Gecko779
-
Posts
14 -
Joined
-
Last visited
Recent Profile Visitors
1,279 profile views

Gecko779's Achievements
")



-
Good Experience with Mastercam Mill-Turn and New Integrex?
Gecko779 replied to MechMonk's topic in Industrial Forum
Running a I-100 ST (milling head, lower turret, and subspindle) all programmed in the mill turn environment, been using it for about 2 yrs. Making complicated prototypes with more milling than turning. My reseller support has been great and the support from Mastercam has been ok. They are actively developing the software and it has gotten better over that time. My biggest gripe is that stock models and verify do not work very well in millturn, making it difficult to see where stock is remaining. The simulator works well but it can take 5-10 minutes to launch and finish simulating which can be frustrating if your trying to vet small changes. The normal user can only make small changes to the posts and outputs. Don't be afraid to ask your reseller for post changes, some can be done at their level and the rest are handled by mastercam. The mazak post i got from them is now working very well. -
I have had good luck using 68.3 on my integrex which looks at the B head angle and sets the plane along the Z vector of the head. Takes some of the calculation/guesswork out of it.
-
4 Axis Lathe - Ideas for Clocking Parts
Gecko779 replied to mayu's topic in Machining, Tools, Cutting & Probing
Are they through holes? Could you have a locating pin in the jaw/chuck (relieved to allow for clamping action/ movement) that fits into the back side of the larger OD? -
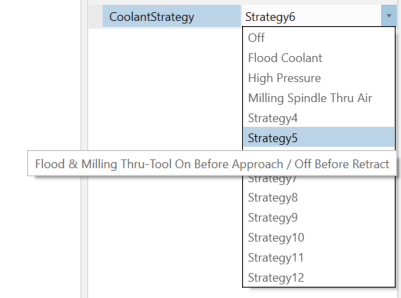
The coolant options (strat 1, 2, etc...) are only editable by your reseller. If you hover your mouse over the option it will describe it. They can alter what each one does, when it does it and how it's named. May be best to describe your most used coolant combinations (IE through tool coolant, and flood coolant, on after approach, off before retract) and have your VAR make the post changes. For the mean time there is very little post editing allowed in Millturn by the end user. It's my understanding that Mastercam has done this deliberately as they are actively developing and changing how the software works. In each release i think you will see more and more options available to the user as they solidify things.
-
Crazy already touched on this, you can program one then rotate all the others. Also with regular Mastercam when transforming an operation i would toggle posting off of the seed operation in a transform so all code was posted from the transform. Mill turn does not like this, your going to want to keep the seed operation enabled. or Select them all and under setup-mill type select C axis and it should do them all with +x and c moves Also we had a similar situation with posts, when we bought mill turn we were told the post was dialed 100% ready to go, it was not. The entire program (Millturn) is still in heavy development, Mastercam is playing catchup to Esprit and the like.
-
Been running mill turn to program an i-100 ST integrex for 2 years now the learning curve is brutal ( had programmed mostly mills in mcam for ~10 years), but i have been able to make some pretty ridiculous parts. Don't be afraid to lean on your reseller to get the post correct. Both resellers i've worked with have been great, post edits typically done the next day. Sofar the machine simulation hasn't lied to me outside of a mazak specific drilling cycle that retraced in the wrong axis, luckily it was a small reamer... Like all CAV stuff the simulation is only as good as the information you feed it. It can't find an interference/collision you don't tell it about.
-
Any one have some suggestions about the best way to structure common files (tool libraries, machines, and posts) out on the network so multiple users can use them? Any success (or horror) stories? thanks
-
Inserted dovetail and chamfer mill
Gecko779 replied to dforsythe's topic in Machining, Tools, Cutting & Probing
i run the A-1383-2 tool on Rc30 4140 at 1100 RPM 12.5 IPM single pass with a good finish. Could probably go faster but i never was given time to optimise it -
Inserted dovetail and chamfer mill
Gecko779 replied to dforsythe's topic in Machining, Tools, Cutting & Probing
I have had good luck with ktool http://www.ktoolinc.com/ -
Running latest version of Mcam in solidworksfound 2 issues, not sure if i'm approaching it correctly 1. I cannot rename any of my operation in the tree. I tried clicking on the op name twice and nothing happens. I do have the comments enabled in the display menu 2. Trying to contour around a dia and i can't get the entry point to be in one of the holes. I tried adding an entry point and you can see the results below. I also tried changing the start point in the chain manager, and i tried selecting edges, surfaces, and sketches to no avail. thanks

-
It's incredibly frustrating
-
Can someone give me a starting point on how to set up mastercam to slow down heading into corners? I'm getting really inconsistent results using the highfeed option and the adjust feed on arc move from the tool settings page. I am driving a 3.5 tcutter into some stainless and would like to gradually ramp down and ramp up the feedrate in the cut Running X4Mu3 and MPmaster Post Job will be run on a gear head HAAS Vf-2 thanks
-
Trying to learn to use our new indexer and having some trouble getting good code. I'm milling 2 wrench flats on a cylinder and trying to use the rotary to spin the part. I have tried several different stratagies in mastercam but i cannot for the life of me get mastercam to output g54 consistently. No matter how i approach the part it is generating a g55 offset for the second flat, like this: N120 (FLAT 1) N130 (COMPENSATION TYPE - WEAR COMP) N140 T1 M06 ( 1/2 FLAT ENDMILL) N150 (MAX - Z.325) N160 (MIN - Z.1545) N170 M08 N180 G00 G17 G90 G54 A0. X.475 Y-.4965 S1000 M03 N190 G43 H1 Z.325 Removed to save space N260 (FLAT 2) N270 G00 G90 G55 A-180. X.475 Y-.4965 N280 G43 H1 Z.325 N290 Z.1545 I have tried transforming (rotate) around the x axis and using a tool plane (located on the second flat) but both output g55 for the second flat I am using bone stock mpmaster and mastercam x4 MU3 thanks for your help
-
Having issues logging in to the FTP using windows explorer, not liking the user name and pass. Is the FTP up?