





MSL
-
Posts
316 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by MSL
-
-
It's a simple 2 axis lathe. No C or Y axis functionality. Just need the lathe drilling canned cycle output.
-
As you said "If you have a local/close support, then DMGMORI should be at the top of the list for 5axis consideration". We don't have that support in Southern California. I like to hear from actual customers not from DMGMORI.
-
Hi all, We just bought a 2 axis Okuma LB4000 lathe. This is our first Okuma machine. I'm trying to dial in a post for our upcoming training. I downloaded two MasterCam Okuma lathe post from MasterCam website, but non of them have the drilling post block configured. I'm not families with the Okuma's G-code. Can anyone help me with the drilling cycle post blocks? Thank you.
-
We have Makino D800Z and D200. We do have couple of Matsurra MX 520. Great machines and customer service. I would stay away from DMG.
-

css back on after tool inspection
MSL replied to Rocketmachinist's topic in Post Processor Development Forum
This is my tool inspection post block that it works. This is from a Mori post. Make sure you have prpm in your post block. # Motion NC output # -------------------------------------------------------------------------- ptool_insp #Tool inspection point #Modify following lines to customize output for tool inspection points if posttype$ = 2, #Lathe tool inspection point [ "(***TOOL INSPECTION POINT***)", e$ if prmcode$ = 29999, #Only output tool insp comment if one was entered with this insp point [ sparameter$ = ucase(sparameter$) pbld, n$, *sm00, "(", sparameter$, ")", e$ ] else, pbld, n$, *sm00, e$ #Output just the stop if no comment pbld, n$, *sgcode, *toolno, e$ #Restate tool number pbld, n$, pfsgplane, e$ #Restate plane code prpm # Output programmed RPM #Restate spindle prv_feed = c9k #Set prv_values to c9k to force them out with next moves prv_gcode$ = c9k prv_workofs$ = c9k if coolant$, prv_coolant$ = c9k ] -
Hi Colin, I don't see the Fanuc 5X post that supports TWP and TCPC in Tech Exchange. I only found the Generic 5axis post.
-
I'm about to build a machine for a Haas VF2 with TRT 160 rotary table. I was going to check to see if I can find it there.
-
Hi Jay, How can I find the FTP? Thanks.
-
Generic Haas VF-TR_Series 5X Mill post
MSL replied to MSL's topic in Post Processor Development Forum
Thank you John and Colin, I added these lines after pretract in "peof" and It outputs the codes I wanted. pretract if return_mode = one, [ #pbld, n$, *sgcode, *sg28, *sgabsinc, "Z0.", e$ pbld, n$, *sgcode, *sg28, *sgabsinc, "Y0.", e$ ] else, [ #pbld, n$, sg53, *g53_return_z, e$ pbld, n$, sg53, *g53_return_Y, e$ ] -
Hi, I noticed on new Generic Haas VF-TR_Series 5X Mill post we have an option to switch to G28 or G53 home. But none of these options sends the machine's Y axis home at the end of program. What would be the best approach to send the Y axis home only at end of the program? Thank you.
-
File/Configuration/Colors/Background/start&end
-
Off-Topic: My house and car were destroyed last night
MSL replied to Colin Gilchrist's topic in Industrial Forum
Hi Colin, Sorry to hear this. I'm glad you and your family are OK. Ara. -
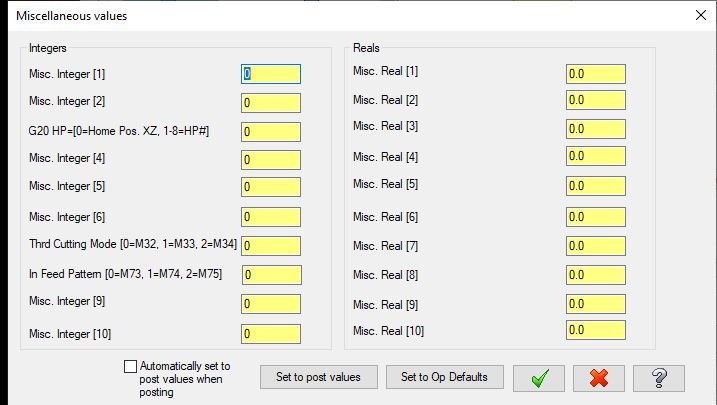
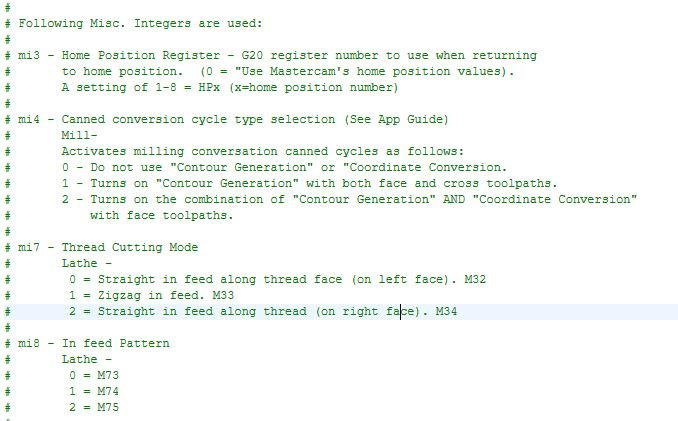
Hi Colin, The post is set up to use Misc Int. 3 for home position. I'm not sure why is outputting negative values!!
