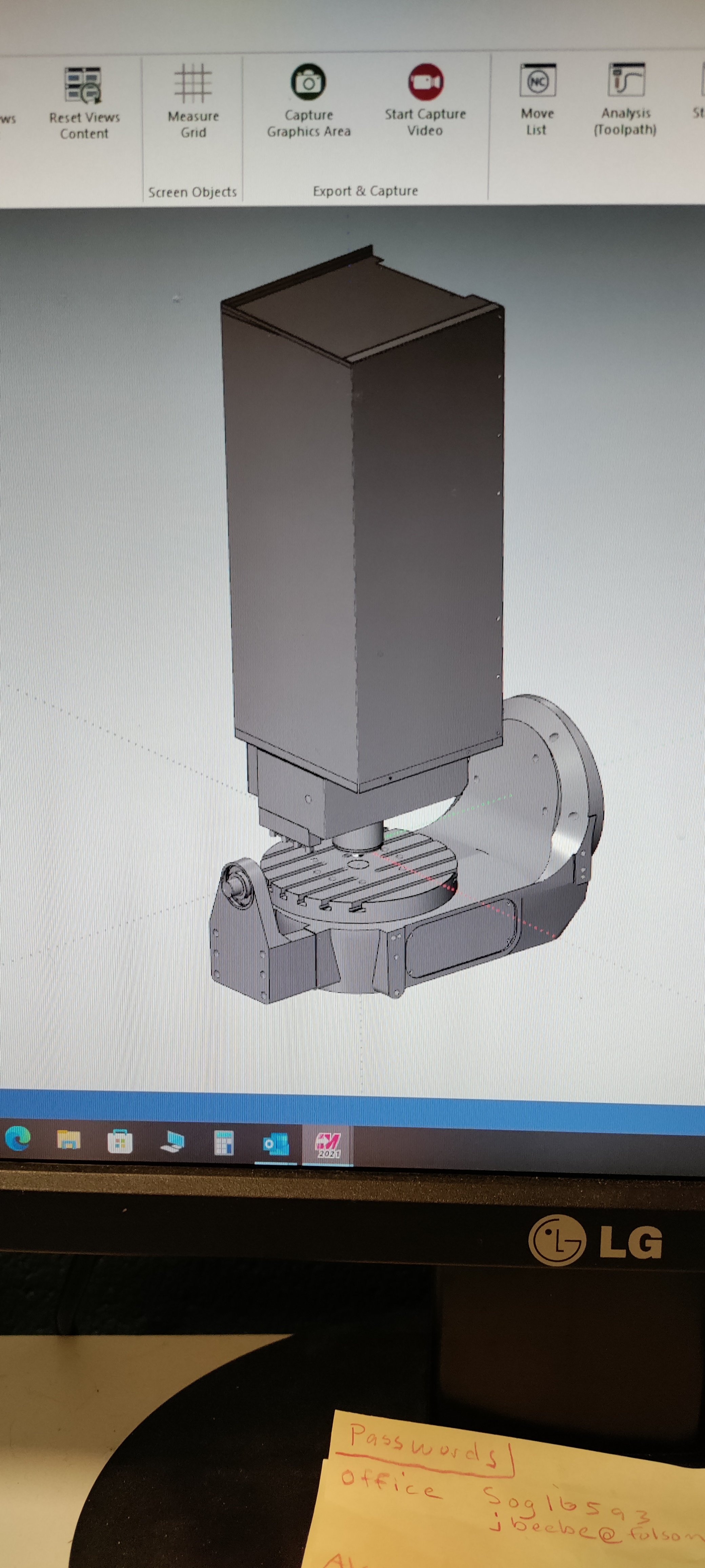
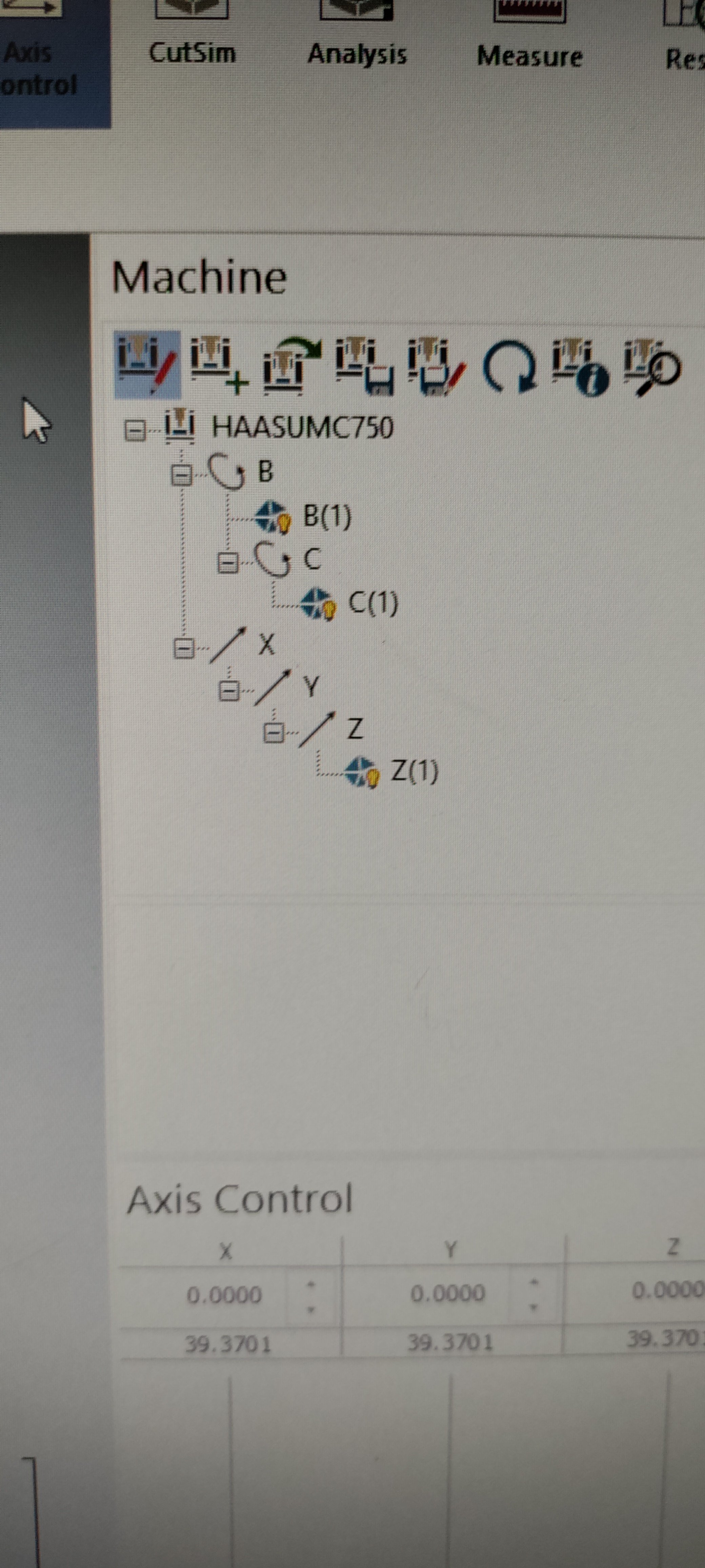
I have been trying to create a HaaS UMC-750 for machine simulation. When I use the sliders on the axis control tab all the axis seem to move correctly but I get this error when I try to load the machine.
A translation axis is missing in the xml.Machine Defintion initialized with default definition.
I am attaching a picture of the error message, the machine geometry, and the tree I used to create the machine axis.
Pretty new to creating machines for machine sim so any advice would be greatly appreciated
-
Thanks for the help. I ended up ball milling the area that caused the C-axis direction change and split the 5-axis curve into two tool paths. One path had all C+ numbers and the second path had all C- numbers. In the meantime my reseller and IHS are looking into the the post to see if there is anything they can do about it.
-
Thank you. I will look into those options and let you know how it works out.
-
Hello,
