HEAVY METAL
-
Posts
1,328 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by HEAVY METAL
-
Yes, I tried same file from server and from desktop 129,000kb and about 10s longer off server . one minute 10s to open . That seems way to long . Even a smaller files take 50s to open .
-
I know if a part file is large it might take awhile to open in mastercam 2021. My issue is every file takes long to open up . Now my files are off a server so I get that might be most of the problem but I don't know if that's what my case is. Anytime i switch to a new window in side mastercam it drags . Example would be editing tool parameters . It takes way to long to open up . MY question is that maybe I got something not optimized in my mastercam settings that is slowing everything down is it my computer . Does anyone think my setup is outdated . Processor Intel(R) Core(TM) i7-2600K CPU @ 3.40GHz, 3401 Mhz, 4 Core(s), 8 Logical Processor(s) NVIDIA Quadro K4200 32 gig memory SAMSUNG SSD 830 Series ATA Device
-
I have a part material is cast magnesium. It is a mill job . Does anyone have some helpful tips on machining this stuff. I just know about 25yrs ago a old timer was tuning this stuff and it caught fire and bout scraped the lathe . Just have not had this stuff in the shop except fot a long time ago. Thanks
-
jeez Right in front of me . Must be a Monday
-
Good Monday ! Is there a way convert a note from auto cad to geomerty in mastercam Thanks
-
Good Morning , I am not asking for a post . I've have been a member too long not to know this . I do have a question that might save me some time .Is there a generic post maybe here or on the main mastercam site I can download to use. I have a teacher that used to work with me now is a industrial arts guy. He has a hass mill at his high school . They have no cad software and he wants to see if I can make a couple of name plates for the school . Basically trying to help him out . Thanks
-
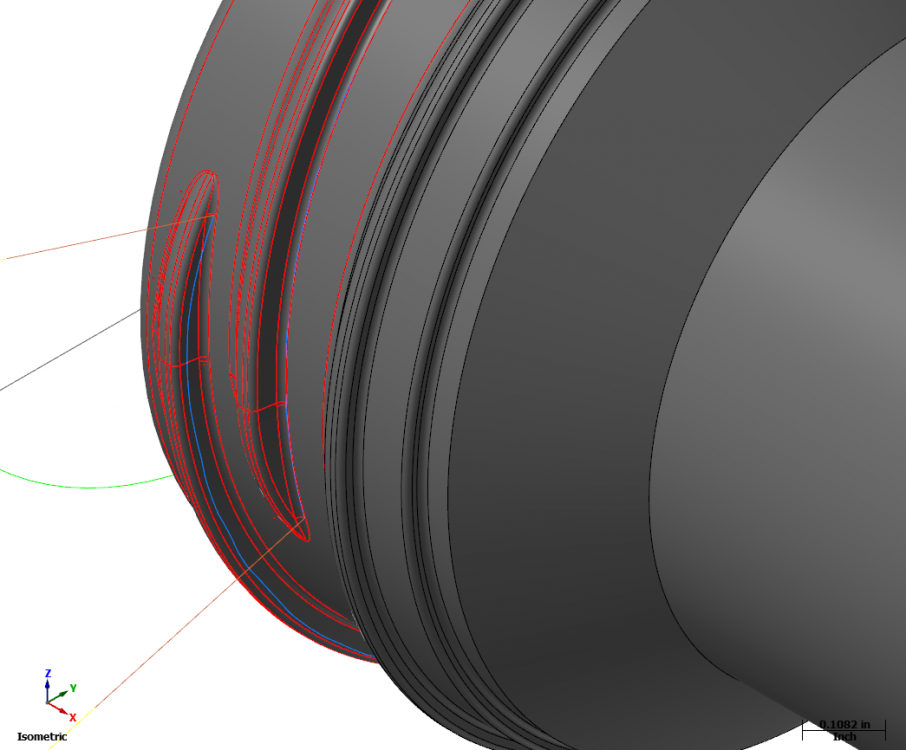
CH002499r2.tifCH002499r2.tif If you look at the hybrid tool path it is not going all the way down from the top to the bottom . At some point om the way down it jumps down to about the top of the fillet in the bottom . then goes back where it left off and finishes . Nothing gouge but you can see the squiggly line that takes off about in the middle and starts somewhere else . I don'y know if there is a problem with the model but I have tried missing with different settings in the toolpath but know luck. I tried both machine as solid and surface and same thing. Any ideas whats causing this . Thanks
-
VERISURF TOOLS For MASTERCAM 2024
HEAVY METAL replied to Verisurf - Ernie Husted's topic in Industrial Forum
Good Morning , I tried a few times and I have not got a link from in e-mail. I uses a couple of ones and neither one had any luck . -
Verisurf Most Used Free Tools
HEAVY METAL replied to Verisurf - Ernie Husted's topic in Industrial Forum
ok what is a pierce point ? -
My company picked up the maintenance for 2021 Mastercam. Is this correct that X+ set up sheet is not a free dowmload .
