Bill Craven
-
Posts
279 -
Joined
-
Last visited
-
Days Won
14
Recent Profile Visitors
2,876 profile views











Bill Craven's Achievements
")





-
Thanks Alex, I was confused by the verbiage. It sounded to me like Machsim was included, but now I understand that what you are saying is that the IKE post has all of the logic integrated into the post to drive and control Machsim. Thanks for the clarification.
-
Hey Alex, Is the MachSim included with an IKE post?
-
Tool Manager / Export Report: Any Way to Add "Type"?
Bill Craven replied to Jobnt's topic in Industrial Forum
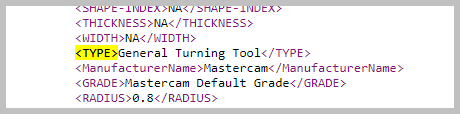
For what it is worth: The XML file that Active reports generates does have the Tool Type field available as: <TYPE>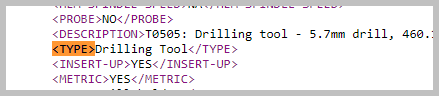

-
Tips to establishing a world class programming department?
Bill Craven replied to Jespertech's topic in Industrial Forum
One of the thiings that I implemented at a shop many, mnay years ago was: The Accounting department couldn't close a job until the programmer brought them the finish Mastercam files (Z2G so they had the post that they used), setup documentation, and the finish programs downloaded from the machine. Then those filles were saved to a secure server with prints, run times, etc. Too many times we had repeat jobs and the original programmers couldn't find the original programs (that they were storing on floppies in their toolboxes) and we had to go back to square one. Or if they did find the Mastercam file, it was not the latest one and the NC files had been modified extensivley at the machine becasue their posts were not error free. At another shop, I implemented saving Mastercam feature operations as seperate Mastercam files that were used as example files that had worked well and saved to a special library on the server. Similar to maintaining operation libraries. But this was easier for the programmers to review and then incorporate into their new programs. One shop I went into had a sign in the office as a joke: "We are too busy to get organized" But it was true for them and they suffered for it. -
Excel table of contents example bc2.xlsm I have attached a spreadsheet that I use for keeping track of my projects. One of the unique features of this spreadsheet is that it has a self healing Table of Contents. What I mean by that is: you can add new sheets, reorganize sheets, delete sheets and when you go to the Table of Contents page, it will rebuild the table of contents. I have a few bogus sheets in there as examples. the last sheet is instructions/hints on how to use this sheet. One of the pages that I have in there is a group of tools with some basic parameters that I will save as I am selecting tools so that when I am entering information about a tool, I don't have to go back to the tool manufacturer's page. I will add in blueprints and machine information. Most of the things that I need end up in one document for that project. Something like this could become "The Book" for a part with all of the setup information in it.
-
I totally agree with this. I hate to say it but there are a lot of people out there that don't take the time to CAREFULLY read setup sheets or their reading comprehension skills are very poor.
-
Learning curves can eat up a lot of profit... What is the "Tool Manager"?
-
LOL. "what's in that hole? Is it a rabbit tail? I better go and investigate" I played a tiny bit with the new IKE post, but that same squirrel...
-
Newbeeee, I think that one of the things that really hurts Active reports is how difficult it is to learn to modify the templates to get the output that you want. We are supposed to be programming parts. ("Why isn't that spindle running?") Sometimes, I would spend as much time documenting a project as programming. The information was there, we just had to get it out of the Mastercam file. I remember when Dave Thompson was with IHS, he was my mentor for Post Processor generated setup sheets. Way before AR. I spent my own time learning AR. I primarliy do turnkey projects now and wanted to have some polished looking results that I could generate with one click of the mouse. I have gotten close to what I want, but 2023 broke it for me. Jim Varco's product is very good and it is pretty easy to make many modifications. Gunther's X+ is excellent and I use it for quick double checks of settings. (Did I remember to turn the coolant on for all operations?) 15 seconds later, I have my answer. I am sure I could do more with it, but I have invested time and energy in AR. There have been whispered rumors swirling around in the mist for years that CNC was going to implement a new Setup sheet report writer.
-
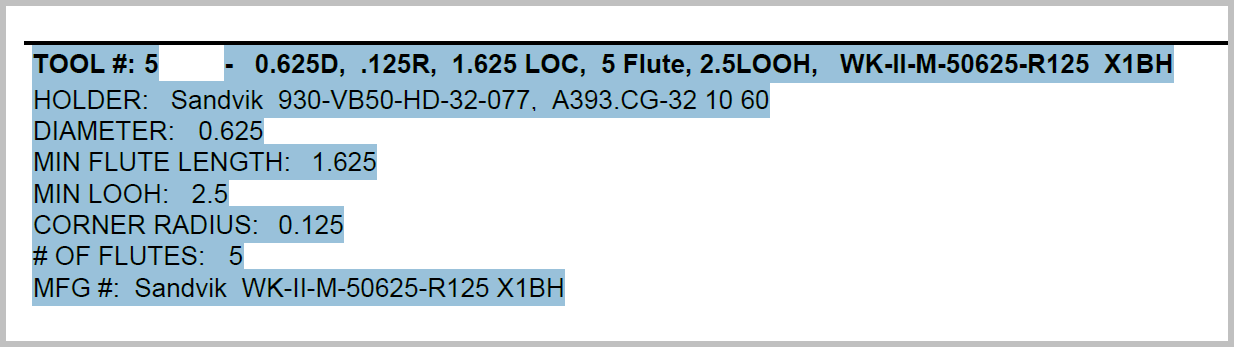
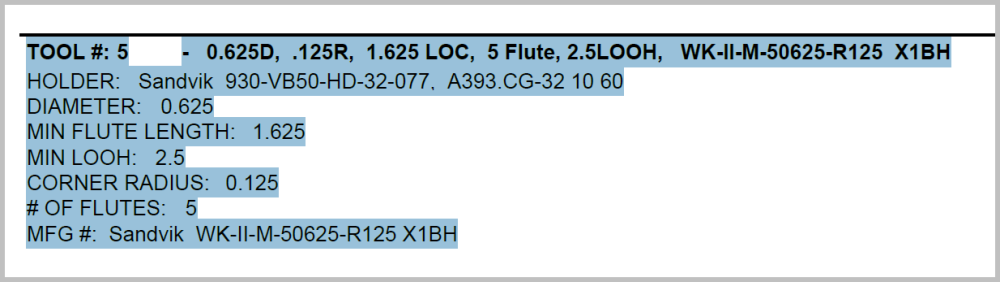
