Mic
-
Posts
278 -
Joined
-
Last visited
Recent Profile Visitors
1,780 profile views



Mic's Achievements
")



-
Is there a common benchmark test we could use for comparision? I just got a nice new rig:-) Intel Core i7-7820X ( 8 cores x 3.6GHz ), 64GB memory, 500GB Samsung 960 Evo and Quadro P4000
-
CAMplete Vs ICAM Vs Vericut
Mic replied to Greg Williams's topic in Machining, Tools, Cutting & Probing
To be fair it must be said that it was 1.5 years ago I last used Camplete, but at that time Vericut was running in circles around Camplete when it came to tight tolerance material removal simulation. For normal simulation with collision checking the speed was fine. -
CAMplete Vs ICAM Vs Vericut
Mic replied to Greg Williams's topic in Machining, Tools, Cutting & Probing
please delete -
CAMplete Vs ICAM Vs Vericut
Mic replied to Greg Williams's topic in Machining, Tools, Cutting & Probing
Greg, what made you choose LF-160 over LX-160? Did you do any testing prior of both models to test accuracy difference? Regarding you question, I would prefer a bullet proof post for Mastercam and then Vericut with all its speed and features. I've worked with both Vericut and Camplete. Camplete is a nice "toy" and is very usefull for application Engineering like testing machine setups with different fixtures for new parts. But for material removal simulation it's slow compared to Vericut. And no AutoDiff. -
More DMG than Mori Seiki I believe
-
Simple explanation. In X6 and older, peel mill was simple trochoidal motion whereas X7 has adapted the dynamic mill style for peel mill. So a 10% stepover will give you a 36.9° engagement angle and depending on how narrow your groove is this will affect the actual stepover.
-
A rotary axis like this? :-)

-
Here the impressive V.Max-800.

-
No ram. The base is like a big square cube with the Y axis traveling on top of it. With tandem ballscrews ( one on each side ) I think I got a brochure somewhere with a picture. Will see if I can find it and make a scan.
-
One bad a$$ vertical machine design was the Matsuura V.Max-800. Very ridig design but too expensive to build so this was abandon in favour of the more conventional V.Plus series.
-
Old generation FX5 had a 20k spindle, the later ones a 27k. Y+Z in spindle and X in table was the same kinematic setup as old Okuma MX-x5VA(E). Okuma then changed to X+Z in spindle and Y in table for the current MB-x6VA(E) series. Benefit from XZ in spindle and Y in table is less overhang.
-
Matsuura MX-520
Mic replied to Josh Kinney -Elite Engineering's topic in Machining, Tools, Cutting & Probing
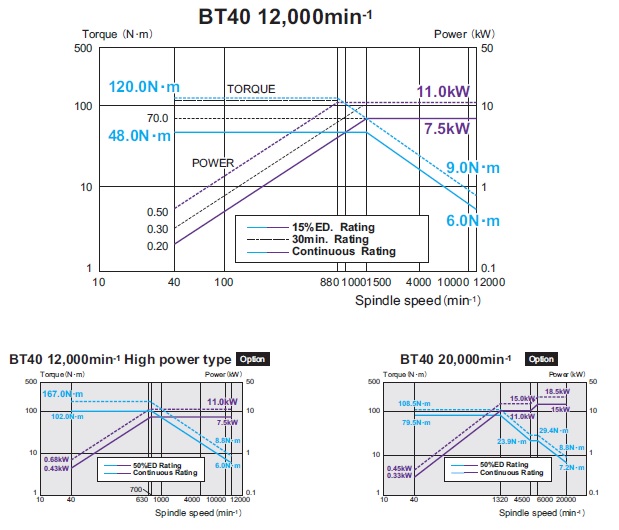
I would consider getting it with the 20,000rpm spindle. From 1,320rpm and upwards it has more power/torque than both 12k and 12k power up. The 12k high power type spindle is only more powerfull below 880rpm.
-
At EMO I was told they can do a M200 with 12 meters Z travel Alfa-Laval machineshop close to my home has 3 M150 with the 2.5 meters big bar slide option. Price tag around 3mil €
-
Which controller? MillPLUS, TNC or Siemens?
-
Sounds very time consuming to probe all these datums. You've 2 options: 1. Program everything from pivot point and let the post handle the coordinate transformations. 2. Make a makro in the controller that "tracks" the datum for you based on initial datum and A and B angles. All the machines I helped install was with option 2.