-
Hi, I get inconsistent and negative numbers for my home position when I program for Sub spindle.How can I fix this? Please see G-Codes below. Thank you. N100 ( OPERATION: 15 ) (TG=1 | SUB.80 DEG. | INSERT - CNMG-432) (SUB FACE) M109 G136 G0 X80. Z-22.4316 <--------------Should be X40. Z40. G0 T010101 G18 G97 S200 M04 G0 X6.03 Z.01 M8 X2.2 G95 G1 X-.0625 F.01 G0 Z.11 X2.2 Z0. G1 X-.0625 F.005 G0 Z.1 ( OPERATION: 16 ) (ROUGH SUB) G96 S500 X1.8045 Z.2 . . . X.7929 Z-.5473 G0 X6.03 M9 G136 T000100 G00 X80. Z-22.4316 <--------------Should be X40. Z40. M05 M01 N110 ( OPERATION: 17 ) (TG=7 | 1/2 FLAT ENDMILL) (SUB. HEX) M110 G138 G0 X40. Y-40. Z-40. <--------------Should be X40. Y40. Z40. G0 T070707 G17 G94 G0 X.8604 Y.1061 Z-17.9384 C0. M8 SB=5000 M13 Z-18.0884 . . . G0 Z-17.9384 M9 G136 T000700 G00 X40. Y-40. Z-40. C0. <--------------Should be X40. Y40. Z40. C0. M12 M01 N120 ( OPERATION: 18 ) (TG=8 | NO. 7 DRILL) (SUB. FACE DRILL) M110 G136 G0 X80. Z-40. <--------------Should be X40. Z40. G0 T080808 G17 G94 G0 X1.5222 Z1. C0. M8 SB=2500 M13 G94 G183 X1.5222 Z-17.9384 C0. K18.6384 D.05 L.05 DA=.1 F3. C300. M16 C240. M16 C180. M16 C120. M16 C60. M16 G180 G0 Z1. M9 G136 T000800 G00 X80. Z-40. C0. M15 <--------------Should be X40. Z40. M2
-
Hi, I get inconstant numbers and some negative numbers for my Sub spindle home position? How can I fix this? Please see G-Codes below. Thank you. N100 ( OPERATION: 15 ) (TG=1 | SUB.80 DEG. | INSERT - CNMG-432) (SUB FACE) M109 G136 G0 X80. Z-22.4316 <--------------Should be X40. Z40. G0 T010101 G18 G97 S200 M04 G0 X6.03 Z.01 M8 X2.2 G95 G1 X-.0625 F.01 G0 Z.11 X2.2 Z0. G1 X-.0625 F.005 G0 Z.1 ( OPERATION: 16 ) (ROUGH SUB) G96 S500 X1.8045 Z.2 . . . X.7929 Z-.5473 G0 X6.03 M9 G136 T000100 G00 X80. Z-22.4316 <--------------Should be X40. Z40. M05 M01 N110 ( OPERATION: 17 ) (TG=7 | 1/2 FLAT ENDMILL) (SUB. HEX) M110 G138 G0 X40. Y-40. Z-40. <--------------Should be X40. Y40. Z40. G0 T070707 G17 G94 G0 X.8604 Y.1061 Z-17.9384 C0. M8 SB=5000 M13 Z-18.0884 . . . G0 Z-17.9384 M9 G136 T000700 G00 X40. Y-40. Z-40. C0. <--------------Should be X40. Y40. Z40. C0. M12 M01 N120 ( OPERATION: 18 ) (TG=8 | NO. 7 DRILL) (SUB. FACE DRILL) M110 G136 G0 X80. Z-40. <--------------Should be X40. Z40. G0 T080808 G17 G94 G0 X1.5222 Z1. C0. M8 SB=2500 M13 G94 G183 X1.5222 Z-17.9384 C0. K18.6384 D.05 L.05 DA=.1 F3. C300. M16 C240. M16 C180. M16 C120. M16 C60. M16 G180 G0 Z1. M9 G136 T000800 G00 X80. Z-40. C0. M15 <--------------Should be X40. Z40. M2
-
That was the first thing I changed, I think I forgot to save the post. It works now. Thank you.
