





gcode
-
Posts
15,783 -
Joined
-
Last visited
-
Days Won
423
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by gcode
-
I'm not going to waste anymore of my time helping this guy. He's not here for help, he's here to demonstrate his astounding genius to the dimwitted masses. However, I believe Mr Fish's area mill suggestion can be programmed to do exactly what El Magnifico is trying to achieve, and it can be done directly from a solid model without creating a single piece of wireframe.
-
There is a very simple old school way to do this. Make a single depth pass/2D contour that has the desired radial stepover. Make the leadin/leadouts excessively long. Backplot the toolpath and save the geometry, Trim the start and end of the geometry as desired to eliminate the air cuts. Chain the new geometry using a C/L toolpath, and add the desired depth cuts It's a little work, but when it's done, you have exactly what you want.
-
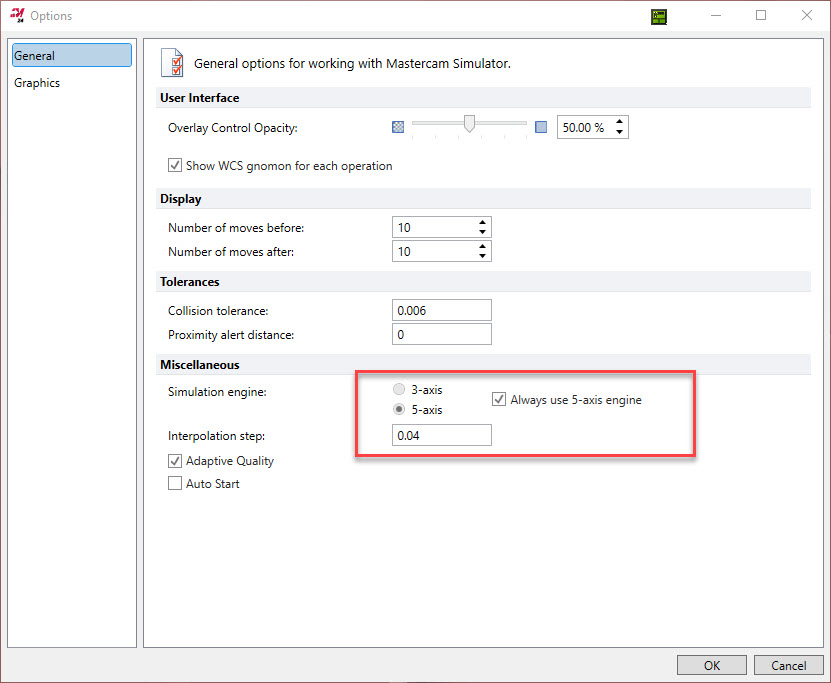
Your video card is barely entry level for a modern computer It's 14 year old technolgy, but even so, Machine Sim should run properly Try this Once Machine Sim or Verify is launched, click Files/Options and check Always use 5-axis engine
-
this is what Ref Points are for if your screen shot is all one tool path, it won't work, but if you have a roughing path, then a finish past, you can use Ref Points to do what you're looking for
-
Next on the agenda AMD ThreadRipper processors From what I've read, they can achieve clock speeds that blow Intel i9's away I don't remember where I read it, but I've also read that they are not suitable for Mastercam or other CAD/CAM software. Again, an AMD Threadripper a big $$ bet I'm not willing to take. Has anyone tried one with Mastercam.??
-
Mastercam.com' Minimum Requirements page says yes Mastercam.com I had a laptop with an ATI card in it 20+ years ago. It gave me nothing but trouble, till i found a little patch file that emulated OpenGL support. Then it worked OK. I'd never consider an ATI card today. The stuff NVIDA builds works well. I'm not up for a $1K+ bet on door #2
-
Linking imported solid models in Mastercam
gcode replied to Thee Rickster ™'s topic in Industrial Forum
Mastercam announced they were "partnering" with Varco Reports a couple of weeks ago I have no idea what "partnering" entails and have heard nothing further on the subject since then. -
On the bottom left of the Verify window there is a Precision slider You should slide that to the far right of maximum precision.
-
Dang, I'm getting old!! The Quadro 4000 is 13 years old
-
This will solve your problem Quadro RTX A4500 $1100 A word of caution.. if your PC is really cheap, the power supply may not be adequate. This card does require a secondary power cable above and beyond the power it gets from the PCie slot it plugs into.