I am in the middle of a large critical project and don't have much time now, but will help if I can. A couple of things about Active reports: One of the biggest problems (in my opinion) is the lack of fields available to store information in. I have to get very creative on finding places to store information and part numbers. Not all information is available for extraction from the Mastercam file to Active Reports. The Mastercam file is realy a database of information about the tools, about the operations and all of the settings... Those features are extracted by the RPX parser for a report, but not all of the fields are availble for extraction. Whenever CNC adds new features to Mastercam, it may take a couple of generations/Versions of Mastercam before the information is available for extraction for Active Reports. Sometimes when CNC changes the internal structure of the Mastercam file, they "break" my workarounds and my sheets no longer generate correctly. I have tried using Acrobat Pro to convert a saved PDF setup to Word and it mostly looks okay, but when you start editing the doc, it goes wonky pretty quick. I typically use Snagit for capturing screen images. It makes them very easy to paste into a Doc or Spreadsheet. I have created a few Active reports that don't have a lot of borders or other features and use that as a Word "transfer" doc. After saving as a PDF, I can grab a group of text items and copy them and then paste them directly into Word or Powerpoint. All of the text highlighted in blue from this PDF can be copied and pasted directly into Word or PowerPoint.
-
putting comments digitally in active reports setup sheets?
Bill Craven replied to halloweenking's topic in Industrial Forum
Another possibility, although I haven't tried it, might be to create a manual operation as a comment and include that in your setup sheet. There is a 750 character max limit to the size of the manual entry but you could do multiple manual entries. With Ron's PDF editor suggestion, you could add photos and pages of text and control the font etc. AND you wouldn't have to open Mastercam back up to enter setup information and notes which might be gathered after the proveout is done. -
ActiveReport Designer : Calculated values and formulas
Bill Craven replied to francesko's topic in Industrial Forum
Ruth Delisle is the main contact at CNC software for Active Reports. If you send an email with your questions to [email protected], it will most likely end up in her inbox. -
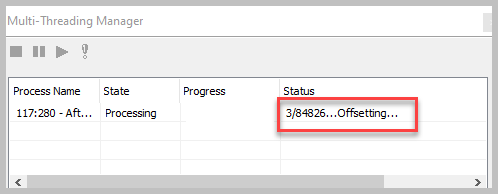
The Multi-threading option in config is enabled. Thanks for the suggestion. Thanks for the response James. The wash rinse and repeat is my normal way of creating StockModels. Including the CTRL mouseclick to deselect the operations so that it is not regenerationg the toolpath, just using the Pmesh. But after i get a large number of stockmodels, it takes longer and longer to generate a new stockmodel. Watching the status of the multi-threading dialog box is painful. The offseting slices update so slowly. I am using a lot of Dynamic toolpaths with small stepover and I expect that those toolpaths will take longer to generate, but I really can't afford to wait an hour or more for a single stockmodel. Sorry for the rant, I am frustrated. Before anybody asks, I can't share the file it is an ITAR part.
-
Is there a limitation to the number of Stockmodels that Mastercam can handle before the generation and regeneration of the stock models slows down to make it unusable? I am currently stuck in 2021 because of a customer. The first few Stock models generate fairly quickly. Then they start to slow down, even to the point where I have to just turn delete tham because they are taking an hour or more to generate. What are solutions that you have come up with to stay efficient? I am not curretnly using them for stock for subsequent operations just visual verification that I havn't missed anything. I have also noticed over the years that Stockmodels don't always start regenerating right away. I have a desktop gadget on one of my monitors that shows what the cores of the CPU are doing and a lot of time when I create a stock model, it just sits there with nothing happening. Then after several minutes or more, it will start crunching and the cores will light up. Edit: My primary use of Stockmodels is to be able to run verify from an intermediate point of the program rather than starting from the beginning each time with hundreds of operations.
-
can't open pdf files in mastercam 2023
Bill Craven replied to [email protected]'s topic in Industrial Forum
This is interesting Pete, Thanks for the insight. There is so much stuff going on behind the scenes that the average person is unaware of. "Well, why don't they just..." It's not that simple.