-
Hi, How can I change my Okuma lathe post to output G0 instead of G01 for home position? I get correct output on some operations. I think the post's output is base on nextop. Thank you. N100 ( OPERATION: 1 ) (TG=1 | OD ROUGH RIGHT - 80 DEG. | INSERT - CNMG-432) (FACE) M109 G136 G0 X40. Z10. G0 T010101 G18 G97 S868 M03 G0 X2.2 Z0. M8 G96 S500 G95 G1 X-.0625 F.005 G0 Z.1 M9 G136 T000100 G0 X40. Z10. <---------- This output is correct M05 M01 N110 ( OPERATION: 2 ) (TG=1 | OD ROUGH RIGHT - 80 DEG. | INSERT - CNMG-432) (ROUGH OD) M109 G136 G50 S1200 G0 X40. Z10. G0 T010101 G18 G97 S1190 M03 G0 X1.6048 Z.2 M8 G96 S500 G1 Z.1 F.01 Z-.598 G18 G3 X.496 Z-.0612 L.0332 G1 Z-.598 X.8345 X.9759 Z-.5273 M9 G136 T000100 G1 X40. Z10. <---------- Need to change G1 to G0 M05 M01 N120 ( OPERATION: 3 ) (TG=2 | OD FINISH RIGHT - 35 DEG. | INSERT - VNMG-431) (FINISH OD) M109 G136 G0 X40. Z10. G0 T020202 G18 G97 S800 M03 G0 X.49 Z.07 M8 G1 Z-.03 F.003 Z-.6 X.6314 Z-.5293 M9 G136 T000200 G1 X40. Z10. <---------- Need to change G1 to G0 M2 ---------------------------------------------------------------------------------------------------- pl_retract #Retract tool based on next tool gcode, lathe (see ptoolend) cc_pos$ = zero pmap_home #Get home position, xabs ps_inc_calc #Set inc. pbld, n$, psccomp, e$ if home_id, pbld, n$, "G20", *home_id, e$ else, [ pbld, n$, *toolno, e$ pbld, n$, *sgcode, pfxout, pfyout, pfzout, e$ ] if n1_gcode <> 1003, pcan1, pbld, n$, pnullstop, strcantext, e$ Thank you.
-
I went to Eapprentice website first but the website is not working!!! I did visit your YouTube channel too. Thank you for doing it. I'm kinda rusty on editing post. I'm sure I will have more questions regarding this post. I will output them here. Thank you. Ara.
-
Hi Colin, Thank you very much for your detailed explanation. I get more help here than our reseller.
-
Hi, We have a Makino IQ300 milling machine that is set to run in metric. The person who has been running this machine is going to retire by end of this month. He uses a different CAM software to program this machine. I want to use MasterCam and started editing a post for it but I’m not sure how to make a metric machine definition for this post. I contacted our reseller but they said they can not make a metric machine definition. I'm sure we did it when I took Colin's class. Can someone help me with creating a metric machine definition for my post? Thank you.
-
edit mastercam post to move a gcode line when post out
MSL replied to Taolaoday's topic in Post Processor Development Forum
I programmed EZ- Path lathe with MasterCam for years. The best way to approach this issue as Ron mentioned is with Ref point. -
Do you have a file to share?
-
Generic Haas VF_TR 5X MIll / change B to C in post
MSL replied to Jespertech's topic in Post Processor Development Forum
You need to Change your rotary settings inside your post. # -------------------------------------------------------------------------- # 5 Axis Rotary Settings # -------------------------------------------------------------------------- #Assign axis address str_pri_axis : "B" <------------- change this to str_pri_axis : "C" str_sec_axis : "A" str_dum_axis : "C"- 1 reply
-
- 2
-

-

-
- vf_tr 5x mill
- post
- (and 1 more)
-
Thank you. I did not see that. Not sure how that happened because I did not apply any live tooling toolpaths on this part!!!!