CarbonCAD
-
Posts
147 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by CarbonCAD
-
I did receive a post manual if anyone needs a copy in the future. It's semi-helpful.
-
The US guy said I should go through Germany. I didn't see a UK contact either so I emailed Germany.
-
We are sending some work to our U.K. location and they have a Roeders machine. I have their post, that works and gives me nc code. The example they sent me has a .bef file. Is this supposed to post out as well? The control seems to be a different animal. Does anyone have any documentation that I could educate myself with. I contacted the US Roeders and they wouldn't give me any info because the serial number I gave them wasn't in their files. Probably because the machine is in the U.K.
-
 This is my Makino tool change: ptlchg$ #Tool change pcuttype size1 = rbuf(1,0) rc1 = t$ if rc1<= size1, tcount = rbuf(1,rc1) else, tcount = 0 if tcount = 0, tseqno = t$*100 else, tseqno = t$*100+tcount tcount = tcount+1 wc1 = t$ tcount = wbuf(1,wc1) toolchng = one toolchg_cnt = toolchg_cnt + 1 if mi1$ = one, #Work coordinate system [ pfbld, n$, *sg28ref, "X0.", "Y0.", e$ pfbld, n$, sg92, *xh$, *yh$, *zh$, e$ ] if t$ <> prv_t$, if prog_stop = 1, pbld, n$, *sm01, e$ if prog_stop = 2, pbld, n$, *sm00, e$ pcom_moveb pcheckaxis c_mmlt$ #Multiple tool subprogram call ptoolcomment comment$ if omitseq$, *tseqno, e$ #use *tseqno for *ntnum with buffer file pcan result = newfs(15, feed) #Reset the output format for 'feed' pbld, n$, *t$, e$ pbld, n$, sm06, e$ pbld, n$,[if nextdc$ <> 7, *speed, *spindle], pgear, strcantext,e$ if mi6$ = 1, "M3 G4 X240.", e$ if mi5$ = 1, plaser2 pindex sav_absinc = absinc$ if mi1$ > one, absinc$ = zero pcan1, pbld, n$, *sgcode, *sgabsinc, pwcs, pfxout, pfyout, pfcout, [if nextdc$ <> 7, *speed, *spindle], pgear, strcantext, e$ if mi4$, psgi_on #Enable SGI Mode pbld, n$, sg43, pbld, n$, "D2", "H1", pfzout, scoolant, e$ absinc$ = sav_absinc pbld, n$, sgabsinc, e$ pcom_movea toolchng = zero c_msng$ #Single tool subprogram call !xnci$, !ynci$, !znci$, !mi4$ Looks hard coded as well
This is my Makino tool change: ptlchg$ #Tool change pcuttype size1 = rbuf(1,0) rc1 = t$ if rc1<= size1, tcount = rbuf(1,rc1) else, tcount = 0 if tcount = 0, tseqno = t$*100 else, tseqno = t$*100+tcount tcount = tcount+1 wc1 = t$ tcount = wbuf(1,wc1) toolchng = one toolchg_cnt = toolchg_cnt + 1 if mi1$ = one, #Work coordinate system [ pfbld, n$, *sg28ref, "X0.", "Y0.", e$ pfbld, n$, sg92, *xh$, *yh$, *zh$, e$ ] if t$ <> prv_t$, if prog_stop = 1, pbld, n$, *sm01, e$ if prog_stop = 2, pbld, n$, *sm00, e$ pcom_moveb pcheckaxis c_mmlt$ #Multiple tool subprogram call ptoolcomment comment$ if omitseq$, *tseqno, e$ #use *tseqno for *ntnum with buffer file pcan result = newfs(15, feed) #Reset the output format for 'feed' pbld, n$, *t$, e$ pbld, n$, sm06, e$ pbld, n$,[if nextdc$ <> 7, *speed, *spindle], pgear, strcantext,e$ if mi6$ = 1, "M3 G4 X240.", e$ if mi5$ = 1, plaser2 pindex sav_absinc = absinc$ if mi1$ > one, absinc$ = zero pcan1, pbld, n$, *sgcode, *sgabsinc, pwcs, pfxout, pfyout, pfcout, [if nextdc$ <> 7, *speed, *spindle], pgear, strcantext, e$ if mi4$, psgi_on #Enable SGI Mode pbld, n$, sg43, pbld, n$, "D2", "H1", pfzout, scoolant, e$ absinc$ = sav_absinc pbld, n$, sgabsinc, e$ pcom_movea toolchng = zero c_msng$ #Single tool subprogram call !xnci$, !ynci$, !znci$, !mi4$ Looks hard coded as well -
Simple question I can't seem to set a hot key for backplot. I tried both of the options under the machine category. Backplot - Run Machine Simulation in backplot mode with the current settings. and Backplot - Review the tool motion relative to the part geometry. Neither work when set to a hotkey, and I tried different hotkeys assignments. The screen blinks when I try to run it , but that is it.
