balnh
-
Posts
114 -
Joined
-
Last visited
Recent Profile Visitors
1,490 profile views





balnh's Achievements
")





-
Axis Substitution posting in 1.16 degree increments
balnh replied to balnh's topic in Industrial Forum
I don’t have a multi-axis liscense. I ran the parts no problem, roughed with optirough with axis sub. My question was why does the generic 5 axis post break up the c axis motion so much with Axis sub toolpaths. My generic Haas 4 axis post posts nice short Nc code. I figured it was generic 5 axis post limitation. -
Axis Substitution posting in 1.16 degree increments
balnh replied to balnh's topic in Industrial Forum
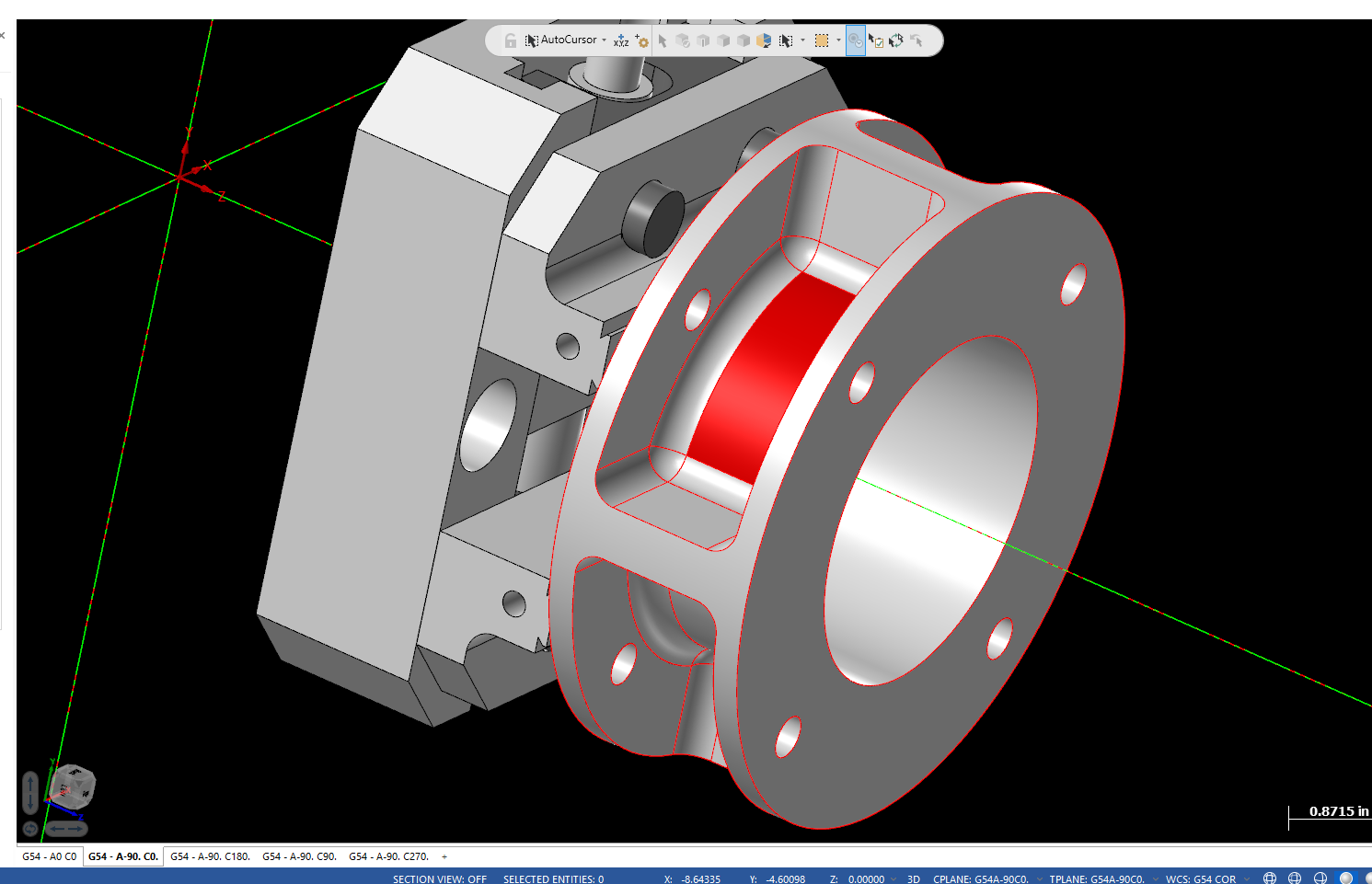
Here is a screen shot. The feature in question is the red face. The part sits on center on the COR. The undercut is concentric to the bore and outside. No angles on it just a cylinder.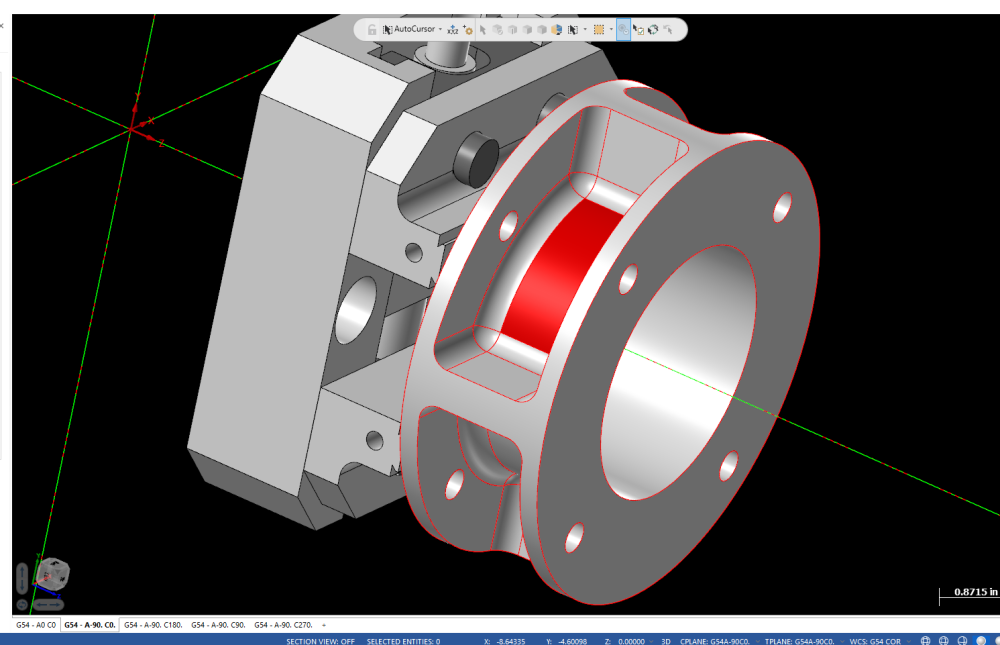
-
Axis Substitution posting in 1.16 degree increments
balnh replied to balnh's topic in Industrial Forum
Fair enough, that’s what I figured with the generic post. -
Axis Substitution posting in 1.16 degree increments
balnh replied to balnh's topic in Industrial Forum
I did unroll the geometry, created a flat surface from the wireframe. The code posted from the 4th axis haas post I have is short and sweet. That’s subbing the Y for A. -
I have a simple toolpath that’s posting with many breaks in the C axis motion. I am using generic Fanuc 5 axis post. Subbing x axis for C on a table-table AC machine. I did a search and read about brk_mv_head and brk_max_ang. I set them to 1 and -40 respectively. Did not change output. I tried different combos and didn’t affect output at all. I downloaded the newest 5 axis post from the Mastercam website and got the exact same results. I posted with 4axis haas post and got perfect nc code. I have come across this in the past and I was only doing some deburring and didn’t think twice, this toolpath is a flow line so it’s taking about 30 c axis moves to move about 60 deg or arc. Just mildly annoying but the machine will run the program. Is this something in the post that can be fixed? Thanks
-
Awesome, I appreciate this. I have a lot of reading to do.
-
Thanks for the reply. I have a Sinunerik manual that I downloaded but the Yaskawa/Siemens manual that came with machine doesn’t have much information in it. I do have the Yaskawa/Siemens “Supplementary explanation for Macro Porgram”. Thanks for the help and nice in the right direction.
