TheePres
-
Posts
1,054 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by TheePres
-
Increase Approach Height at the Beginning of the Program
TheePres replied to Isaiah's topic in Industrial Forum
Hello, You could look into modifying your tool change macro by adding "G53 Z+4.00" as last line in the macro. Please run this by a Hass AE.- 2 replies
-
- 1
-

-
- umc-750
- mastercam 2023
- (and 2 more)
-
Hello, Does my Mastercam have the capability to create a zip file of all the files required for a machine def, control and post so that person i share with just clicks on file and everything gets copied to proper folder. I believe these are called .mcam-control(sp) files, such as those shared on Mastercam site. Thanks in Advance. Sorry correct file format i am looking for is .mcam-content
-
Thanks Tom
-
Hello, Does the free version of MpMaster have an option to disable output of stock to leave on surfacing operations? Thanks.
-
I recall seeing an orientation video on what's new in MasterCam. I believe in the video the countersink itself was being selected instead of the hole itself. Might try that
- 3 replies
-
- 1
-

-
- drilling
- multi axis
- (and 2 more)
-
Any reason in 5 axis to have a WCS other than TOP?
TheePres replied to medaq's topic in Industrial Forum
Two Doosan DVF 8000 being installed now, comes with Camplete. Fun times ahead. -
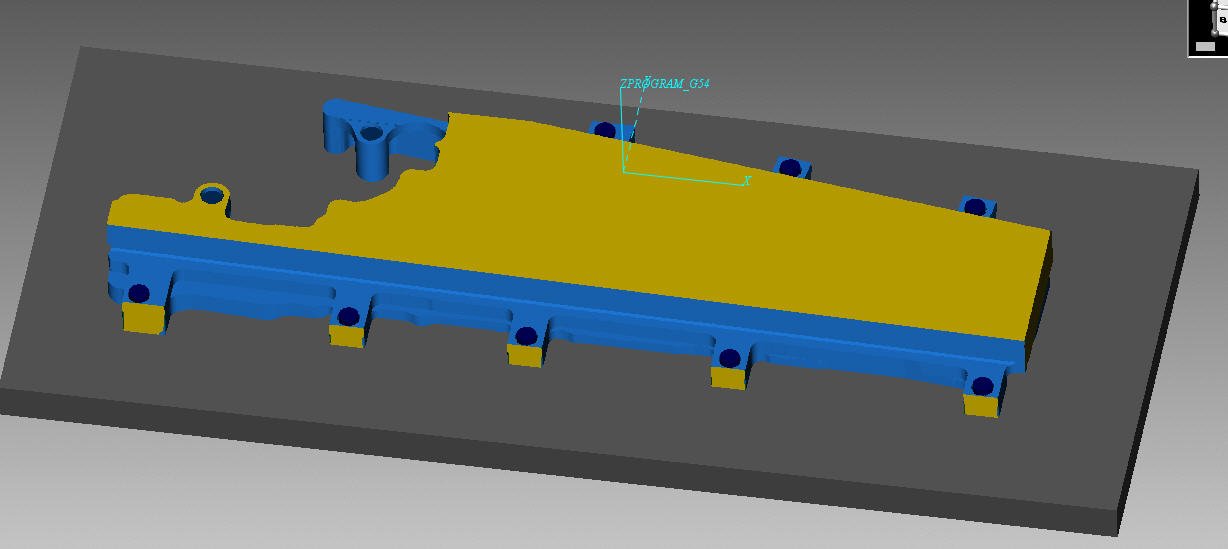
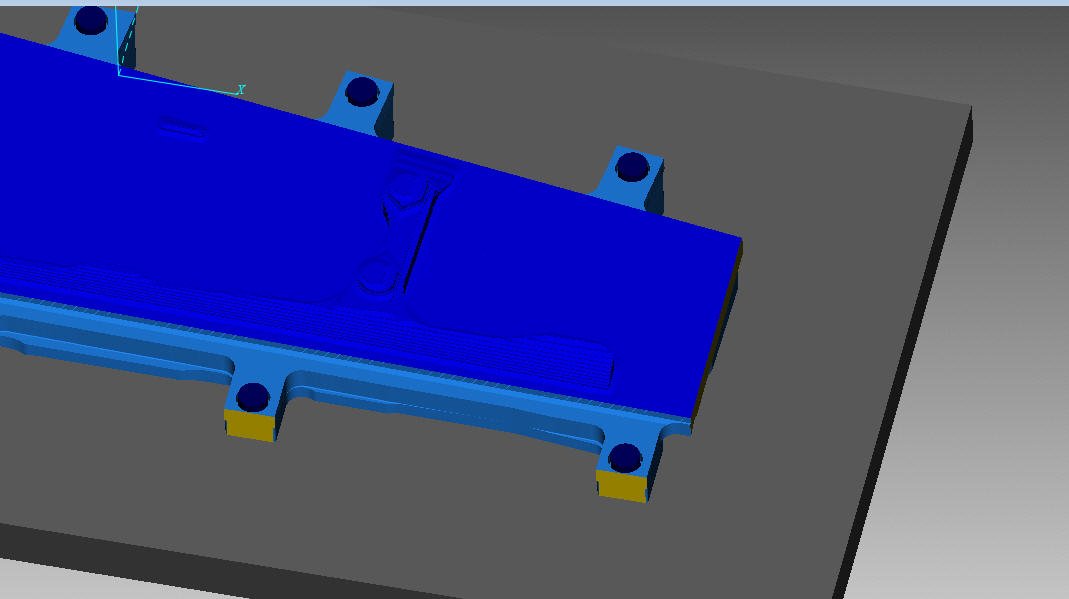
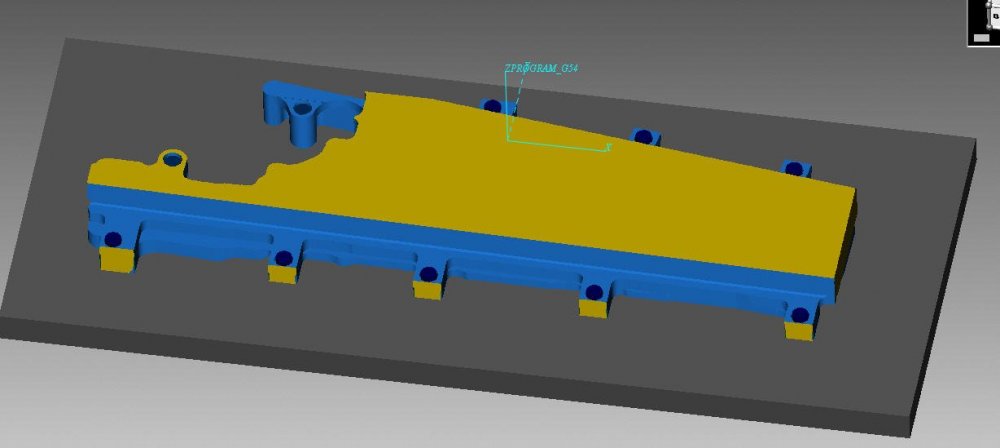
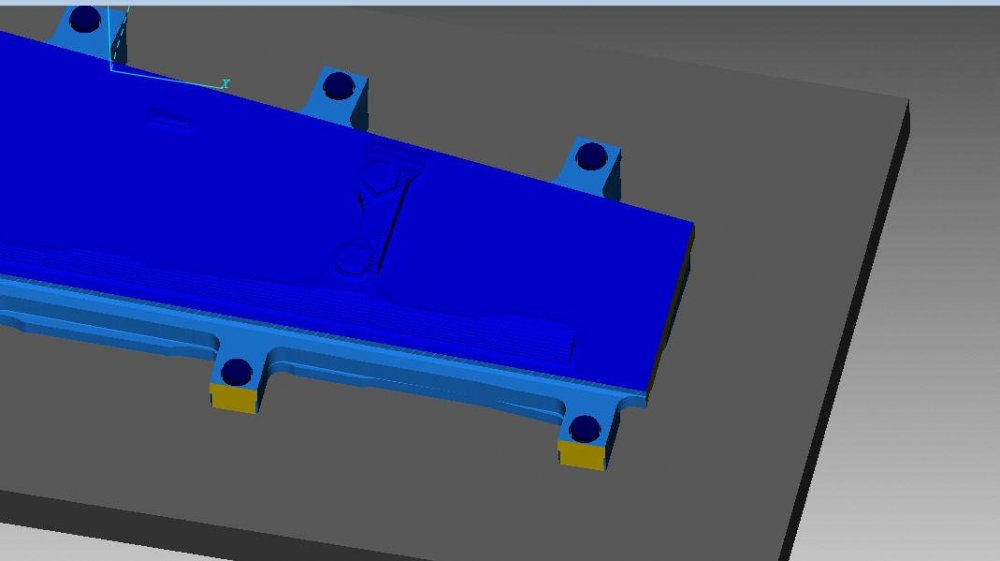
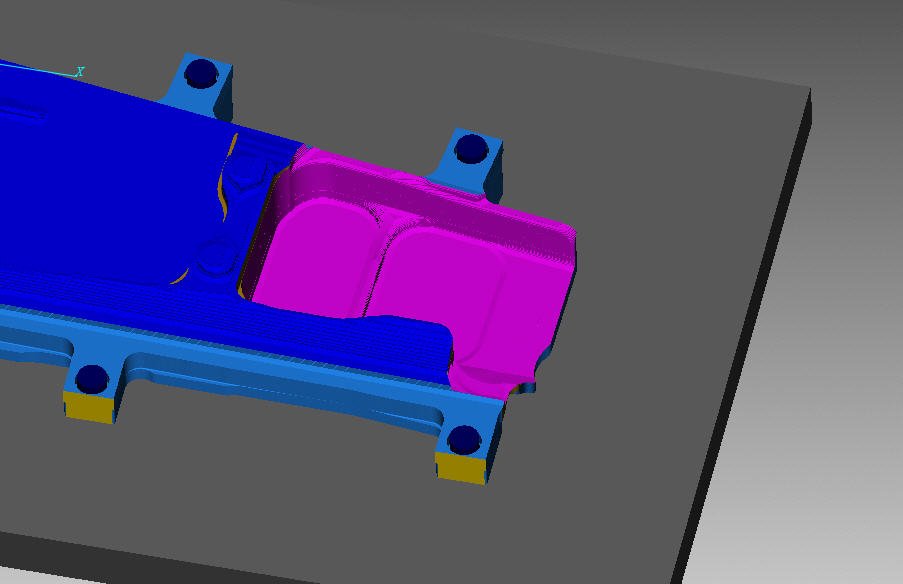
Hello, Using Dynamic Opti-rest with a highfeed facemill. I am unable to get cutter to the depth required. I'll use screen shots, as not allowed to share my file, to try to explain the situation. I created a stock model, picture #1, and using this as stock for the opti-rest toolpath. I have max depth set to z+.400, but toolpath stops cutting at Z2.300 as shown on picture #2 Should be as shown on picture #3. (created using old school surface pocket) Any ideas or advice as to what I may be missing here? TIA