-
Does anyone have any information or documentation on the Fanuc macros that come with a Blum laser? We purchased a new machine and it has a Blum non contact tool measuring system. I have programmed the post to output what it needs to, but we still have some hiccups. I'm looking to educate myself more, but the information is hard to find or in Deutsch.
-
That did it! Thank you.
-
I'll see about updating to 2018 today. Not that long ago I could do it myself, but now it may take a few days for our IT guy to come in and do it. Then I can test it out.
-
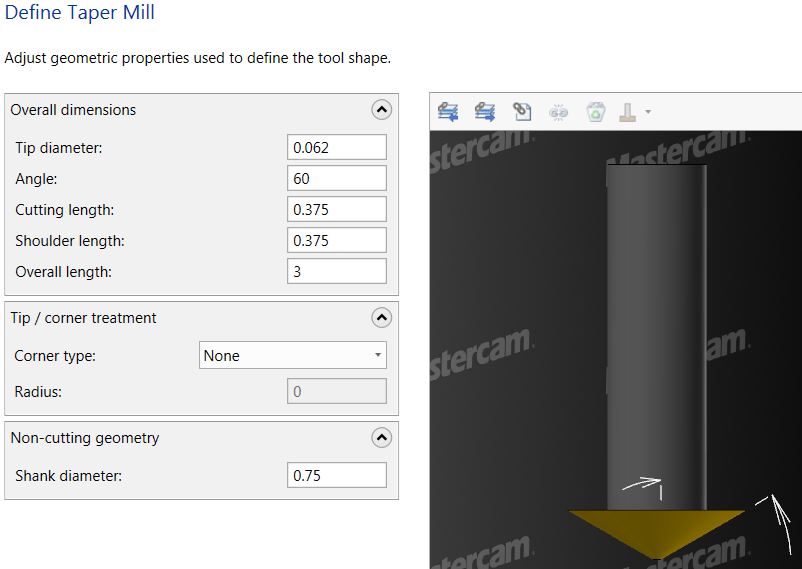
In my setup sheet I can get a TIP_ANGLE and that works for drills. I can get an ANGLE which seems to also work for drills. Neither work for taper tools as far as I can tell. Is there a tag that I can use for the angle of a taper tool?
-
Thank you. I did not answer why I wanted this in the setup sheet. We machine graphite and the tools are diamond or coated with diamond so that they maintain sizes under wear. Some of the tools are very expensive. I would like the information so that an operator doesn't use, for example, a tool that is two inches longer than necessary. The tool definitely will work but costs 50% more. On a related note, we are heavy on operators and light on machinists, so it changes the type and amount of information necessary. It's not the operator's fault, but it is what it is.
-
Ah, I am still on 2017. That would explain some things. I guess I have to wait until we upgrade. So sorry you spent your time with a thorough response and the reason it wouldn't work is on my end.
-
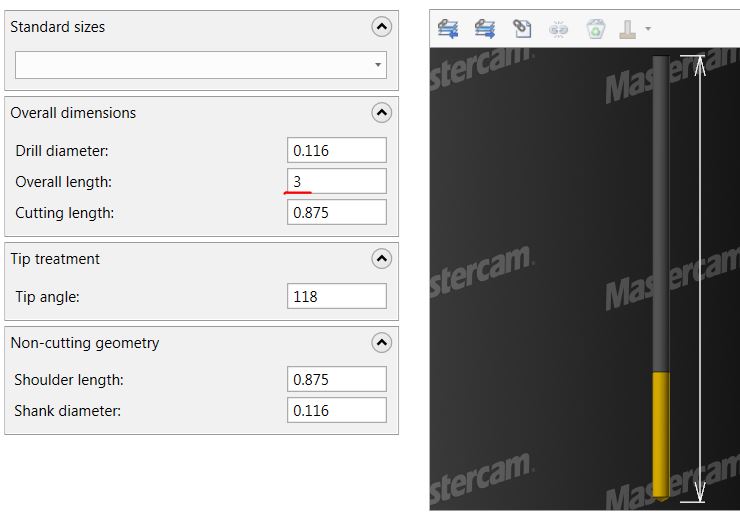
It worked fine until I put the script into my sheet and this: GrapeCity.Active.Reports.ReportScriptException: Report Script Compile Error on line 38... ... I get frustrated. The help file is conflicting and why is there not a length of the tool (as in the previously posted pic) tag?