-
Good Morning Ron, I was able to machine the backside of the 2 threads with the mult axis flow tool path and that cleaned up that choppy looking back side with .02 dia ball endmill. Then a little polishing . Thanks the help . I have been in and out of the shop with this pandemic slowing things up and the chiller went out on my mill also . Murphy's Law lol
-
Ron , You cant see it but it has is two thread segments . Both identical . So I was wondering why one toolpath looks good and the other doesn't. So if I understand you right there is a slight deviation between the surfaces ?
-
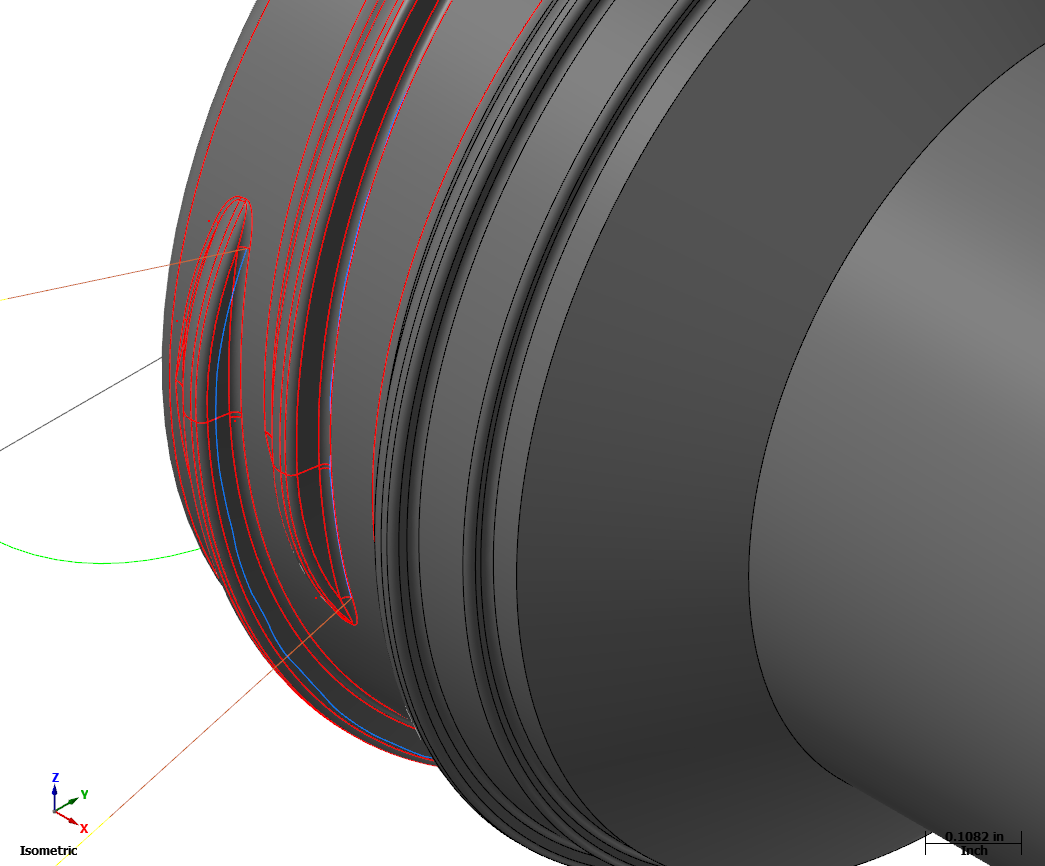
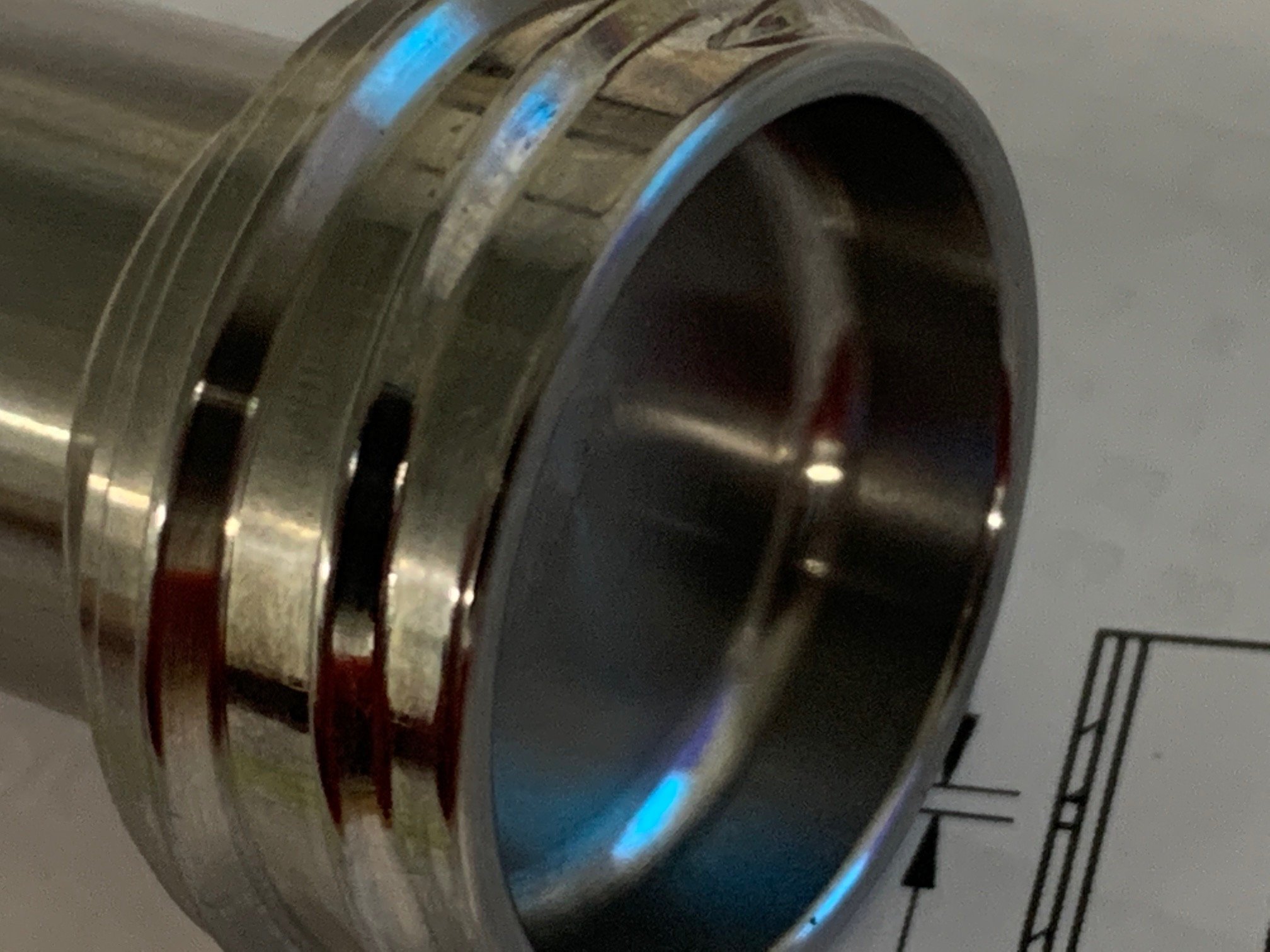
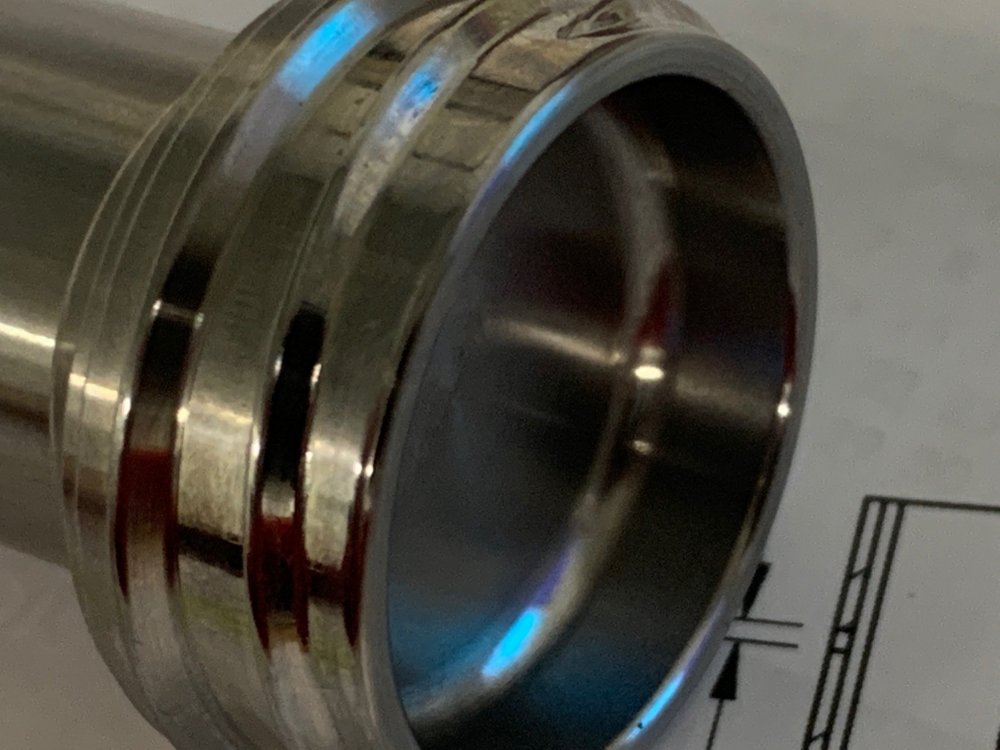
Hi Ron I got some tapered end mills (harvey tool) that I think will work . One thread 10 deg looks good the other won't stay down . Not sure why on is giving me problems they ate both the same thread spec . If you look close you can see the toolpath on the screenshot. One thread looks like it is blending well and the one is up off the bottom . I'm running 2019 Do you have any idea how to force that down to the bottom of the radius . I have surfaced machined the 4 ends of the thread before and it has worked good. 0 and 180 index to complete . My other question is blending the form on the tops of the threads . What was your idea on that. When you get some let me know what you think . Thanks
-
Ron I'll look into that angled cutter thanks
-
Ron I played around today with both those paths . I have a crack at it again Monday .