-
Tom, You are correct, I was using improper tooling plane. All is good now.
-
How would i add component to be able to use Curve 5 axis toolpath on a MPmaster 4 axis post ? Currently gettting error "machine does not have correct rotary axis",
-
Blend was a goto toolpath for me until i discovered morph between 2 curves. It works very similar and you can lock at 3 axis if needed.
-
Thanks Ron for looking at my file. I believe I ended up at 12.5 degree and turned off holder collision to get to the end result so i could send it. I was having an OCD moment with this on Friday and was adamant on getting holder collision auto tilt to work as expected even at the 2.5 degree that sample file was set at, which was to tilt only enough as required to avoid hitting walls. But instead what i was seeing was extreme tilt over at initial passes where it was furthest away from the walls and minimal tilt was required. Ill revisit this later today and experiment with some of the suggestions you mention. Thanks Again
-
Hello all, Was hoping someone could help me understand the automatic tilt for holder avoidance feature. During a parallel toolpath with a single pass everything looks great, but if I have multiple passes the initial passes seem to tilt over quite a bit more than required. What setting am i missing to have tool tilt only as required to avoid the .050" tool holder clearance? I have attached sample file in case one of you has a chance to take a look. TIA. HOLDER-AVOIDANCE.mcam
-
Imco website has a nice feature, I believe it's called "Use this tool" . It defines parameters for different operations, HSM, traditional roughing, finishing, ramp entry hole etc. I use 80% of these recommendations and have been getting excellent tool life on 17-4 and 13-8.