I'm trying to finish a profile on a part using 5-axis curve. The toolpath backplots and verifies great. When I post the code the C-axis starts at C173.445 and rotates in the positive direction. When it gets to C179.981 it jumps to C-179.822 instead of continuing to rotate positive past 180.00 degrees. I'm using Mastercam 2018 and the post is and updated In House Solution Post. I have tried signed continuous, signed direction, and shortest direction under axis supports continuous positioning in the machine definition but get the same result. It seems like something is limiting the post from going past C180. but I can't find it. Also if I post a toolpath from the left plane I get C180.
Please see sample code below.
(T32 - 0.375 BULL-NOSED ENDMILL - H32 - D32 - D0.3750" - R0.0200")
N100 G00 G17 G20 G40 G49 G80 G90
N110 M11 (B-AXIS UNLOCK)
N120 M69 (C-AXIS UNLOCK)
N130 (ROUGH CLEARANCE FOR BALLMILL)
N140 (TOOLPLANE NAME - LEFT SIDE)
N150 T32 M06 (0.375 BULL-NOSED ENDMILL)
N160 G00 G17 G90 G55 C173.445 B100.505
N170 X-9.1868 Y3.7997 S3500 M03
N180 G43 H32 Z4.2694
N190 G94 Z-.6306
N200 G01 Z-.7306 F12.
N210 X-8.9847 Y3.6634 F30.