-
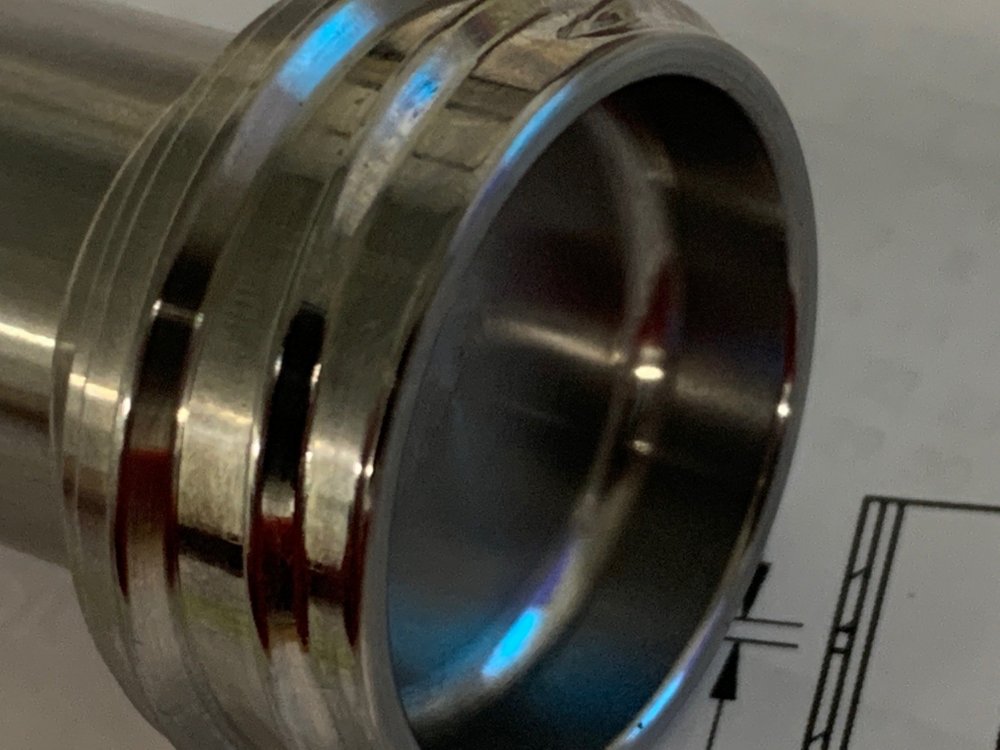
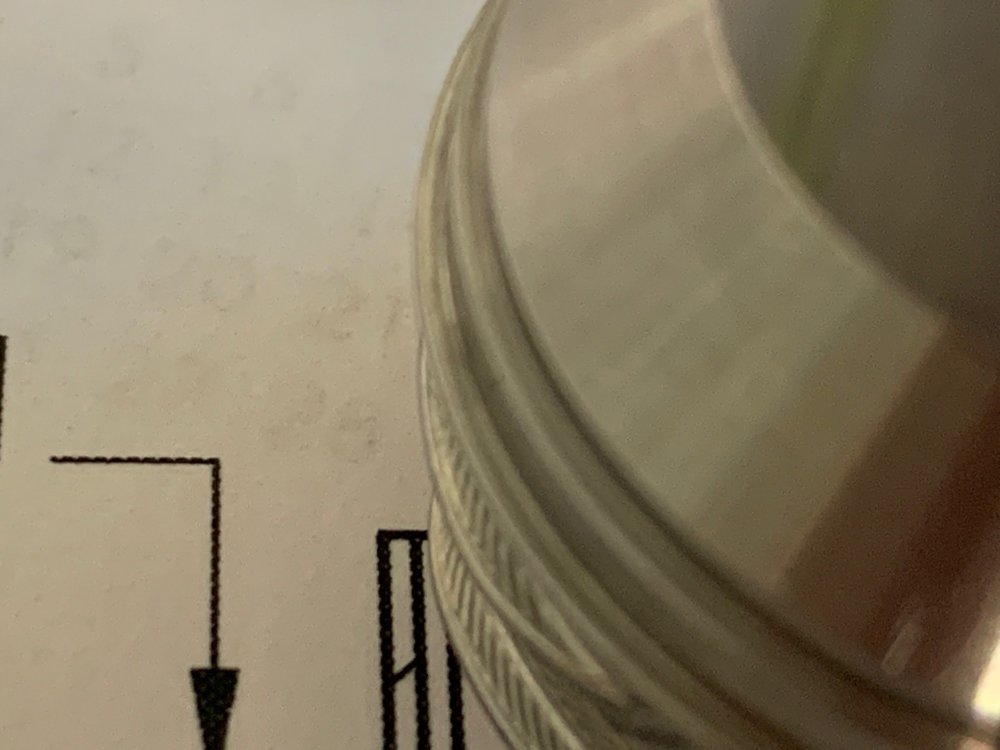
Looking at the images my surface finish is nice on the front side of the form but on the backside its is rough . I'm using a 4th axis to mill this thread . I have tried the rotary tool path and morph path set to 4 axis but with the same result no matter what the step over . Does anyone know what might be giving me the choppy finish on the back side. I have a image of the tool path attached and you can see that it does not craw down smoothly on the back side of the form . Happy Friday Hope everyone is staying healthy 251206.tif
-
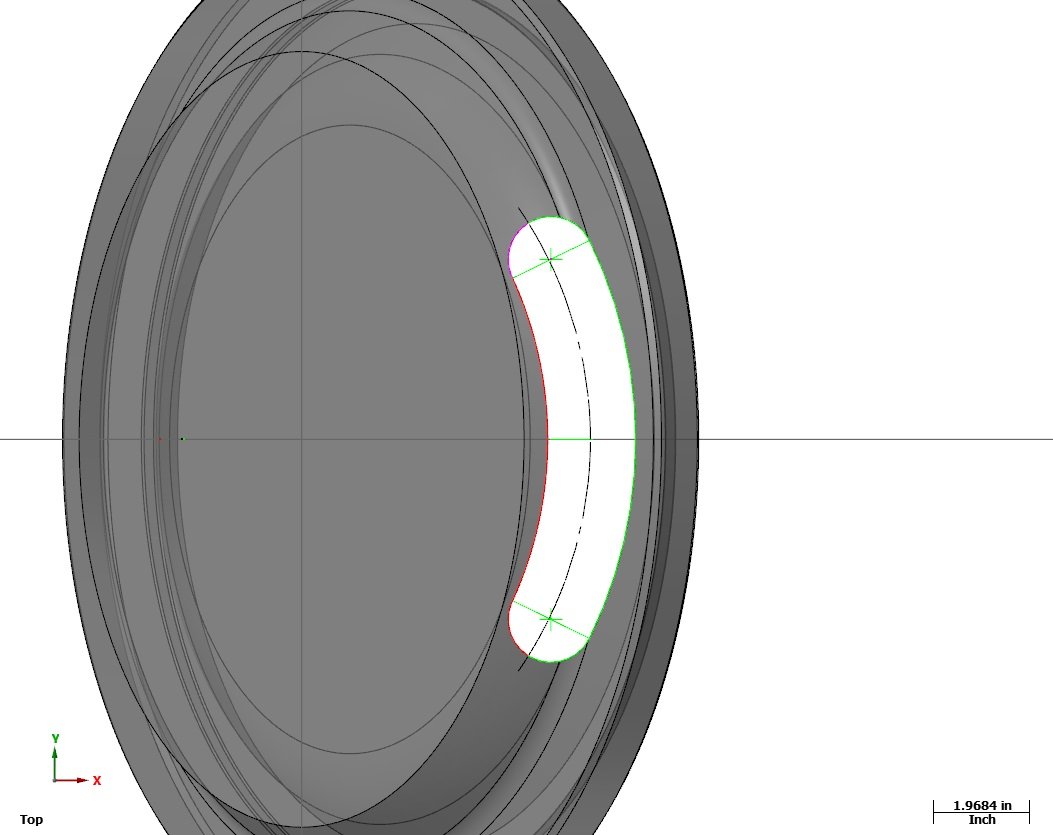
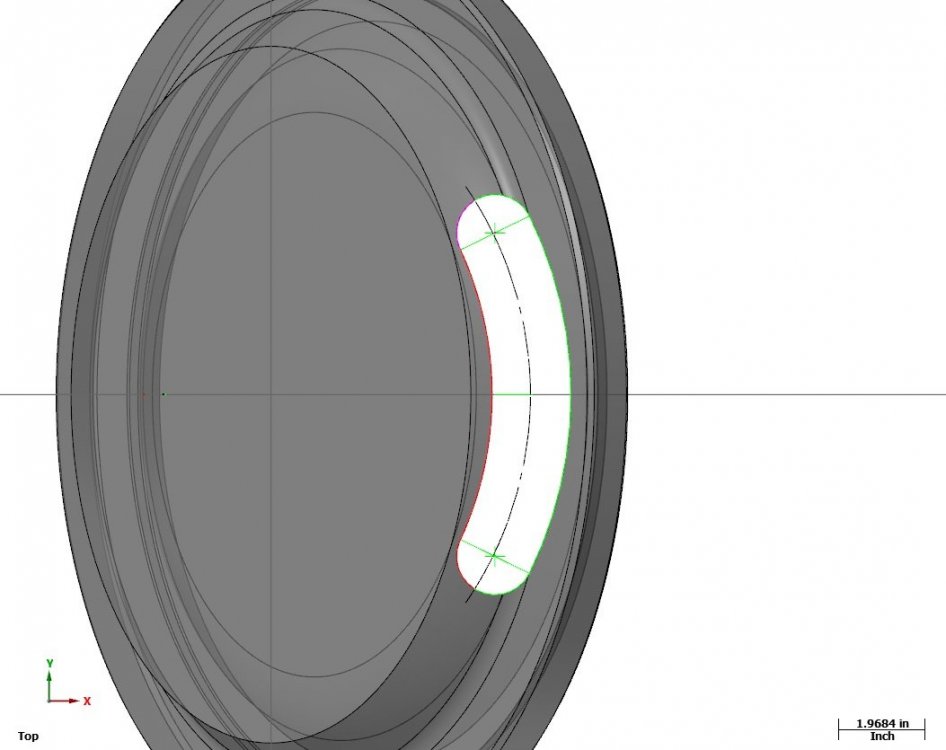
What do you guys think is correct . 5axis or Greg created the ends of the toolbody by extruding the 1/2 circles . I created the toolbody ends with solid fillet .875 r . When you compare the two slots at the bottom it looks longer end to end using the half circle method .. I'm not sure which way is correct . What is your guys opinion . 2 DIFFERENT RADIALLY CUT SLOTS COMPARED mcam.mcam
-