-
Shop I work in has a Matsuura With Siemens 840 control on it. Never had the need to run any macros on it but I plan to convert some Fanuc macros to run on his machine. It’s not running in Siemens Mode so it’s just running Fanuc/Yasnac g code. I started to convert the variables from From #100 to Y_[100] format. The arithmetic and Other functions seem self explanatory. My main question is What’s the format for an address like Z#100 or X#101? If anybody can point me on the right direction I appreciate it.
-
Posting subrograms with .nc or .sub extension
balnh replied to balnh's topic in Post Processor Development Forum
Thanks. That did it. I appreciate the help. -
Posting subrograms with .nc or .sub extension
balnh replied to balnh's topic in Post Processor Development Forum
Lol I didn’t even think to look there, thanks Millman. ...But it’s set to .nc The main programs post with a .nc but the subs post with a .sub extension. -
Good morning, I messed around with a post to post subs as individual programs. I followed the instructions in this link: https://forum.mastercam.com/Topic24759.aspx Posting works as planned except it posts with a .sub file extension. What do I need to do to post out subs with a .nc file extension. Thanks
-
I use 2 and 3 flutes for aluminum, I’m not familiar with c103 but it doesn’t sound like it’s any fun. Treat it like 316
-
I’m not familiar with that alloy. For pure niobium I would use carbide if I could, and ramping not plunging. I treat it like 316. Drilling with high speed drills just kind pushed the material and left a huge mushroom. Fortunately I only have to go -.125 deep so I circle milled the thru holes.
-
Here’s how to go all G154 from MPmaster if haas, [ p_wcs = workofs$ - five #G154 P1 to P99 "G154", *p_wcs #g_wcs = workofs$ + 104 #G110 to G129 #*g_wcs ] You can download the post from this site HTH
-
I’ve done a fair amount of small electronic packaging out of this stuff. For endmills I used 4fl Altin or Tialn coated. 150-200 SFM IIRC. High copper content isn’t bad at all like 70/30 or 80/20 WCu. It’s a tad abrasive. 90/10 is very abrasive. The higher copper alloys I’ve drilled with regular Hss no problem but the 90/10 wore out the corners pretty badly.