-
James, we need to clone you. I know of a place that could really use your expertise in getting some machines dialed in.
-
I'm curious though, in your guy's opinion. Should this fine tuning be performed by AE, or should it be done by machine builders??
-
Thank You Ron, I was looking for "back-up" on what i'm suspecting. Part is scrap , all internal rad corners are oversize due to code being deleted and machine is overshooting all the arc movements. But what I am also suspecting is that any parameters that pertain to the different "R" modes are not configured by OKK so regardless of what value i use it is defaulting to R0-R1.
-
So, what bad things could happen if operator decides to delete all look ahead codes from a program?
-
That worked, Thanks for your help.
-
Was hoping for advice on how to force tool to drop down to desired depth during a parallel to surface toolpath. In file attached, if i take .500" depth of cuts the last depth is shy aprox. .200 from floor, only way i can get it to drop any further is changing stepover to a much smaller value. Thanks in advance. parallel to surface.mcam
-
Marty Karuhaka • [email protected]
-
Verisurf Most Used Free Tools
TheePres replied to Verisurf - Ernie Husted's topic in Industrial Forum
1. Minimum bounding box. 1. Hole axis 1. Pierce point 1. Screenshot Intentionally numbered all #1. -
Oh wow, this does go back a bit. Thanks to advice and assistance from you great guys, that's all I work on now is 5 axis work. Though plenty of time, I do miss a "gravy" part.
-
Gcode, I have also bought a few systems from that place, and will only ever buy workstations from them.
-
Any opinions on this series of video cards in regards to compatibility with MasterCam?