I was able to replicate this and instead using Boolean to add the radius ends I just extended the sweep to the length of slot then used solid fillet to create the full radius ends . Then did the Boolean remove . This is why this forum is so great . I would have struggled a lot more without everyone chipping in .
-
Well looks like everything is saved 2020 version . Damn . My company did not pick up maintenance for 2020 . Not sure why . They have been pretty good about it the last 4 versions . Got in a pickle when they let it lapse for a long time Like mc5 to 2017 . Wanting to do some complex parts and I had to really push because the software was so outdated . Almost moved on . Been working for one company my whole life 28-29 yrs .
-
I have just looked thru all the replies again at home and it looks like Greg's idea is the ticket . I will take a look at the file at work in the morning . Just another example of this great forum and all the people that contribute .
-
I’m sorry not getting back to all of you . I have been off for some of the holiday . Then got into another difficult job. Josh’s idea is the one started with .I did create the solid . I just revolved the cad I had and used that geo. Then I tilted the part to 35 deg to make the surface perpendicular to the Z . I was able then to create the fenced surface. I was not too worried about the position . I just wanted to see if I could trim the surface to create the surface . That’s when I got an error or it just seemed mastercam just ignored the command. I have reading thru all the results and see if I can replicate what everyone has been helping me with . I’m at home with out access to mastercam. I hope Monday I can get back to that file . I’m just finishing another hot job.? Thanks for all the responses.I hope everyone leaned something. I will let everyone know my progress. Hopefully I can recreate it . HAPPY New Year !
-
Z , I will try that . Thank you
-
Hello, I can program the tool path 5 axis but, I am struggling on how to create this slot radially thru the part . Can anyone point my in the right direction. I just extruded the pocket thru the part like in the picture but it is not right . Thanks Happy Holidays 1166-1028-000W.pdf
-
looking for a place that sells parts
-
I know this is a stretch . Looking for back up disk for Anilam 1100 commando control