-
Thanks. That points me in the right direction, but what I really want is this:
-
Reading through the help files it lists OVERALL-LENGTH twice under [TOOL] "OVERALL-LENGTH" - Overall length of tool (excluding holder) "OVERALL-LENGTH" - Overall length of the tool. The problem is that they both only give me the projection, and I need the actual length of the tool. What am I doing wrong?
-
With a few tweaks the 4-axis Fadal post that comes with Mastercam seems to be working out with a lot less hassle than our old post. Thanks!
-
We are not fans of our two Fadal machines and they are going bye bye. One is as good as dead already. When exactly they get gone I don't know, but I was hoping to get through some jobs in the mean time without someone making a bunch of manual changes and possibly scrapping parts. I'm happy to put the appropriate amount of time towards getting this to work, but if I have to start from scratch it would not be very economical.
-
4-axis post that has been around here since 2001. I'll do a little more research on doing it in the post, but if anyone wants to chime in feel free.
-
It should be simple but I cannot figure out how to have the MD, CD, or Post have the A axis moves to be only positive. What do I need to change?
-
Best Rotary Table Manufacturers
CarbonCAD replied to CarbonCAD's topic in Machining, Tools, Cutting & Probing
I forgot to mention that we machine only graphite. It will see tons of graphite dust even with our hardcore vacuum system pulling out most of the dust. It seems that Tsudakoma would be appropriate, but if we have any issues with the graphite getting in and wearing I'll let everyone know for information's sake. -
Best Rotary Table Manufacturers
CarbonCAD replied to CarbonCAD's topic in Machining, Tools, Cutting & Probing
Thanks all. I'm going with Tsudakoma. -
The one we are looking at is a Tsudakoma RBA-400R that fits our needs, but I would like to look at some other recommended manufacturers.
-
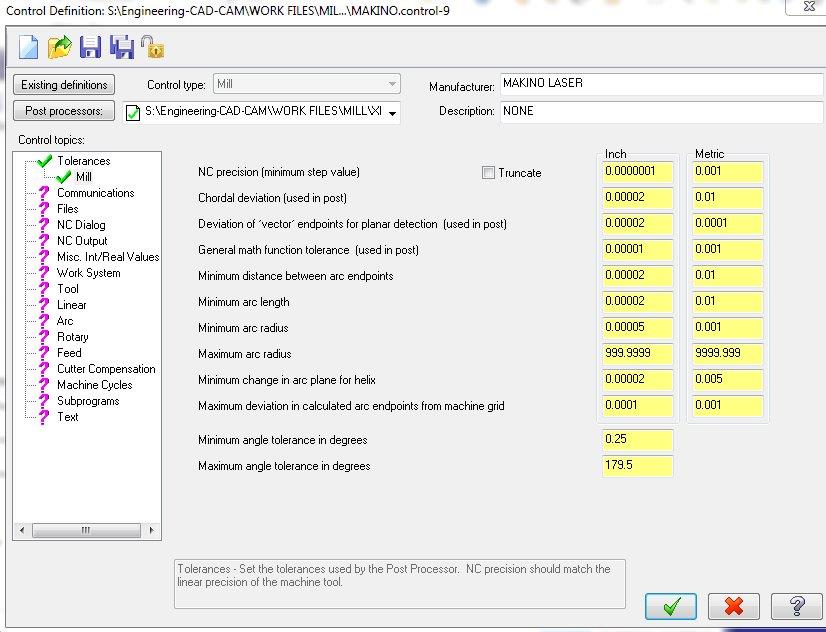
This is what I have.



