Hcarte
-
Posts
12 -
Joined
-
Last visited
Recent Profile Visitors
712 profile views


Hcarte's Achievements
")
Newbie (1/14)
11
Reputation
-
-
Service Update 3 Bug - random work offset generation
Hcarte replied to JeremyV's topic in Industrial Forum
If you change the tool number it dose not make that tool path dirty. If you post the code you still have the old tool number. If you regenerate the tool path it will post the right tool number. -
Service Update 3 Bug - random work offset generation
Hcarte replied to JeremyV's topic in Industrial Forum
Dose anyone have any more info on the tool number problem. We stopped using 2018 because of this problem. We just did all the update on 2018 and started using it again and ran into the problem again. If we roll back to the 2nd update in 2018 is it fixed? Did they fix it in 2019. Howard -
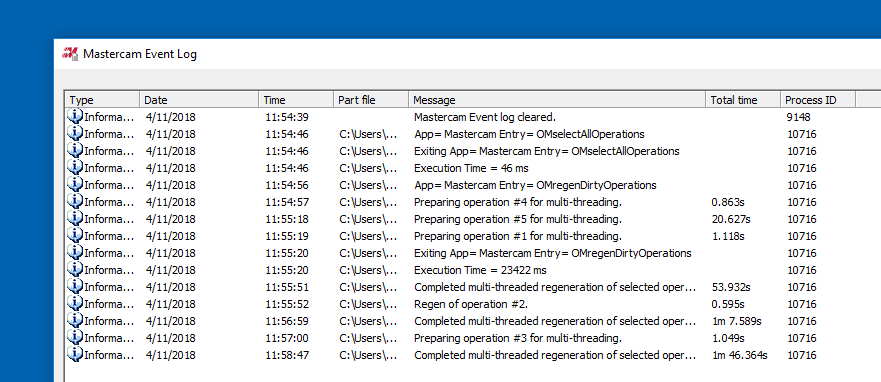
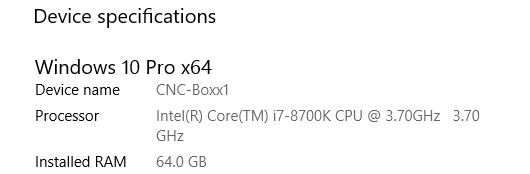
This is what I got. Boxx i7-8700k 3.7 GHz 64 ram win 10