N220 X-8.9056 Y3.6048 Z-.7079 C173.643 B100.428
(This section of code has been removed to make it easier to read)
N490 X-6.7301 Y2.047 Z-.1838 C178.994 B98.296
N500 X-6.6481 Y1.9902 Z-.1679 C179.192 B98.215
N510 X-6.5661 Y1.9334 Z-.1524 C179.389 B98.134
N520 X-6.484 Y1.8767 Z-.1372 C179.587 B98.053
N530 X-6.4017 Y1.8201 Z-.1222 C179.784 B97.972
N540 X-6.3194 Y1.7636 Z-.1075 C179.981 B97.891 <------- Last line of positive code for C-axis Should keep going past 180.00
N550 X-6.237 Y1.7071 Z-.0931 C-179.822 B97.81 <--------Jumps to C-179.822
N560 X-6.1546 Y1.6507 Z-.079 C-179.625 B97.729
N570 X-6.0721 Y1.5943 Z-.0652 C-179.428 B97.647
N580 X-5.9894 Y1.538 Z-.0516 C-179.231 B97.566
N590 X-5.9067 Y1.4817 Z-.0384 C-179.034 B97.485
N600 X-5.8239 Y1.4255 Z-.0255 C-178.838 B97.403Any help is greatly appreciated.
Justin Beebe
What I meant to say is when I post a three axis toolpath from the left plane I get C180 output
-
Sheikhi
If you were programming before I assume you have some machining experience which is good because that is where the road to CNC programming begins. There are many tutorial books and video lessons out now that can teach you to learn Mastercam. Two good ones to look at are streaming teacher and eapprentice. Also in the store section of this site you will find tutorial books and ecourses. Get yourself a copy of the Mastercam Home Learning Edition try some of the tutorials, and ask questions in this forum.
Best of luck,
-
Colin thank you again. You are the man.
-
 1
1
-
-
Colin,
Thank you for helping me. Everything works perfectly. I added the lines to the post here.
# --------------------------------------------------------------------------
# FORMULAS - global formulas
# --------------------------------------------------------------------------
toolcountn = toolcount + 1 # Index!
toolcountp = toolcount - 1 # Index!
tloffno$ = 1 # ADDED TO FORCE T1 OUTPUT FOR EVERY TOOL JB
tlngno$ = 1 # ADDED TO FOR D1 OUTPUT FOR EVERY TOOL JBIs this where you would typically add these lines
-
1
-
-
We just purchased a Makino A51NX four axis horizontal mill with a Professional 6 control. The control is Fanuc based and it runs along side windows 7. Oddly every tool has to have an H value of 1 and a D value of 1 called out in the program for the tool length and diameter offsets.
For example I need the code to be:
T1 H1 D1
T2 H1 D1
T3 H1 D1
I am using Mastercam 2018 and I started with the 2018 MPmaster post. I'm not sure how to force H1 and D1 output for every tool.
Any help is greatly appreciated.
-
We have 16 CNC mills mostly 4/5 axis with two programmers. We do aerospace work with part quantities ranging anywhere from one piece to 1000 pieces and everything in between. We are probably 50% repeat work and 50% new work. We have plans to buy some new machines in the future. So far so good with two of us.
-
If you want verify to become more accurate automatically as you zoom in click the file tab inside verify then click options. Once there select the check box for adaptive quality. You will have to restart the mastercam simulator for the change to take affect.
-
Once you start using a 3D mouse it will be hard to go back. I have one for programming at work and one for home for when I program at home.
-
3
-
-
When I use 2D Highspeed and want the tool to plunge at a certain point I do the following:
1. Chain my machining region
2. Chain my entry point under entry chain
3. Select plunge only under entry method
4. Select center on point
Not sure why you are getting an error. Make sure you have the point chaining option selected when you chain you entry point.
-
Select the operations you want to lock and press "L" on the keyboard. A lock symbol will appear. To unlock them press "L" again.
-
In your control definition under Tool in the control topics list check "enable staged tool routines" and you should be good to go.
-
1
-
-
I thought the same thing gcode
-
Sounds pretty good gcode.
IT gave the approval for a system with widows 10 because the I7 8700 processors do not support windows 7. I found this from CPU Solutions. I can get it with 64 Gigs of RAM for around $2850. It says its a video editing computer but it seems to have everything that would make a good Cad/Cam computer.
Here are the specs and link:
Customization Available:: Basic CustomizationIntel I7 8700 4.7 GHzVideo Chipset: Quadro P4000Interfaces/Ports: DP 1.4 (4)CPU Socket: H4 LGA-1151CPU Type: 8th Gen Core i7MPN: CEV-5766Brand: CPU SolutionsCase Size: Mid TowerMemory Size: 32GB ----------This will be upgraded to 64 GIgsMemory Speed: 2666Storage Capacity: 512GB NVMe M.2 SSD & 2TB HDD-
1
-
-
gcode,
How is the Boxx Appexx brand working out for you. Do they come with windows 7? I was just checking out their website.
-
Thanks for the replies I will see what I can work out with IT. I will keep you guys posted.
NPT Taps in Matercam Tool Library
in Industrial Forum
Posted
Thank you I appreciate it!