





J Coulston
-
Posts
638 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by J Coulston
-
Thanks everyone, IT took the upgrade recommendations per your advice. Thanks again, caught it in time.
-
Thoughts on new PC IT spec'd before its too late. Mainly programming 4axis HMC positioning, with very light 3d surfacing. TIA
-
Loading heavy aluminum billets HMC
J Coulston replied to J Coulston's topic in Machining, Tools, Cutting & Probing
Thanks everyone for the responses. Still measuring to see which way to go. -
Hello all, Looking for ideas on lifting and loading 200lb billets on HMC tombstone. Unfortunately I can not get our forklift to the machine location. My first thought is gantry or jib crane maybe a manipulator. I saw a really cool loading station on a FMS system that would lay the tombstone horizontal for loading but that is out of the question. Any other ideas or best practice on how you are loading/unloading. Thanks John
-
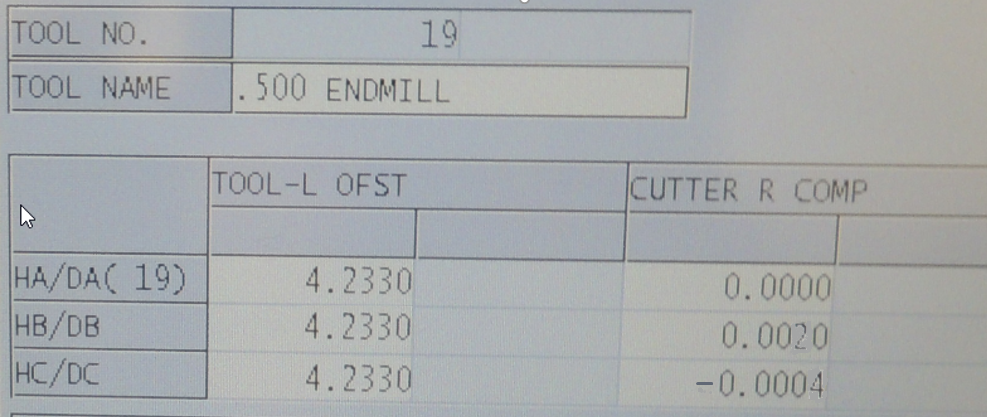
Working on an Okuma MB5000 OSP300 HMC control. Each tool number can have three length H and diameter D offsets. How do you handle the three offsets in MasterCam? On the operation tool page the H and D offsets have to be an integer between 0 and 2147483647. I do not anticipate using a tool number greater than 9999. I am thinking that the straight tool number (T1) would 1= A, 20001 = B, 30001=C then use post logic to output the correct ABC offset. T109 H109 D109= T109 HA DA T109 H20109 D30109 = T109 HB DC Machine offset page. DA=0 DB=.002 DC=-.0004 How are any other Okuma user handling the ABC offsets? TIA John C
-
Okuma Schedule, Program Source alarm 2612?
J Coulston replied to J Coulston's topic in Industrial Forum
MD1:/ fixed it. NSTRT PSELECT MD1:/TEST1.MIN PSELECT MD1:/TEST2.MIN /GOTO NSTRT END Thanks all for your help. -
Trying to get Okuma MB-5000 OSP-300 to run a schedule pallet program, one file on each pallet. NSTRT PSELECT TEST1.MIN PSELECT TEST2.MIN /GOTO NSTRT END Schedule works fine with two 1kb files, cycles thru with the pallet ready button until block skip is turned on. Schedule runs first 500kb program then alarms out when it should load the second 40kb program. Both programs run file by themselves. 2612 Alarm-B Schedule program: main program load 5201 '1' 5201: Main program file was not found. Assuming it is a memory limitation issue. The .MIN and .SDF files are stored in MD1: How do I direct PSELECT where to load the files from? TIA John Coulston
-
When I try to post with the debugger icon I received the following error. "The MP post debugger can only be used with a single instance of Mastercam running! Posting will be aborted." Select the OK button and the dialog closes without posting. Windows task manager shows only one instance of Mastercam running? Any ideas? TIA