-
The company I work for just spent a ton of money trying to solve this problem. We bought the latest and greatest Dells. We did not keep them we ended up buying Boxx computers they are way faster than the Dells. The box is about the same money as the Dell my Boxx is the Apexx with i7-8700 3.7GHz 64 Ram . Howard
-
Legacy toolpaths vs OptiRough for Die and Punch work
Hcarte replied to Hcarte's topic in Industrial Forum
I want to thank everyone that took the time to download this file and give us input about it.This was a great reality check. We will try to implement what we have learned. Thanks Howard -
Legacy toolpaths vs OptiRough for Die and Punch work
Hcarte replied to Hcarte's topic in Industrial Forum
Jeff, I keep reading that people quite using the legacy toolpaths because the new Dynamic and Opti stuff is so great. I just can see how a end mill to rough a part like this is better than what we are doing. I think Dynamic and Opti is another tool in the tool box, but for the parts we do they are not a good fit for us. -
We would like some input on some of the new toolpaths. We have been trying to make them work with the type of parts we make and we just cant seem to get any where with them. I have attached a die we made it took just over 15 hour to machine it. The part was cut out of 7.00 A36 plate with a CNC torch. We use Sandvik 210 high feed cutter to rough with. Then we use a sandvik 200 cutter for Restmill and Parallel passes. We use a 1.0 insert ball mill for finishing, after that we will do some leftover toolpaths with smaller tools. I had to zip the part it is 25MB Thanks Howard 04312-die-2ND-SIDE-TEST-MASTERCAM.ZIP
-
We are using Sandvik 210 high feed cutters. The die is 4.00 deep the material is A2.
-
Ron, I work for a company that makes exhaust systems for Polaris. We build all of our own Stamp tooling. We mainly use high feed tools to rough our punches and dies. Surface rough pocket is our go to toolpath. The die that I am working on today I roughed it with surface rough pocket the part took 18 minutes. I did the same part with optirough and the part took 24 minutes same tool same step over same step down. We have been trying to use the new toolpaths but cant seem to make them run as fast as the legacy toolpaths. I would like to hear your thoughts on bigger parts that are 4.00 to 6.00 inches deep. Howard
-
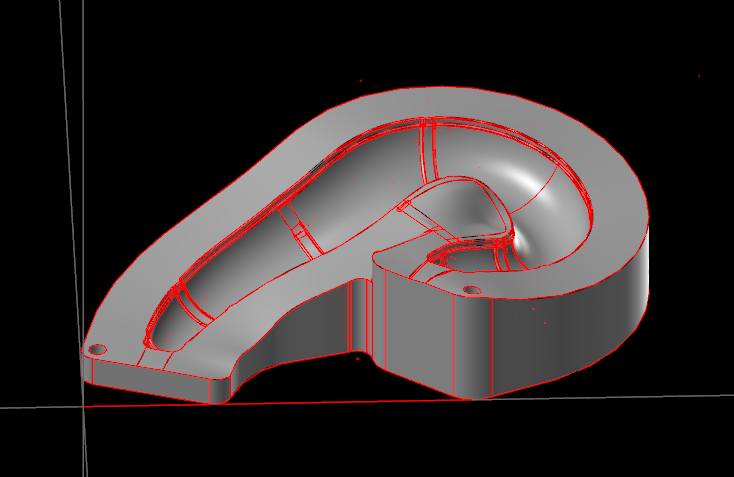
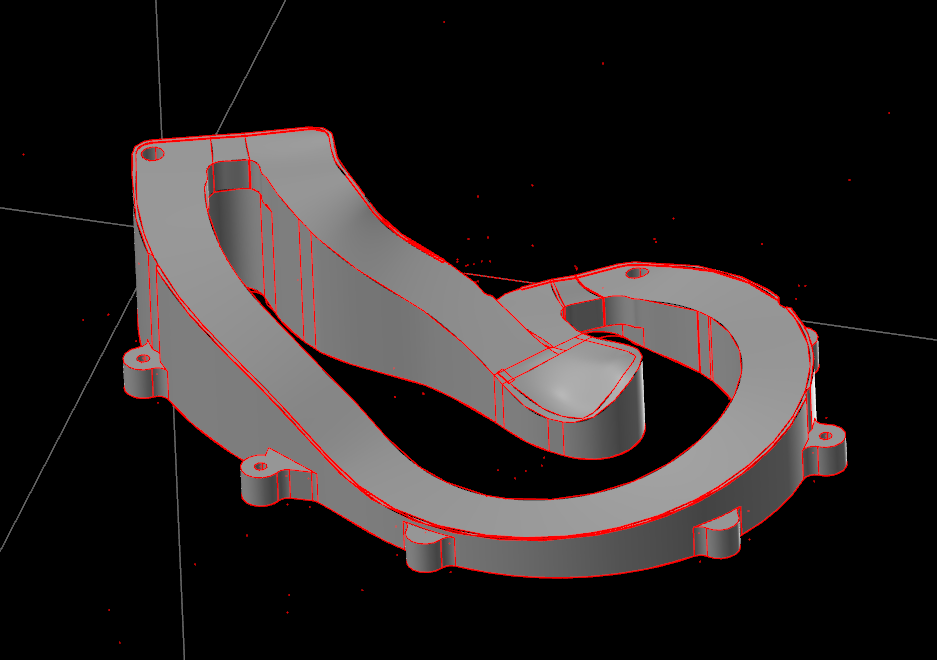
This is the part I am working on today it has 477 surfaces.

-
We have been using 2017 for a week now, it seem when you click on stuff it is slow to respond. Has anyone else noticed this? Thanks Howard