-
At least we've solved the mystery. Now you've got to pound on IT for a new machine, or it least a new and proper video card
-
right click the desktop choose NVIDIA Control Panel
-
now go check the video card your co-worker with the "old" machine is running
-
I've found that the video card makes a huge difference in Machine Sim performance both in launch times and simulation speed. I recently purchased a new PC and have updated my siggy to reflect that. The difference in performance from my old machine to the new one is might and day and my old machine is a very good cad/cam machine. The new machine opens even large complex 5X programs in seconds and simulates them smoothly at whatever speed I choose to run them. You state that your coworker's old PC runs machine sim fine, while your new machine does not My opinion is that an older machine with an old cad/cam worthy video card will run machine sim better than a newer machine with a desktop class video card. You haven't told us what video card you are running but I'm guessing it is the cause of your troubles.
-
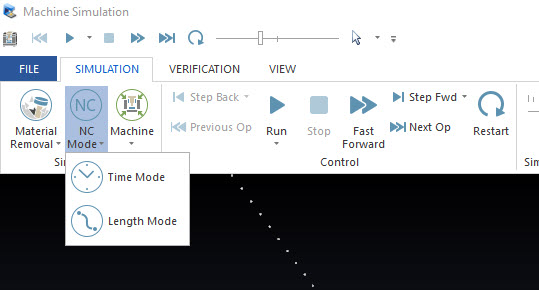
Have you tried switching between Time Mode and Length Mode Depending on the type of toolpaths you are running through Machine SIm, these switches can have a huge effect on simulation speeds
-
Is there a way to convert Virtual Gibbs geometry to Mastercam?
gcode replied to Scorpio7's topic in Industrial Forum
Is VG doing subscription-based licensing these days? If you can get a perpetual license, just stop creating new VG files at that version. We bought out a small company that used VG's and as far as I know there is no way to convert VG to MC. You might be able to save out the geometry as STEP or Parasolid or IGES but that won't help with the toolpaths. -
yes I have run into this recently and IMO that is a really lame and unhelpful error message.
-
In my experience this means one axis that should be orthogonal is out of square by some minuscule value. This is most likely caused by using solid surfaces or geometry that's not as square are you think it is to create a tool plane. This is a report on a tool plane for B45 on a plain Jane Mastercam HBM post Work Offset : 0 Origin (world) : X0. Y0. Z0. Origin (view) : X0. Y0. Z0. Matrix : X0.70710678 Y0.70710678 Z0. : X0. Y0. Z1. : X0.70710678 Y-0.70710678 Z0. If that Z0 was Z.0001, the post would define this as a 5X rotation and choke because it's a 4 X post The solution is to rebuild the plane so that it is properly defined.
-
Haas VR9 Post Processor
gcode replied to Transition Composites's topic in Post Processor Development Forum
That VR9 looks very light duty to me. Programming Vertical C/A machines that don't have a full 360° C axis is PIA too. I guess it might be OK for the right work. -
I used to work with a guy who had his default chaining tolerance set to .008" I typically run at .0002" I always had to remember to bump my chaining tolerance to .008 when I opened one of his files, Otherwise, they'd blow up like Joe Biden's brain trying to speak a coherent sentence.
-
How to output arc code when using 4th axis
gcode replied to bird2010's topic in Post Processor Development Forum
I agree, It's great for drilling holes, but useless for circle milling or thread milling. Numerous enhancement requests have been sent in to CNC Software and the issue is being looked at. I have no idea if or when the issue will be addressed. -
How to output arc code when using 4th axis
gcode replied to bird2010's topic in Post Processor Development Forum
In you first post your screenshot shows 4X output You are using multiaxis toolpaths and they do not produce arc output. If you want arcs and wear comp you will have to create a tool plane for each hole and use a regular 3 axis toolpaths -
When you have a process developed that you are happy with you can export it and save it to an operations library. The next time you need that process you can import it into your new file
- 1 reply
-
- 1
-

-
It's worth figuring out. It works the same way as legacy scallop. pick your drive surfaces chain a containment boundary ( and set it to stay inside a couple of thou) and set your Linking.... there are a lot of new options here You can spend hours playing with the different options.. but you shouldn't need any of the fancy stuff for this toolpath
-
My mistake, I assumed you were using the new high speed scallop toolpaths. It is so superior to the old legacy scallop that I haven't used it in years. If the high speed scallop is available to you, you should try it.