-
6061 Dynamic Milling Speed and Feeds?
J Coulston replied to J Coulston's topic in Machining, Tools, Cutting & Probing
Thanks YoDoug Standard Okuma HiCut, we only drill and tap holes, cut pockets and heat sink fins in aluminum. The Okuma is a real step up from the late 90's Hass that we are currently running. I tell the Hass machinists that the Okuma can cut faster that the Hass can rapid, they think I am lying. -
Under the gun and dont have time to perform more research, I remember there used to be an Excel file that had parameters but was not able to find it. I have a 6061 part with a large cavity approximately 5.0 x 14.0 x 2.4 deep that I am planing on dynamic milling. It has been so long since I have been driving MC or a machine for that matter that I don't remember reasonable speeds and feeds. Running the part on a new Okuma MB5000HII max15K RPM, 3flt ZRN 2.5loc carbide SEM, Lyndex Nikken Big Plus NCAT40-C1-85UG milling chuck. I have an old video of the load screen from a Mori NH5000 I used to own that was running at 243ipm at 14000k. Though I don't remember the tool Ø, DOC or radial step over so not much help. Any starting parameter suggestions would be appreciated. TIA John
-
Mplmaster - Master G-Code Post - Version X5
J Coulston reviewed Webby's file in Mplmaster (all versions)
-
Hello All, I am looking for the best practices/advice on how to control CNC programs to comply with the AS9100 7.5.1.3 requirements. Should both the MCX file and the NC file be controled or just the NC file? I was thinking that I would only need to control the NC file as the MCX is a means to an end. QA is inspecting the NC file to verify machined part compliance to the print after the part is run. Does anyone use Vericut to comply with this requirement? I was thinking on adding a post line somthing like this O0001 N10 (PROG VALIDATED=) then enter the date QA inspected and validated the machined part to the print, mark the NC file read only. Possible Directory structure: Server/2300/2300 Proven/2300 Data The verified NC files would be stored in Proven directory read only and the MCX and scratch files would be save in the Data sub directory. Thoughts, recommendations on the most efficient way to comply? Thank you
-
Hello All, I am working on developing a few key performance indicators for our captive shop. I have been searching the net for information, most of what I have found have been abstract indicators like world class shops invest in 5axis machines, lights out machining. I have not been able to find very many verifiable metrics to compare our small shops current state to world class standards. What do you currently track at your shop to measure your performance? Is there anything that you have tracked that turned out to be of little or no value? How do you verify if any improvements you make are truly beneficial? What is your shops reasonable scrap percentage rate? What is your percentage of spindle cutting time or equipment utilization (OEE)? http://www.mmsonline...s-and-equipment Thank you,
-
Does the 2D 3D setting have any effect?
-
Does X6 Stock Model work with transformed ops? If I create a stock model of the individual operations model looks correct, if I select the transform operations I get garbage.
-
I don't have anything to add that hasn't already been covered, other than a styrofoam peanut works well for holding small wires for measuring PD with the 3 wire method.
-
Hello all, Would anyone be able to recommend a quality online VMC gcode class? I found a bunch thru goggle. Wanted to see if anyone had first hand knowledge. TIA John
-
About 20 minutes south of Harrisburg Pennsylvania.
-
We currently have an opportunity for an experienced MasterCamX6 programmer to join our manufacturing team. You will be responsible for programming and assisting in setting up and run off of close-tolerance small CNC machined parts. You will be involvement in manufacturing planning, production and collaborate with QC on first article inspection. We have over 20 years of experience manufacturing precision machined components for electronic, frequency control and medical instrumentation industries. Operations are in a climate-controlled non-smoking work environment. We are IS09001:2008 and ITAR registered. Candidate must be a US citizen. We offer competitive salary ($25.00/hr to $30.00/hr) and benefits package. Relocation assistance available • Minimum 7+ years’ experience programming CNCs Mills and Lathes using Mastercam X6 using solid models. • Minimum 7+ years’ operating CNC equipment (Mills/ MTM Lathes) with a strong back ground in 3 and 4 axis CNC mills (Mori Seiki). • Experience reading and interpreting blueprints and drawings and related specifications and processes. • Knowledge of HSM (14K -20K rpm) machining approaches for aluminum and engineered plastics. The ability to fine tune effective speeds, feeds and tool paths for optimal machine performance. • Experience with the inspection of close-tolerance parts and CMM experience is a plus. • Ability to write in process machine probing cycles a plus. • Knowledge of JobBoss ERP, Solidworks or NCSimul beneficial. Responsibilities of this position will include the following: • Developing and refining new CNC programs and program verification using NCSIUML • Archiving and detailing proven programs for future use. • Provide detailed tooling and setup instructions • Assisting Production department with the initial set-up and operation of CNC equipment and troubleshooting programs to maximize performance. • Working with the Planning department to layout and develop effective production plans. • Assisting with fixture design and development of tooling drawings to support manufacture. • Assisting with the inspection of in-process and completed parts. • Assist in Lean manufacturing cost/process improvement efforts • Candidate should have better than average understanding of Microsoft Word, Excel and Outlook. • Excellent communication, teamwork and organizational skills required • Participate in operator training and mentoring You may contact me thru this forum or my profile email. Thank you, John
-
See just posting here makes you smarter!!
-
Why is it that the minority always rules the majority? Give us a check box "Do not show this dialogue box again". Default to "Retain depth values of merged drill points? to "NO"
-
Yes please make it stop. The only time I have ever hit YES is by accident when I screwed myself. I always select NO.
-
Check the color of the first tool, maybe the same as the stock color?
-
SMED = Single Month Exchange of Die
-
Back plot, save as geometry, add geometry to eliminate cusps, re-chain using wait, post. Beat head on desk wondering why a simple task is such a pain. Feel happy that there is a work around and then remember why you love MasterCam.