-
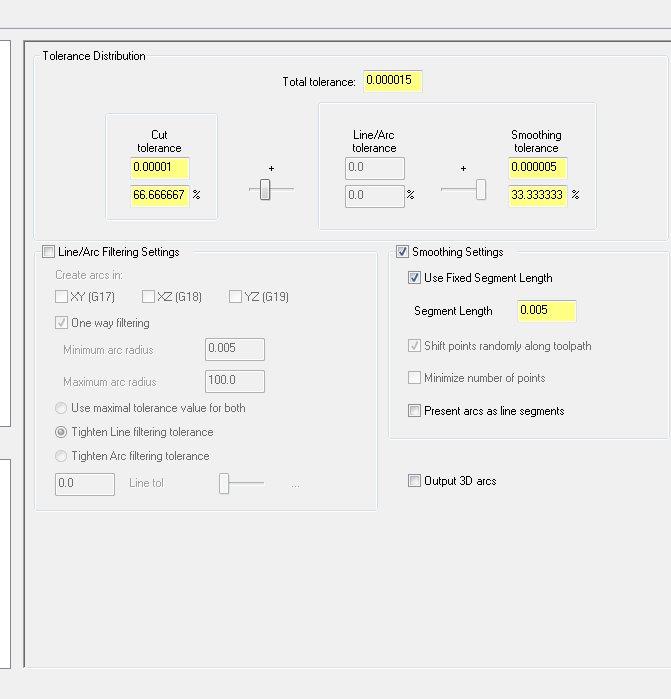
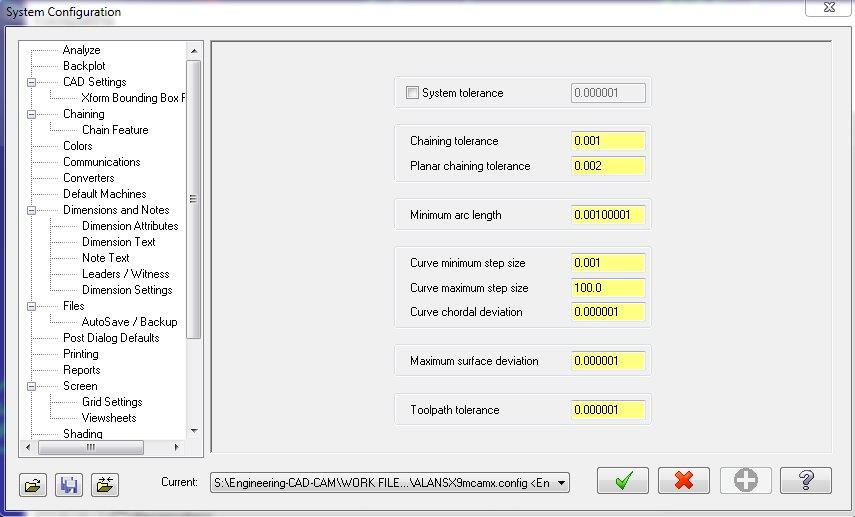
System tolerance is now at 7 decimal places. In the tool path it does not want to accept a millionth. Tells me: "0.00001 to +1.0E38" Total tolerance under Arc Filter/Tolerances section. What am I missing?
-
I have a very shallow concave dish that is .0006" deep +/-.0002. Using a High Speed Spiral tool path with a 1/16 flat, .028125 step over, and a total tolerance of .000015. The problem is that being such a small tolerance we go to five decimal places, but the fifth decimal place flutters up and down .00001 continuously. All our other machines it is not a big deal, but our Makino machine reacts well enough that the .00001 z move can be seen visually. Rounding only makes it worse moving .00005. Changing the tolerance too much will take it out of spec. Any ideas as to how to get rid of the fluttering? ex: G41 X17.08485 Y-2.48875 Z-1.24429 X17.07057 Y-2.47646 Z-1.2443 X17.05451 Y-2.46662 X17.0371 Y-2.45941 X17.01878 Y-2.45501 X17. Y-2.4536 Z-1.24429 X15.4 Y-2.4536 X15.38123 Y-2.45508 Z-1.2443
-
Gotcha. I didn't want to go using the renaming utility and causing problems. A couple of our posts are antiques(scary, I know) and have the MP in front and I don't care for it personally. # Post Name : MPBOS312 # Product : MILL # Machine Name : BOSTOMATIC # Control Name : 312 # Description : FILE FOR BOSTOMATIC 312 # Associated Post : # Mill/Turn : NO # 4-axis/Axis subs. : NO # 5-axis : NO # Executable : MP V7.0