





gcode
-
Posts
15,783 -
Joined
-
Last visited
-
Days Won
423
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by gcode
-
True, We were looking at a monster Mitsui Seiki 5X trunnion machine (HU100-5XL) when I was referred to an Okuma MU100H by a couple of guys on this forum. The Mitsui Seiki was an 18-24 month build. The Okuma was on the show room floor in North Carolina. As our need was yesterday, that pretty much sealed the deal. It was a fortunate thing too, as the Okuma with it's OSP200 control turned out to be a far better solution for the parts we are running on it.
-
I moved to the Main forum where it will get more eyeballs. I have no experience with Mori/DMG mills though I've heard stories about reliability. We have a 2008 Mori NT6000 5X lathe and the service has been good, though the wait for an available service tech has been lengthy in some cases.
-
Personally, I'm an Okuma guy. We bought an Okuma MU1000H in 2013 and have run it hard 24 hours a day 6 days a week for a decade. It has been such a good machine we bought a 2nd one in 2023. With a 170 station tool magazine and a 2 station pallet setup they are consistently the most productive machines in the plant. A 6 station pallet changer is available for these, but that would take up too much space for us. We struggled to find room for the 2nd machine. They build vertical trunnion machines as well from 4000mm tables to 8000mm. Okuma 5 axis machines
-
Haas UMC-750, tools vary .006 from beginning to end of day.
gcode replied to 5AXIS505's topic in Industrial Forum
even after the spindle caught fire??? -
Haas UMC-750, tools vary .006 from beginning to end of day.
gcode replied to 5AXIS505's topic in Industrial Forum
That's perfectly normal LOL serious though, back in the day I was part owner of a small shop We had 2 Hass VF1's with 5C collet indexers.. We made boatloads of money with those 2 machines. -
As always when you need help, ask the experts. Thanks guys!!! I'm using the new automatic on a vane I'm doing as it looks really good in MC Backplot , Postability Machine Sim and Vericut It will be several weeks before it gets a real world test on our Okuma MU-1000H. I'll report back then.
-
Thank you !!! "latest release of MW documentation" is this something that is available the masses??
-
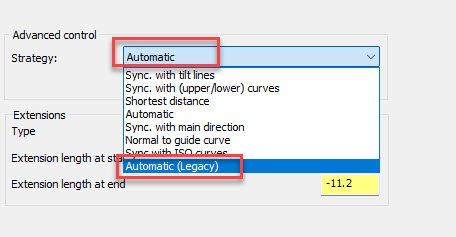
Asking questions on the Mastercam forum is a lot like shouting at clouds, so I thought I'd try here. The MC2025 PB3 Swarf Toolpath/Advanced Control now has Advanced and Advanced (Legacy) Obviously there is something different about the new Advanced or they would not have let Advanced (Legacy) behind. Does anyone know what the difference is? I'm doing a new project and getting excellent results from the Swarf toolpath. but I really can't detect any difference between Advanced and Advanced (Legacy)
-
Please can some one help!! I have an error message Code 55 !!
gcode replied to Makgerard's topic in Educational Forum
with our sharing a file, it is unlikely anyone can help you. -
Haas UMC-750, tools vary .006 from beginning to end of day.
gcode replied to 5AXIS505's topic in Industrial Forum
Harsh, but true -
Haas UMC-750, tools vary .006 from beginning to end of day.
gcode replied to 5AXIS505's topic in Industrial Forum
wet cardboard is the deluxe upgrade -
Haas UMC-750, tools vary .006 from beginning to end of day.
gcode replied to 5AXIS505's topic in Industrial Forum
Yes, but the duct tape, bailing wire and chewing gum holding those UMC-750's together is highly susceptible to thermal expansion and compression. -
I saved the three curves out as an IGES file and imported them into SpaceClaim. The SpaceClaim command Blend produced a surface that looked exactly like what we ae looking for. Then I IGES'd the results back into Mastercam and the beautiful curved surface came into Mastercam looking like a flat surface. However, if I launch the command Analyze Dynamic and inspect the "flat" surface, the arrow moves in a curved pattern. I believe this is a Mastercam graphics issue. I think the surface is actually correct but the graphics tolerance setting I'm using prevent it from being correctly displayed. If I had more time, I'd trying applying a scallop toolpath to the surface and see what the posted code looked like.
-
Send it to [email protected] there is a reason for that. You can find that here You can browse most of it without an account. If you want to access the forum, you'll need to create an account from a PC with access to a legitimate Mastercam license. and at this point I am bringing this thread to it's well deserved end.
-
No experience with them Thier website is current and says "Designed, Engineered and Assembled in the USA" I suspect they are manufactured in China and shipped to the US for final assembly ... and a Made in the USA sticker. They list a surprising variety of machines on their website. If you Google Map their address 70 Jon Barrett Road | Patterson, New York | 12563 and check the satellite view you'll see they share a building with a woodworking shop and there are about a half dozen cars in the parking lot. Personally, I'd steer clear.
-
Contouring with 1/4 in ball end mill from bottom to top
gcode replied to zachdem1000's topic in Industrial Forum
We had a Fanuc controlled VTL that was very touchy about arcs A Fanuc service tech came out and adjusted some parameters that controled the tolerance of arc endpoints and radiuses. That solved the problem -
I don't know what version they started doing this, but with MC2024 the industrial and educational version are the same download. Whether it runs as an industrial seat or educational is controlled by the license you are using... so if you are seeing a bug in educational, it should be there in the industrial version.
-
Azoth May I respectfully suggest that when you get to work tomorrow, you upload an industrial copy of this toolpath. Until you have done that, there is no way to know if this is a bug. If it's a bug it can be submitted to QC.
-
My brain was thinking Verisurf, but my fingers typed Vericut
-
Contouring with 1/4 in ball end mill from bottom to top
gcode replied to zachdem1000's topic in Industrial Forum
The ModuleWorks 5X toolpaths are licensed from ModuleWorks in Germany. Everything else is created and maintained by CNC Software. That includes all the old legacy 5x toolpaths, 2 and 3d contouring, pocketing, high speed surfacing, drilling, 2 and 3D dynamic roughing and finishing and all lathe toolpaths. To Mastercam's credit, the toolpath filters are much better than they used to be. It used to be a little scary using the filter because you never knew when a filtered toolpath was going to get a glitch and blast through a wall or an arc was going to wipe out a part with a 358° move instead of the desired 2° arc. Filtering used be scary, I worked with people who would not use filtering under any circumstances... even if they had to break a file into multiple programs to get it in the machine. Filtering is much more reliable and safer than it used to be. It has been years since a filtered toolpath bit me. -
Contouring with 1/4 in ball end mill from bottom to top
gcode replied to zachdem1000's topic in Industrial Forum
This thread made me think of this very useful old Camistructor video. I always forget these toolpaths are available. -
Bitdefender Endpoint Security updates their threat definitions several times a day. I was able to install with no issues at home on a machine the uses the personal version of Bitdefender. I did not hear back from QC, but I tried the install again at work this morning and it ran fine. I guess BD got things straightened out.
-
True dat.. If it doesn't work, they shouldn't be selling it,,,, and they sure as hell shouldn't be calling it "turnkey"
-
Yes, Vericut Free Tools is an addon for Mastercam.
-
They just released MC2025 beta3 this morning. I'd wait a while before installing it. I just tried it and things did not go well. We use Bitdefender Endpoint Security here. it flagged the install as malware, cancelled the install and sterilized the install package. I've filed a bug report and will update this post when I have news.


